




图4-15 刀柄
a)BT类刀柄 b)CAT类刀柄 c)HSK类刀柄
刀柄用于连接刀具与主轴。刀柄在主轴上的松开和夹紧,实现装刀和换刀。在加工中心的换刀系统中,通过在刀柄上设置识别装置,对该刀柄编号。换刀时,安装在刀柄上的刀具对应于该编号。
目前数控铣床和加工中心的刀柄已经标准化、系列化,可分为钻孔刀具刀柄,镗孔刀具刀柄,铣刀类刀柄,螺纹刀具刀柄和直柄刀具类刀柄(立铣刀刀柄和弹簧夹头刀柄)等多种类型。
1.刀柄分类
依主轴锥孔及刀把形式分类,如图4-15所示。
1)BT:日本标准。BT:30,40,50,号数越大,尺寸越大(图4-15a所示为BT类刀柄)。
2)CAT:美国标准,欧美地区使用较多。CAT:30,40,50,号数越大,尺寸越大(图4-15b所示为CAT类刀柄)。
3)HSK:德国标准。HSK:A-50,A-63,A-100,中空刀把两面接触,号数越大,尺寸越大(图4-15c所示为HSK类刀柄)。
4)ISO:30,40,50,国际标准。
5)DIN:30,40,50,德国标准,与CAT、ISO类似。同时刀柄还可以分为整体式和模块式两类。(https://www.xing528.com)
2.刀柄螺栓(图4-16)
3.高速切削刀柄
适合高速切削加工的刀柄系统有:
1)ER弹性夹套。这种夹紧系统是当前广泛使用的,其性价比较高,精度高,适合于高速切削加工。如图4-17a所示。该系统的优点是:同轴度较好;相对小的本体直径;夹紧力大;需要一个平衡的螺母系统和不同类型的密封圈。
2)热缩式刀柄。它采用新的技术和设计,在模具工业应用广泛,如图4-17b所示。该系统的优点是:同轴度较好;相对小的本体直径,离心力低;均匀的材质;夹紧力大;动平衡度很高;本体经热处理;有加热系统。
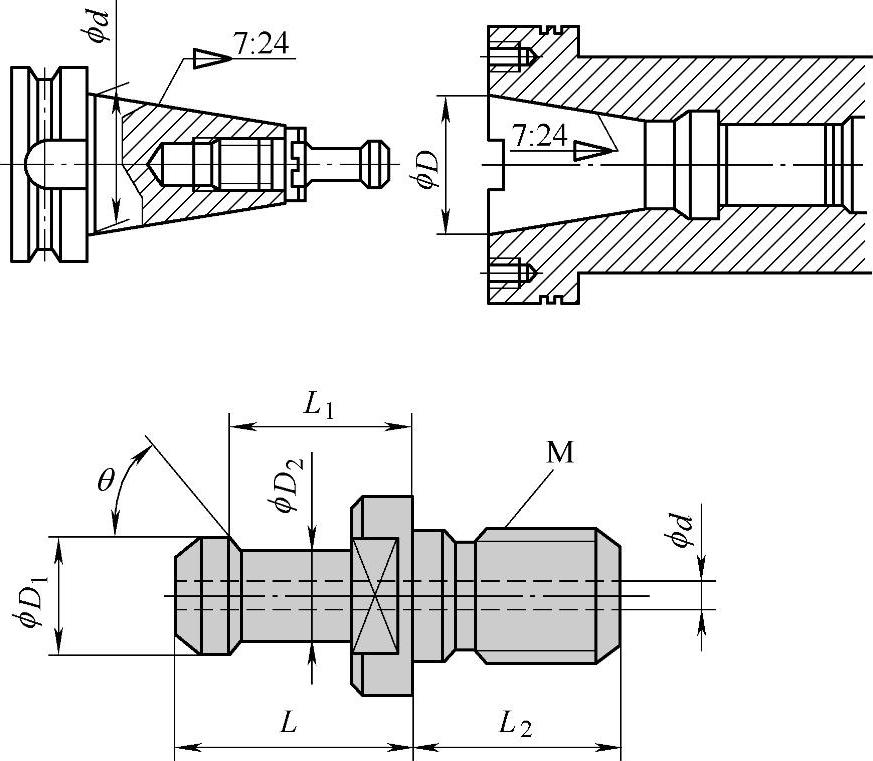
图4-16 刀柄螺栓(拉钉)参数
3)强力铣夹刀柄。这种刀柄大多适于夹持大直径刀具。主要优点是同轴度好,夹紧力大,如图4-17c所示。
4)高精度HP(High Precision)夹套。尽管与ER弹性夹套相似,但夹紧方式是通过定位而不是螺纹,其精度有较大提高,其价格比液压夹套低,如图4-17d所示。该夹套的主要优点是:同心度好,夹紧力大,本体直径小,易于清洗,离心力小,易做动平衡。
5)液压刀柄。采用了液压技术,装卸方便,定位准确。其优点是同轴度好,本体直径小,易于清洗,离心力小,如图4-17e所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。