



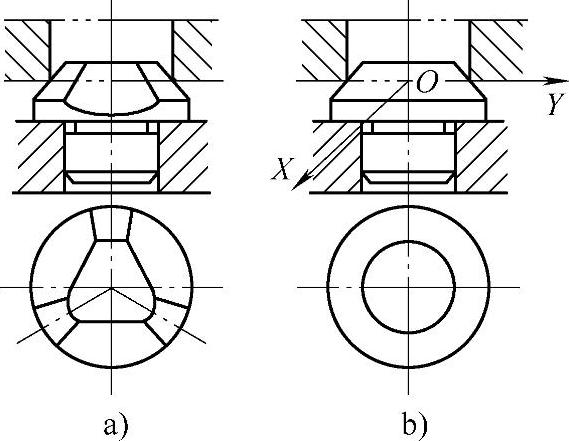
图4-7 圆锥定位销
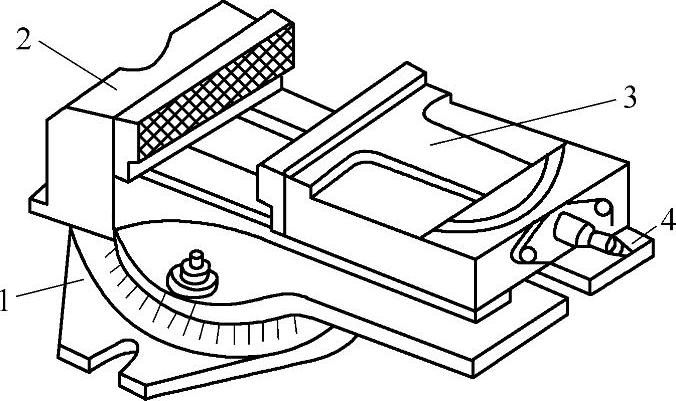
图4-8 平口钳
1—底座 2—固定钳口 3—活动钳口 4—螺杆
在铣床和加工中心上对工件进行加工时,常见装夹方法有如下几种。
1.用平口钳装夹工件
机用平口钳适用于中小尺寸和形状规则的工件安装,如图4-8所示底座上有一刻度盘,能够把平口钳转成任意角度。
数控铣床或加工中心上加工的工件多数为半成品,利用平口钳装夹的工件尺寸一般不超过钳口的宽度,所加工的部位不得与钳口发生干涉。平口钳安装好后,把工件放入钳口内,并在工件的下面垫上比工件窄、厚度适当且加工精度较高的等高垫块,然后把工件夹紧(对于高度方向尺寸较大的工件,不需要加等高垫块而直接装入平口钳)。为了使工件紧密地靠在垫块上,应用铜锤敲击工件,直到用手不能推动等高垫块时,最后再用力将工件夹紧。工件应当紧固在钳口中间位置,装夹高度以铣削尺寸高出钳口平面3~5mm为宜。平口钳装夹表面粗糙度值较大的工件时,应在两钳口与工件表面之间垫一层铜皮,以免损坏钳口,并能增加接触面。
2.用压板直接装夹在工作台面上
对于体积较大的工件,大都将其直接压在工作台面上,用组合压板夹紧。压板夹紧装置由压板、垫铁、T形槽螺栓组成,它比平口钳应用更广泛,不仅能用来装夹形状规则的零件,而且还能够装夹形状不规则的零件。(https://www.xing528.com)
用压板共夹,只能进行非贯通的挖槽或钻孔、部分外形等加工;也可在工件下面垫上厚度适当且加工精度较高的等高垫块后再将其压紧(图4-9),这种装夹方法可进行贯通的挖槽或钻孔、部分外形等加工。
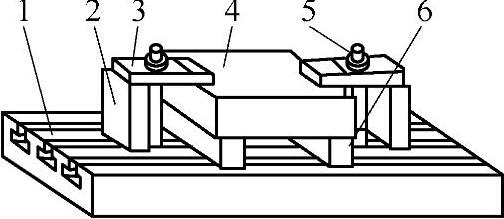
图4-9 压板装夹
1—工作台 2—垫板 3—压板 4—工件 5—T形槽螺栓 6—垫铁
压板使用正确与否,对工件加工质量影响很大,使用压板装夹时注意以下几点。
1)必须将工作台面和工件底面擦干净,不能拖拉粗糙的铸件、锻件等以免划伤台面。
2)在工件的光洁表面或材料硬度较低的表面与压板之间,必须安置垫片(如铜片),这样可以避免表面因受压力而损伤。
3)支承压板的支承块高度要与工件相同或略高于工件,压板螺栓必须尽量靠近工件,并且螺栓到工件的距离应小于螺栓到支承块的距离,以便增大压紧力。
4)压板应放正,尽量不要偏斜。螺母必须拧紧,以免在加工中因压力不够而使工件移动,致损坏工件、机床和刀具,甚至发生意外事故。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。