



【摘要】:2)单击“手轮方式”进入“MCS”,选择手轮进给的方向,并选择手轮的进给倍率。图2-14 X向对刀进刀与退刀3)按下“主轴停”,测量加工过的外圆直径。6)按下“长度2”,把黄色方框条移动到Z0后面的方框,然后在方框内输入“0”,再按下“设置长度2”即可生效。另外,按软键“设置长度1”或“设置长度2”,系统根据所选择的坐标轴计算出它们相应的几何长度1或2,所计算出的补偿值被存储。
操作步骤(以外圆车刀对刀为例):
1)进入手动(JOG)方式,选择合适的主轴转速,启动主轴正转,并通过方向键把刀具快速地移动到靠近工件端面的地方。
2)单击“手轮方式”进入“MCS(机床坐标系)”,选择手轮进给的方向(X1或Z1),并选择手轮的进给倍率(选择进给的快慢按“增量选择”键,共有三挡:×1、×100、×1000)。移动到待加工的位置,选择手轮进给的方向为Z1,沿-Z方向摇动手轮,切削外圆,切削完毕之后,摇动手轮沿+Z方向退出,退到工件端面右方某一位置,此时需注意不要沿X方向退出。X向对刀进刀与退刀如图2-14所示,X向对刀窗口如图2-15所示。
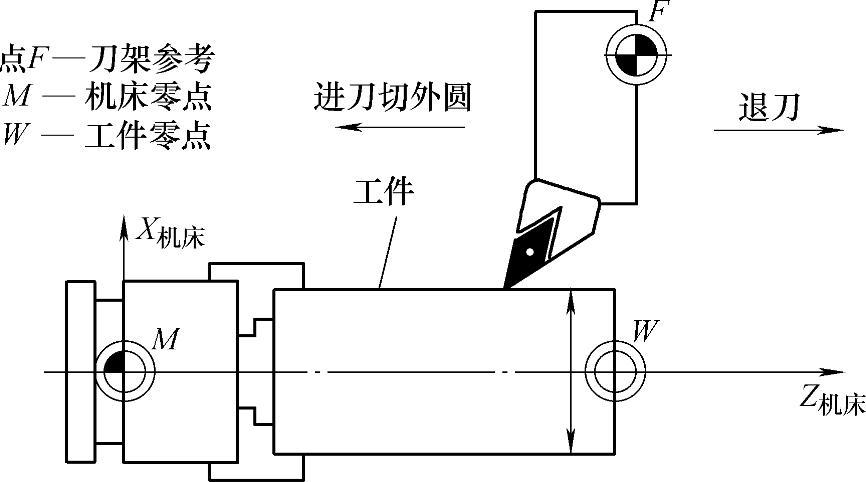
图2-14 X向对刀进刀与退刀
3)按下“主轴停”,测量加工过的外圆直径。
4)按下“测量刀具”——“手动测量”,把黄色方框条移动到 后面的方框内,然后输入所测量出的直径值,按下“存储位置”后即可生效。
后面的方框内,然后输入所测量出的直径值,按下“存储位置”后即可生效。
5)重新启动“主轴正转”,选择合适的手轮进给速率,然后摇动手轮至待加工位置,在“MCS”坐标系下将手轮进给方向设为X1,摇动手轮切削端面,切削完毕,摇动手轮沿+X方向退回。按下“主轴停”键。
6)按下“长度2”,把黄色方框条移动到Z0后面的方框,然后在方框内输入“0”,再按下“设置长度2”即可生效。(https://www.xing528.com)
另外,按软键“设置长度1”或“设置长度2”,系统根据所选择的坐标轴计算出它们相应的几何长度1或2,所计算出的补偿值被存储。Z向对刀进刀与退刀如图2-16所示,Z向对刀窗口如图2-17所示。
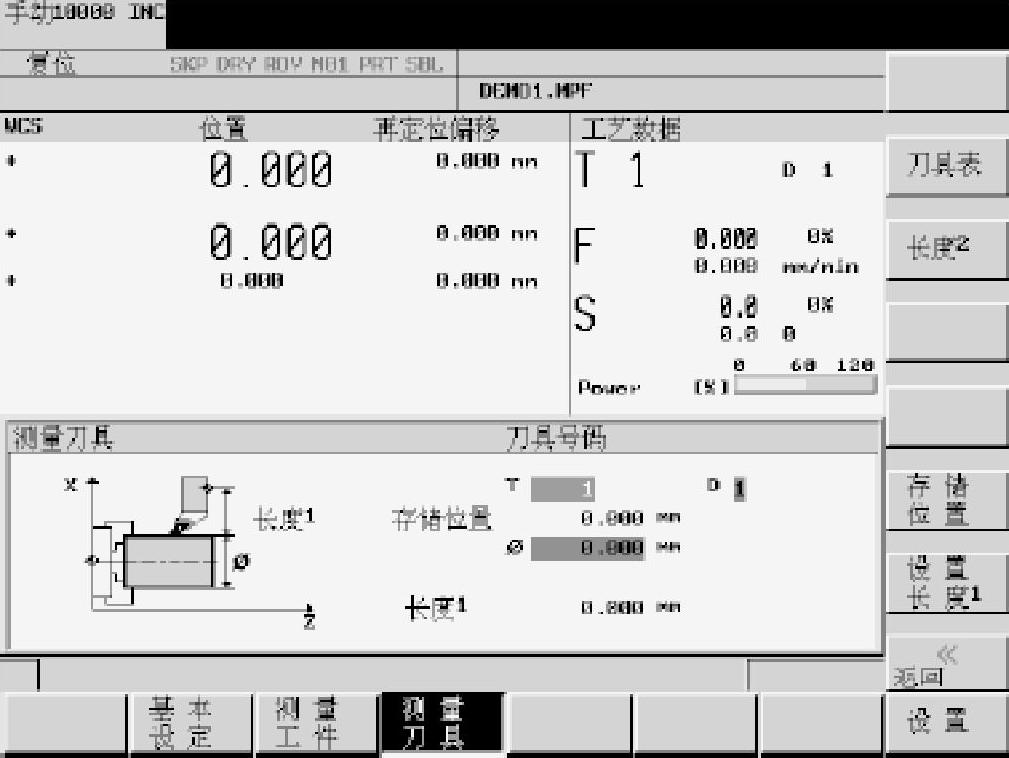
图2-15 X向对刀窗口
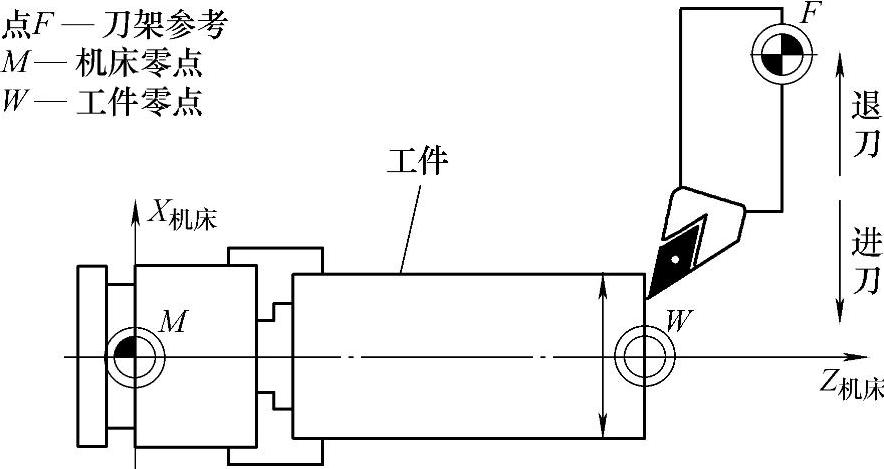
图2-16 Z向对刀进刀与退刀
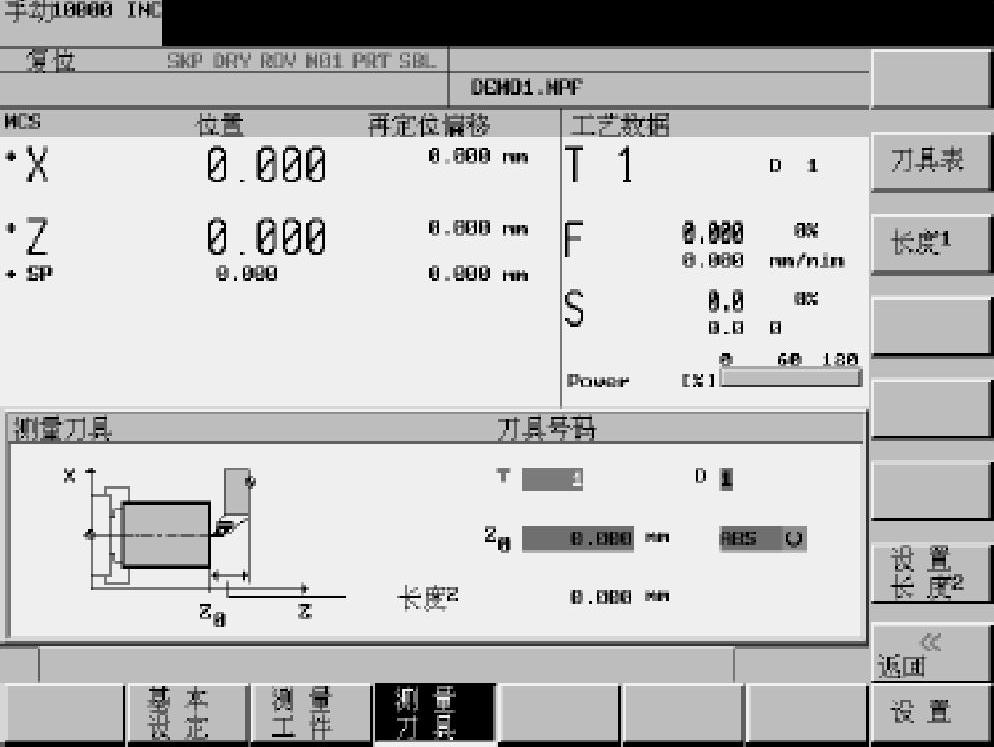
图2-17 Z向对刀窗口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。