



【摘要】:为了防止车削时因工件变形和振动而影响加工质量,工件在自定心卡盘中装夹时,其悬伸长度不宜过长。1)软爪要在与使用其装夹时相同的夹紧状态下加工,以免在加工过程中松动和由于反向间隙而引起定心误差。
1.自定心卡盘
自定心卡盘(如图1-2所示)是最常用的车床通用卡具,自定心卡盘最大的优点是可以自动定心,夹持范围大,装夹速度快,但定心精度存在误差,不适于同轴度要求高工件的二次装夹。
为了防止车削时因工件变形和振动而影响加工质量,工件在自定心卡盘中装夹时,其悬伸长度不宜过长。如工件直径≤30mm,其悬伸长度不应大于直径的3倍;若工件直径>30mm,其悬伸长度不应大于直径的4倍。
2.软爪
当加工同轴度要求高的工件二次装夹时,常常使用软爪。软爪是一种具有切削性能的卡爪。软爪有机械式和液压式两种。软爪是在使用前配合被加工工件特别制造的,加工软爪时要注意以下几方面的问题。
1)软爪要在与使用其装夹时相同的夹紧状态下加工,以免在加工过程中松动和由于反向间隙而引起定心误差。加工软爪内定位表面时,要在软爪尾部夹紧一适当的棒料,以消除卡盘端面螺纹的间隙,如图1-3所示。
2)当被加工件以外圆定位时,软爪内圆直径应与工件外圆直径相同,略小更好,如图1-4a所示,其目的是消除卡盘的定位间隙,增加软爪与工件的接触面积。软爪内径大于工件外径会导致软爪与工件形成三点接触,如图1-4b所示,此种情况接触面积小,夹紧牢固程度差,应尽量避免。软爪内径过小,见图1-4c,会形成六点接触,一方面会在被加工表面留下压痕,同时也使软爪接触面变形。(https://www.xing528.com)
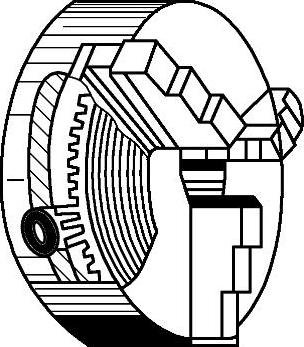
图1-2 自定心卡盘
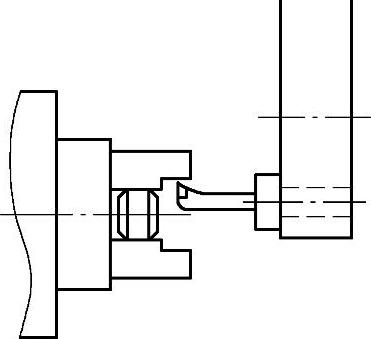
图1-3 软爪
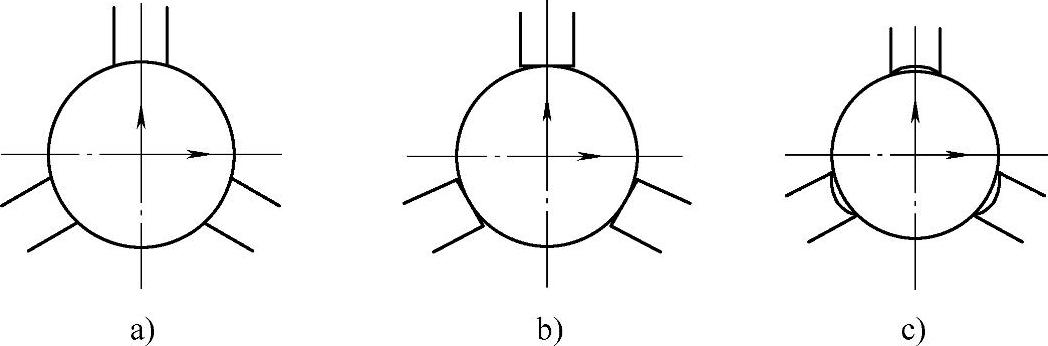
图1-4 三爪接触情况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。