



【摘要】:六点定位原理在轴类工件定位中的应用,可用图1-1表示。轴类工件的轴向尺寸大,且常以两端同轴的轴颈支承作为整个轴系的回转支承。对轴类工件的定位,夹具一般以轴向尺寸较大的V形槽的两个斜面与工件支承轴颈相接触,形成不共面的四点约束。图1-1中的1、2、3、4点,保证工件公共轴线的空间位置正确性。定位销5常被称为防转定位基准,也是小轴的第二定位基准。支承钉6可以起到统一工件轴向位置的作用。
六点定位原理在轴类工件定位中的应用,可用图1-1表示。轴类工件的轴向尺寸大,且常以两端同轴的轴颈支承作为整个轴系的回转支承。在加工精度上往往有较严格的同轴度、对称度等位置公差的要求。工件以公共轴线为基准装夹时,应保证与刀具的轴向运动轨迹保持平行。
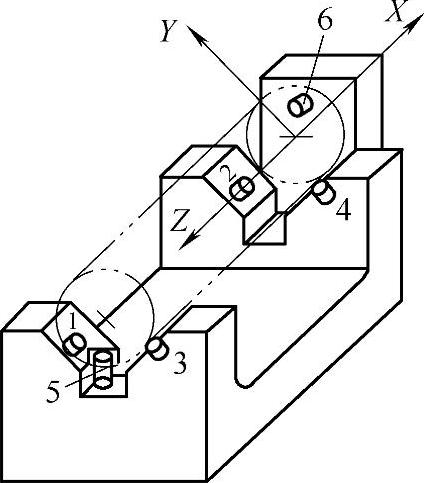
对轴类工件的定位,夹具一般以轴向尺寸较大的V形槽的两个斜面与工件支承轴颈相接触,形成不共面的四点约束。图1-1中的1、2、3、4点,保证工件公共轴线的空间位置正确性。故定位点1、2、3、4形成轴类工件的“第一定位基准”,消除了工件 、
、 、
、 、
、 四个位置度。
四个位置度。
支承钉6可以起到统一工件轴向位置的作用。工件安装时所有工件的前端面都必须与支承钉6相接触,则整批工件相对夹具的轴向位置统一到这颗定位钉的顶点位置,该定位钉消除了工件的→Z位置度,经常将其称为止推定位基准,也是小轴的第三定位基准。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-1 六点定位
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。