



1.含铬废水的电解处理法
电解法应用于处理生产过程中所产生的各种含铬废水,用电解法处理的含铬废水中Cr6+含量不应大于100mg/L,pH值应为4.0~6.5。工艺流程如图9-15所示。
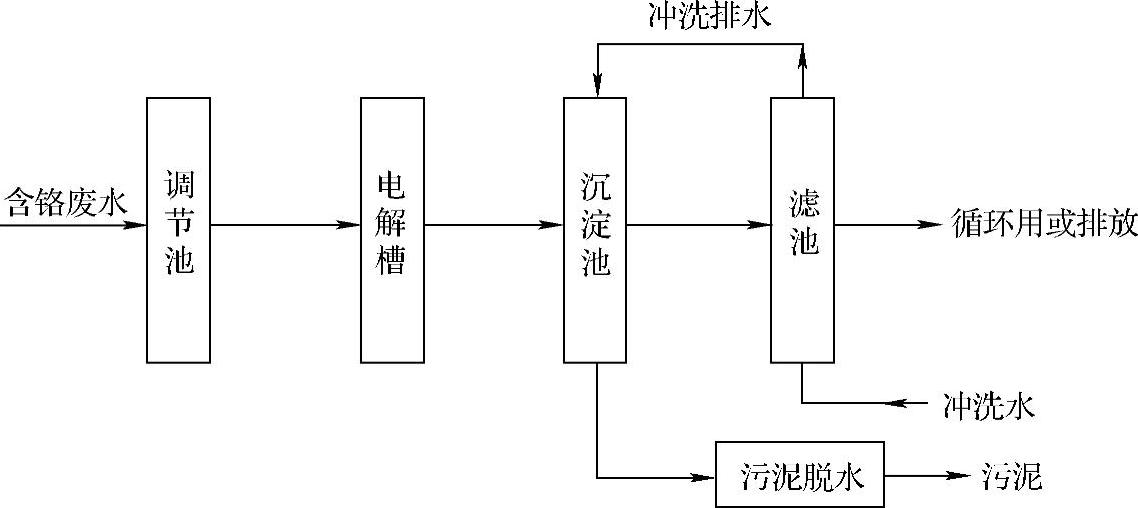
图9-15 含铬废水处理工艺流程
电解槽应采用双极性电极、竖流式,并应采取防腐和绝缘措施。极板的材料可采用普通碳素钢钢板,厚度应为3~5mm,极板间的净距离应为10mm。还原1gCr6+的极板消耗量可按4~5g计算。
2.镀银废水电解处理法
电解法可用于从氰化镀银清洗废水中回收金属银,并可同时分解部分氰。用电解法回收银时,一级回收槽内废水中Ag+含量应控制在200~600mg/L。用电解法处理氰化镀银清洗废水,可采用如图9-16所示基本工艺流程。当清洗槽排水中CN-浓度超过排放标准时,应经化学法处理,符合排放标准后排放。
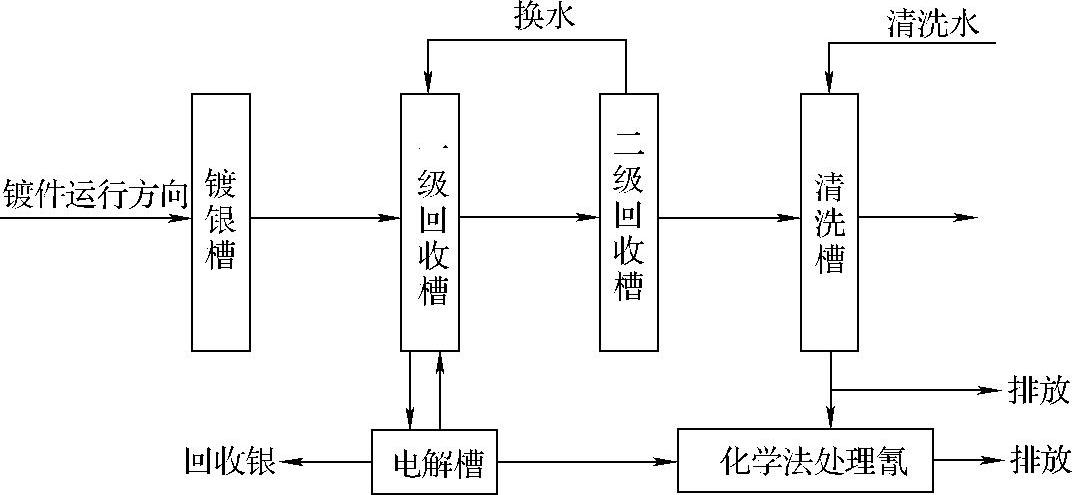
图9-16 镀银废水处理基本工艺流程(https://www.xing528.com)
电解槽应采用无隔膜、单极性平板电极电解槽或同心双筒电极旋流式电解槽。回收槽的水应采用除盐水。电解槽的阴极材料,可采用不锈钢。阳极材料应根据废水性质和电解槽形式确定,一般可采用钛基涂二氧化铅、钛基涂二氧化钌、石墨、不锈钢等不溶性阳极材料。电极间的距离,当为平板电极时,可采用10~20mm;为同心双筒电极时,可采用10mm。电解槽内废水应采用快速循环,废水通过电极间的最佳流速,应根据能提高极限电流密度及降低能耗的原则确定,一般平板电极应为300~900m/h;同心双筒电极应为300~1200m/h。
阴极电流密度,应根据废水含Ag+浓度等因素确定,并应符合下列规定:①当废水中Ag+含量大于400mg/L时,可采用0.1~0.25A/dm2;②当废水中Ag+含量小于400mg/L时,可采用0.1~0.03A/dm2。电解槽回收银的极间电压可采用1~3V。电解法回收银的电源,可采用直流电源或脉冲电源。
3.镀铜废水电解处理法
电解法可用于从镀铜清洗废水中回收金属铜,用电解法回收铜时,一级回收槽内废水中Cu+铜离子含量应控制在500~1000mg/L。当为氰化物镀铜清洗废水时,可采用如图9-16所示工艺流程;当为酸性镀铜清洗废水时,可采用图9-17所示基本工艺流程。
电解槽一般情况下应采用无隔膜、单极性平板电极式。电解槽的阳极应采用不溶性材料,阴极可采用不锈钢板或铜板。平板电极极板间的距离可采用15~20mm。阴极电流密度应根据废水中Cu2+浓度等因素确定,并应符合下列规定:①当废水中Cu2+含量大于700mg/L时应为0.5~1.0A/dm2;②当废水中Cu2+含量小于700mg/L时应为0.5~0.1A/dm2。电解槽回收铜的极间电压为3~4V。
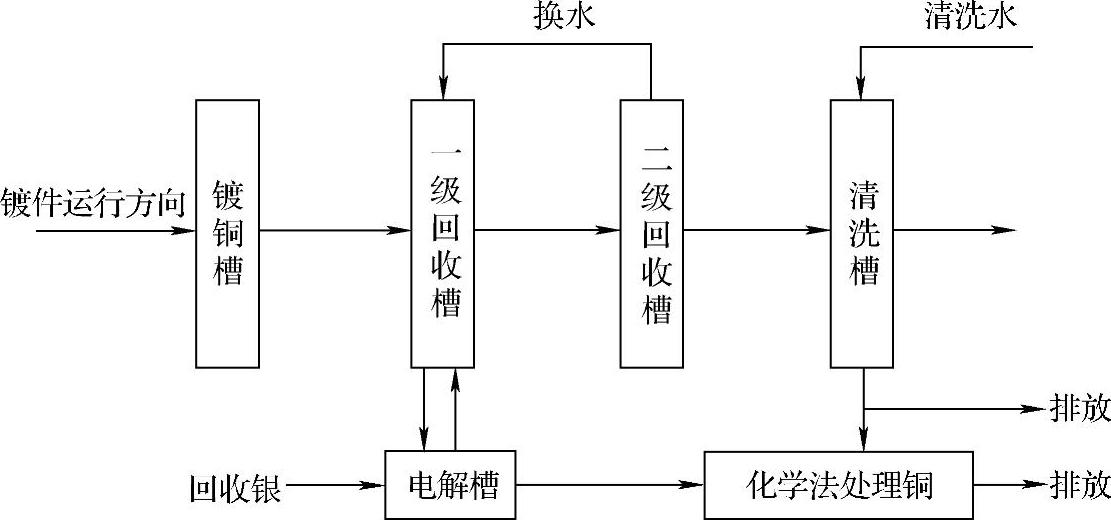
图9-17 镀铜废水处理基本工艺流程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。