



1.化学法
退除方法应根据工件的材料、形状和涂层组合等因素来选用。常用的化学法退除镀镍层的工艺规范如表7-10所示。
表7-10 化学法退除镀镍层的工艺规范
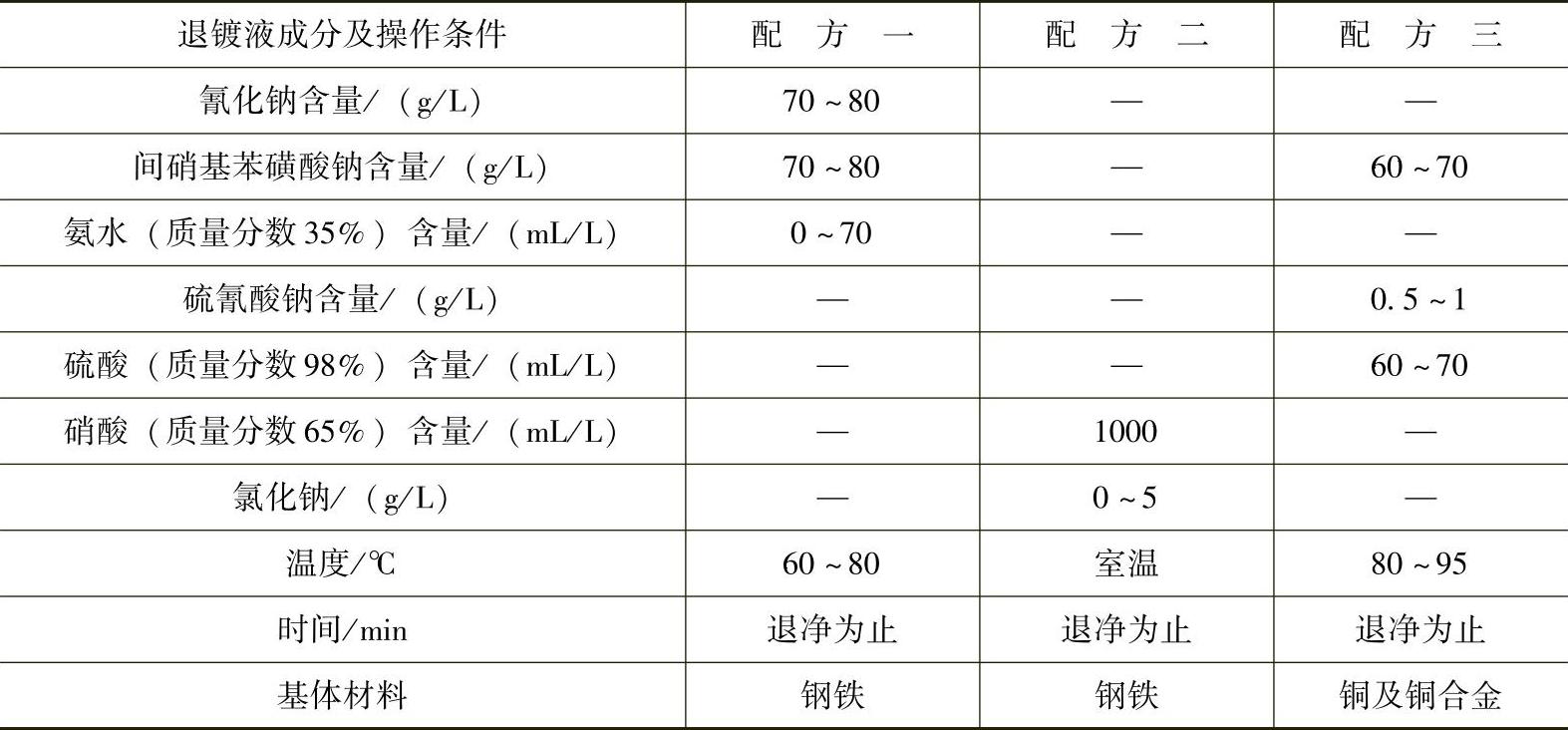
化学法退除镀镍层的操作及注意事项如下:
1)表7-10中的配方一适用于退除钢铁基体上的镀镍层,可以有效地保护工件钢铁基体免受损伤。退除溶液中可不加氨水(若加氨水,则操作温度须降低至40℃操作)。退除时,应先开启抽风设备进行排风,然后用钢铁挂具或铁篮将退除工件装挂好,浸入退除溶液中。每隔2~3min便取出工件观察一次,若镀镍层已退除干净,应立即取出工件清洗干净,并用压缩空气吹干,待重新预处理后再进行电镀处理。
2)表7-10中的配方二的退除速度快,因此较为常用。但退除溶液中不可带入水分,防止引起工件过于腐蚀。退除时,先开启抽风设备进行排风,将退除工件置于烘箱中充分干燥,然后用铁挂具或铁篮将退除工件装挂好,再浸入退除溶液中。在退除过程中,应不时轻轻抖动工件,每隔1~2min取出工件观察一次,一旦镀镍层退除干净,应迅速取出工件清洗。若镀镍层未退净,应经干燥后再进行退除处理,直至工件表面的镀镍层退除干净为止。退除干净后,应将工件彻底清洗干净后再进行电镀处理。(https://www.xing528.com)
3)表7-10中的配方三适用于退除铜及铜合金工件上的镀镍层。退除时,先开启抽风设备排风,同时将退除溶液加热至80℃,再将工件浸入退除溶液中。退除过程中,应不时轻轻抖动工件并经常取出工件观察,当工件表面由黑色变为深棕色时,说明镀镍层已退除干净,应立即取出工件清洗,然后在30g/L氰化钠、30g/L氢氧化钠的溶液中浸洗,以去除工件表面的棕色膜,再清洗干净,经干燥、重新预处理后再进行电镀处理。
2.电解法
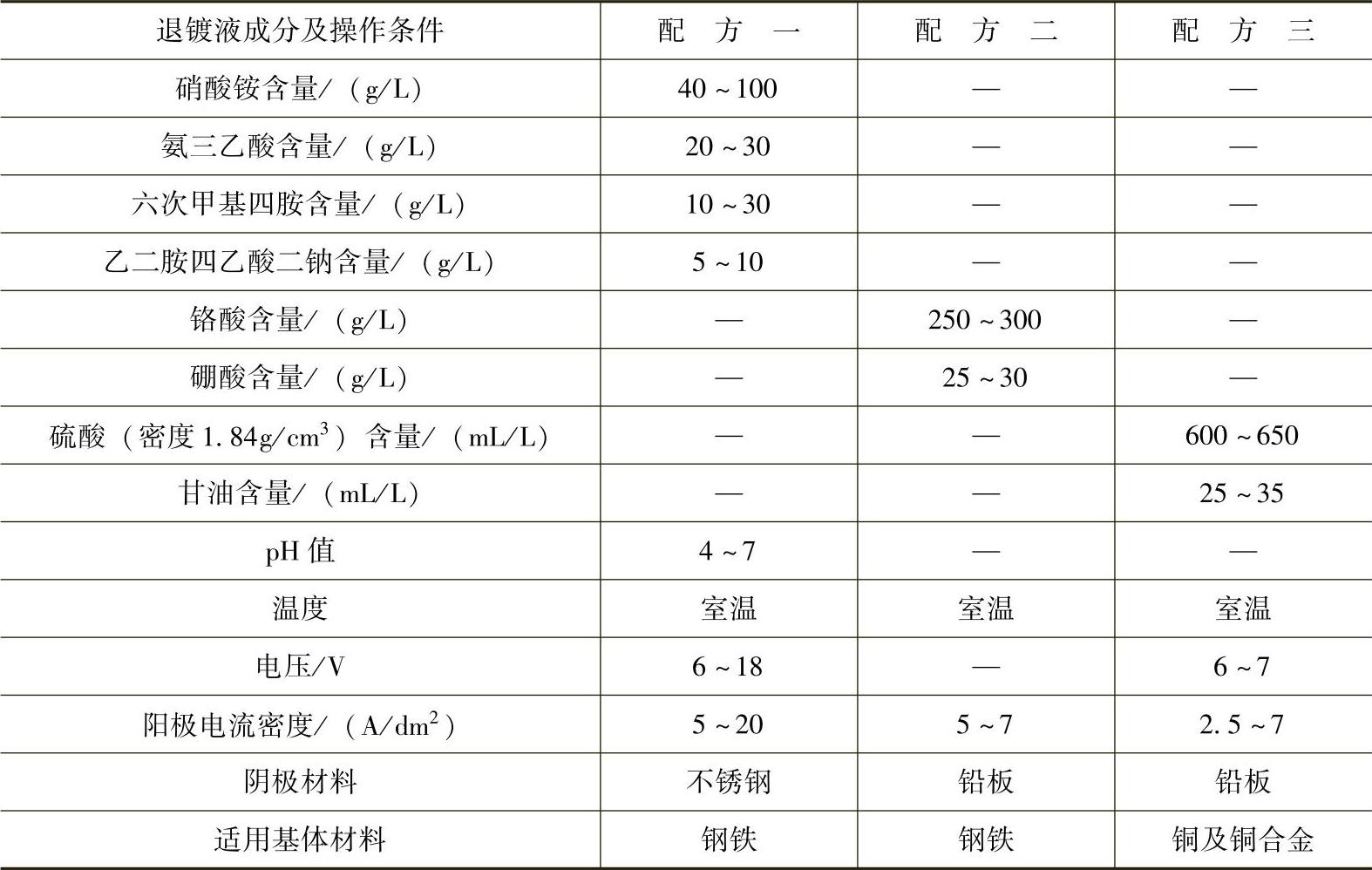
常用的电解法退除镀镍层的工艺条件如表7-11所示。
表7-11 常用电解法退除镀镍层的工艺条件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。