



【摘要】:对于不合格的镀层,可以采用的退除方法主要有化学法、电解法和机械法。超过75℃时,工件在硝酸中被活化,易造成基体的腐蚀。电解法 电解法是指将不合格的电镀工件置于电解质溶液中作为阳极,通过电解将镀层溶解而消除。表7-5 电解法退除溶液组成及工艺条件这种方法的优点是退除速度快,安全,成本低,污染小。这种方法简单、成本低,无化学污染,但受到几何因素限制,不适合形状复杂工件的退除。
对于不合格的镀层,可以采用的退除方法主要有化学法、电解法(电化学法)和机械法。
(1)化学法 化学法是指选用合适的浸蚀溶液将镀层溶解而基体金属不被腐蚀的方法。其退除溶液组成及工艺条件如表7-4所示。
表7-4 化学法退除溶液组成及工艺条件
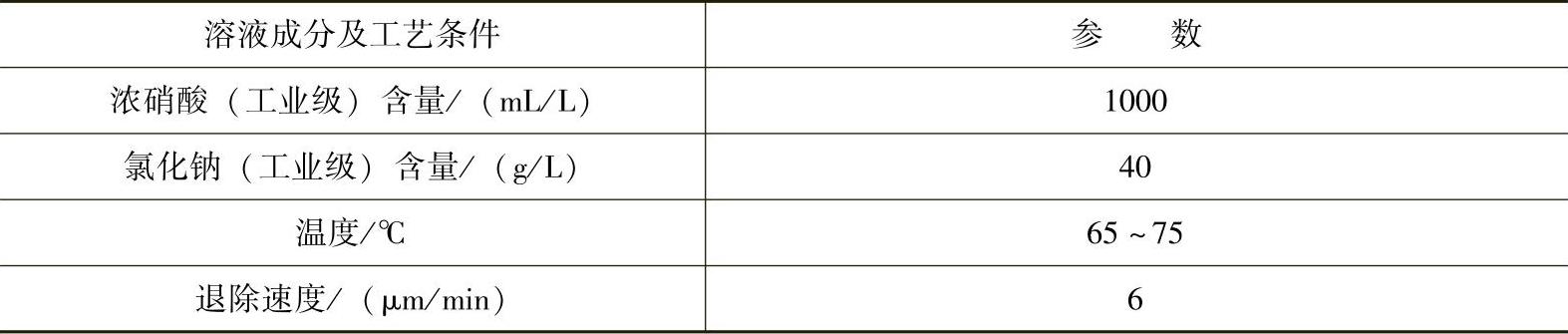
这种方法退除速度快,不受几何因素限制,退除干净,退除后表面粗糙度基本不变。但是在操作时需要注意以下几点:
1)千万不能进水,否则会腐蚀基体。如果工件已经镀过铬,应先在盐酸中退除铬镀层,然后进行干燥,再在上述溶液中退除合金镀层。
2)要保证温度不能超过75℃。超过75℃时,工件在硝酸中被活化,易造成基体的腐蚀。
3)要及时更换新的溶液,防止随着硝酸的消耗,溶液浓度降低时工件被腐蚀。
(2)电解法 电解法是指将不合格的电镀工件置于电解质溶液中作为阳极,通过电解将镀层溶解而消除。其退除溶液组成及工艺条件如表7-5所示。(https://www.xing528.com)
表7-5 电解法退除溶液组成及工艺条件
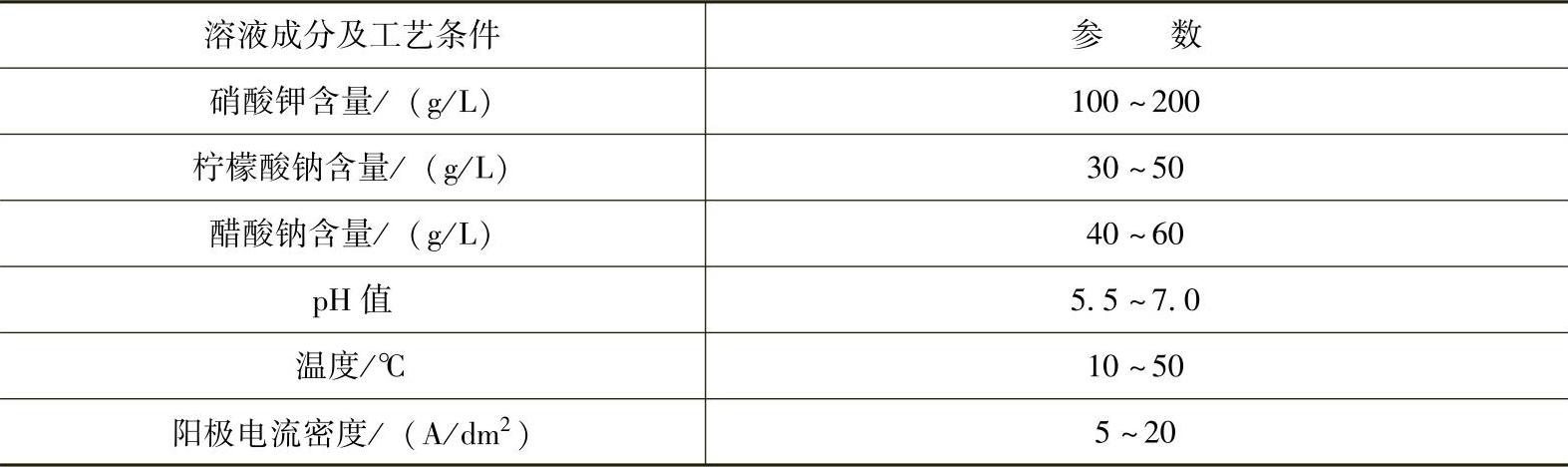
这种方法的优点是退除速度快,安全,成本低,污染小。缺点是选择范围窄,退除质量容易受几何因素的影响。退除速度与电流的大小成正比,退除溶液可以反复使用,对环境污染小,在阴极上的金属粉可以回收再利用。
由于使用过程中电流较大,需要注意以下两点:
1)取挂具时,不要用手直接去拿,防止烫伤。
2)当溶液温度上升到50℃后,需要采用降温措施,防止退除速度降低。
(3)机械法 机械法是利用车床、磨床、砂轮机等机械加工方法去除工件镀层,或者使用砂轮、砂布、锉刀等工具去除镀层的方法。这种方法简单、成本低,无化学污染,但受到几何因素限制,不适合形状复杂工件的退除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。