



1.硬质阳极氧化的工艺过程
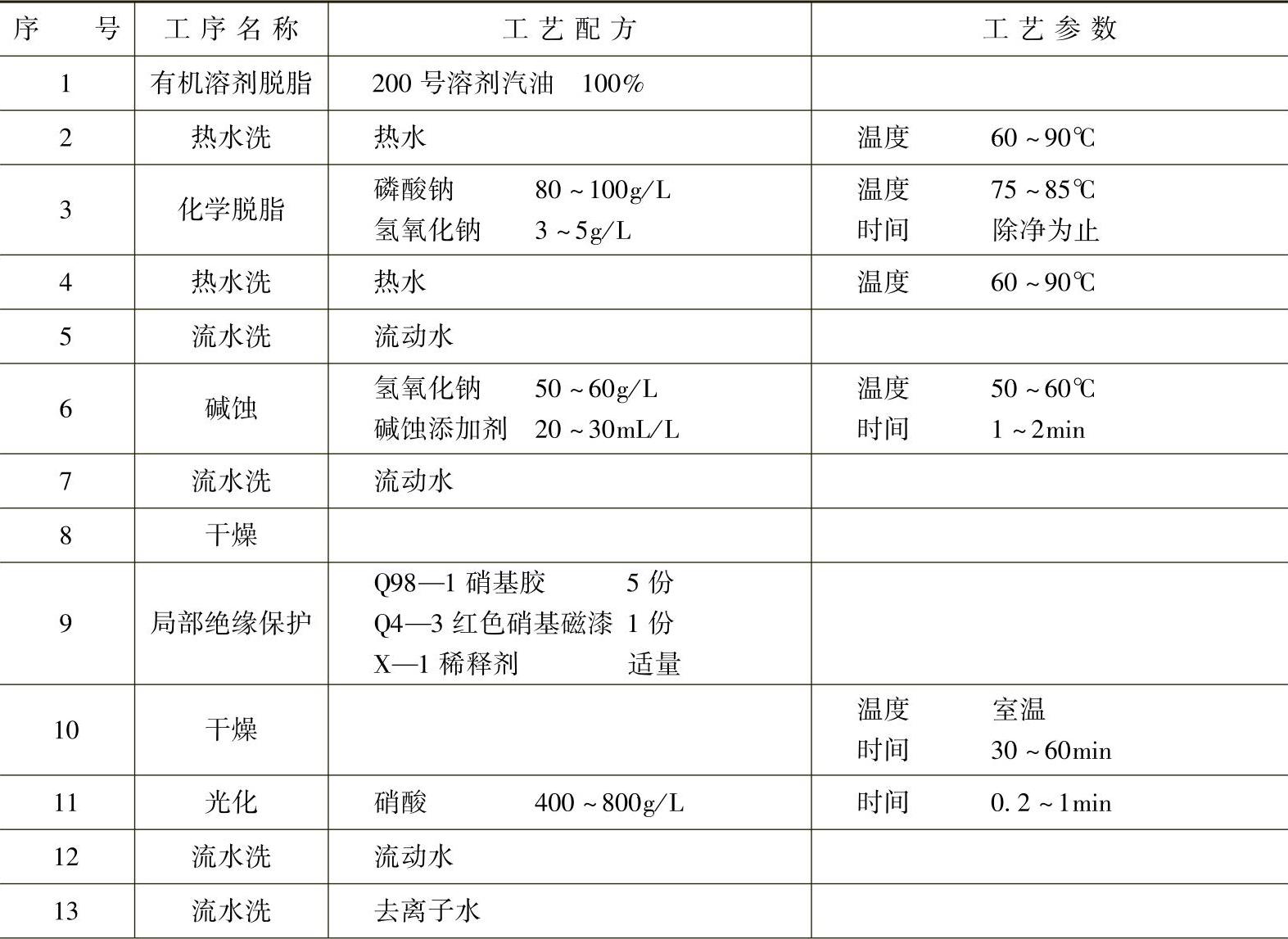
硬质阳极氧化的工艺过程如表6-16所示。
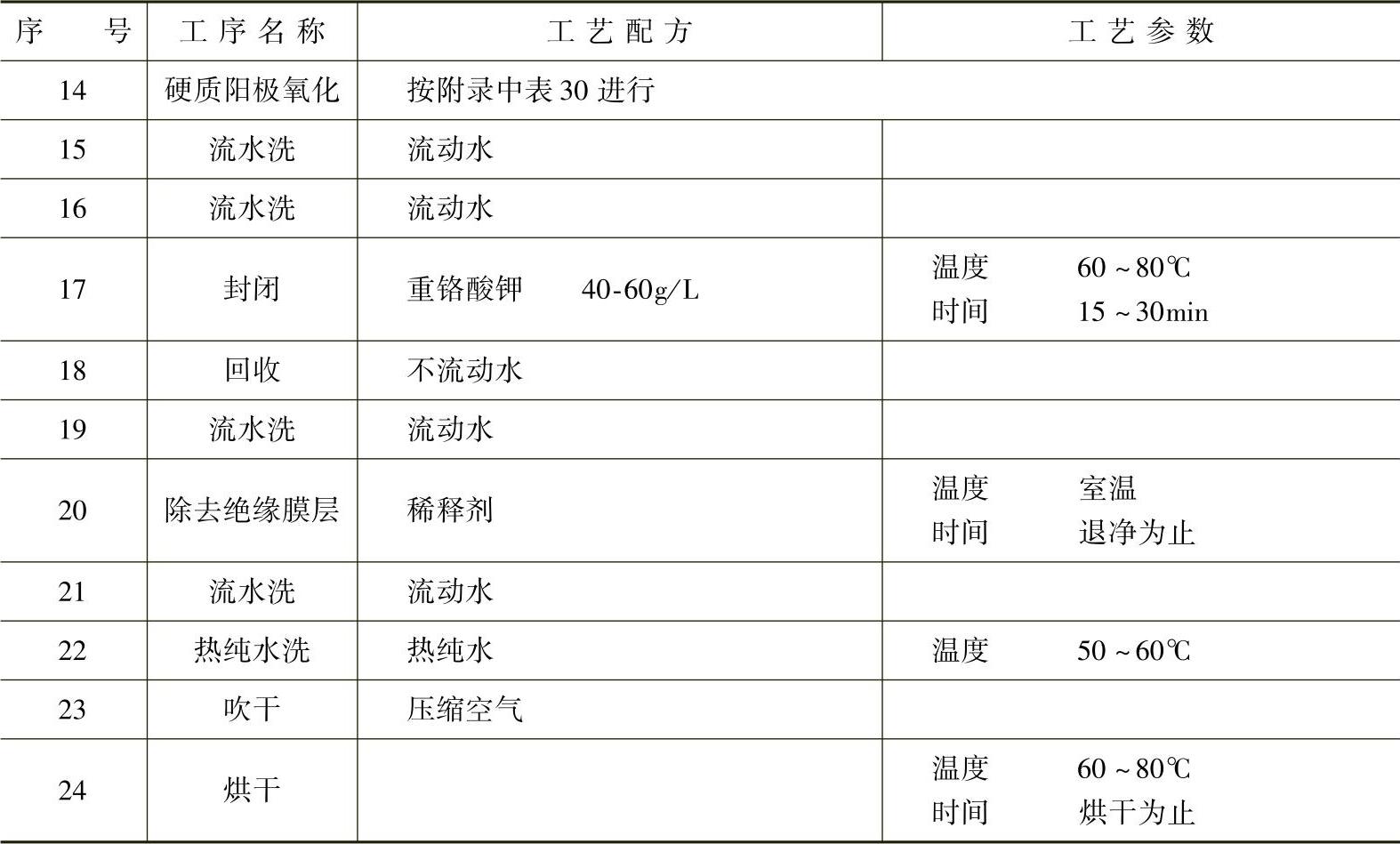
表6-16 硬质阳极氧化的工艺过程
(续)
2.硬质阳极氧化的操作步骤及技巧
1)工件的预处理与硫酸阳极氧化的操作相同,但是硬质阳极氧化必须选用专用的挂具。
2)在工件入槽前,先打开冷却系统,将氧化液温度降到工艺规范的下限值。
3)检查直流电源正常后,将装挂有工件的挂具紧卡在阳极导电棒上,将整个工件浸入到氧化液面以下。
4)打开压缩空气装置,搅拌溶液后打开电源,硬质阳极氧化采用恒电流法供电(氧化开始时电流密度控制在0.5A/dm2,此时电压为8~12V,在25min内分5~8次将电流密度升到2.5A/dm2,然后保持电流恒定,每隔5min调整一次电流密度,使之恒定在2.5A/dm2至氧化处理结束),氧化时间视膜厚而定,控制在120~150min范围内。
5)氧化处理结束后,断电,立即取出工件并彻底清洗,以免产生酸液流痕。
6)硬质阳极氧化膜需要封闭处理。(https://www.xing528.com)
3.硬质阳极氧化的注意事项
1)工件不允许有尖角、锐边和毛刺,棱角倒圆的半径一般在0.5mm以上。
2)为了保证工件的表面粗糙度在一定的范围内,机加工的工件不允许有大的碰伤、变形、腐蚀等缺陷。表面粗糙度越低,硬质氧化膜的光泽度越好。
3)所用挂具应具有足够的强度和刚度,装挂工件要牢固,防止搅拌溶液时工件脱落。
4)工件之间不能重叠并要保持一定距离,挂具到两边阴极距离应基本相等。
5)工件上不要求氧化的部位必须进行绝缘保护,可选用优质的绝缘胶。氧化后可用稀释剂洗去。
6)如果同一工件上既有普通阳极氧化,也有硬质阳极氧化,通常先进行普通阳极氧化,再进行硬质阳极氧化。
7)阳极化后工件的单面尺寸会有所增加,其数值约为膜层厚度的一半。
8)阳极化后工件的表面粗糙度会升高1~2级,氧化后要进行机械研磨。
9)膜层硬而脆,工件不能承受冲击载荷。
10)膜层厚度大于50μm时,会对薄壁工件的抗拉强度和疲劳极限产生明显的不良影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。