



【摘要】:4)将氧化处理、中和并漂洗干净的工件,浸入到脱水防锈油中封闭处理5min左右,浸渍时应上下抖动工件3~5次,然后沥干。3)脱水防锈油使用一段时间后,油层下部会沉积一层从工件上脱下来的水,要及时将水排除,否则将影响浸油质量。
1.钢铁工件酸性常温氧化的工艺过程
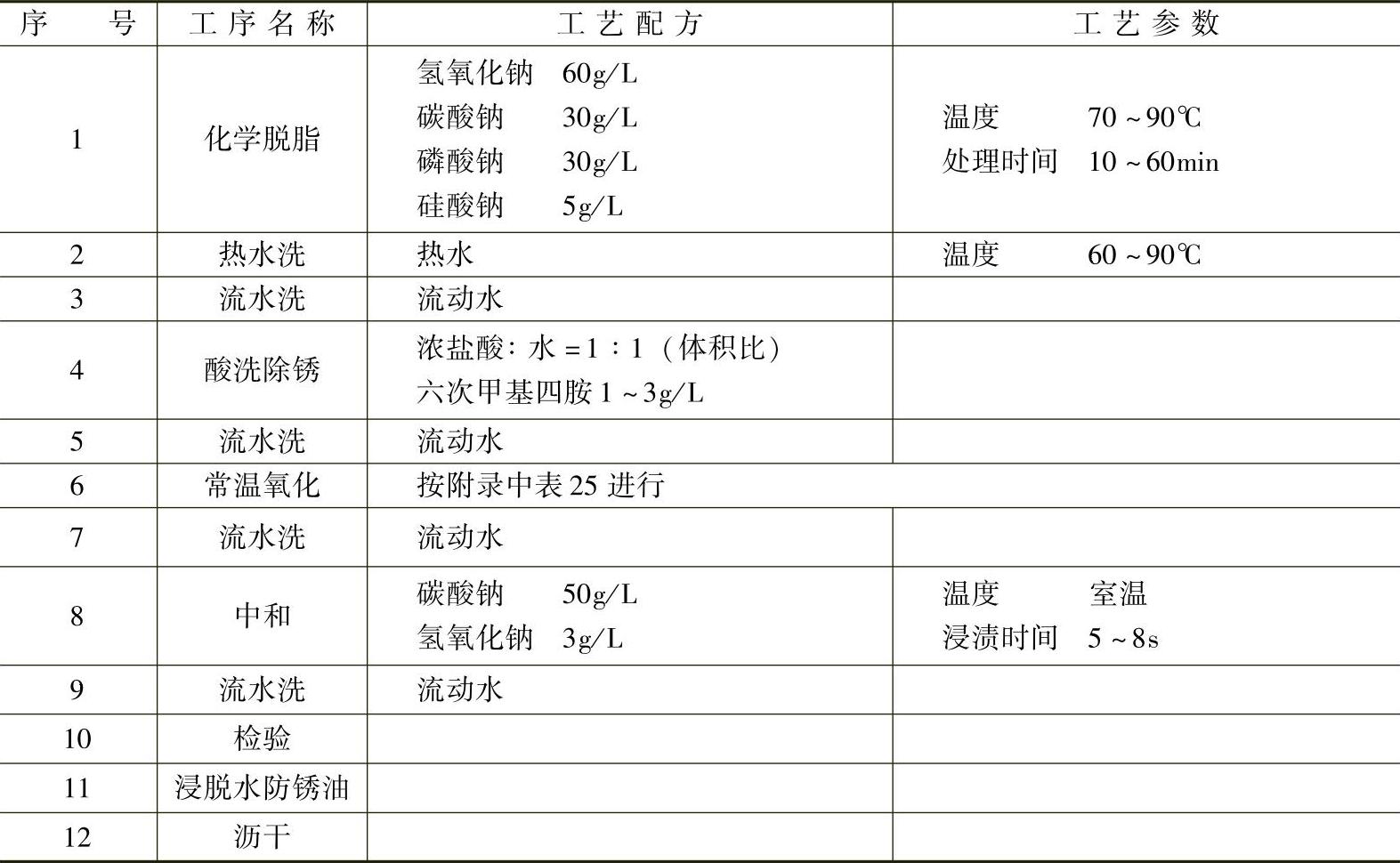
钢铁工件的酸性常温氧化的工艺过程如表6-4所示。
表6-4 钢铁工件酸性常温氧化的工艺过程
2.钢铁工件酸性常温氧化的操作步骤及技巧
1)氧化前务必将工件表面油污除尽。如果油污过多,先用汽油脱脂,再用化学脱脂。
2)除锈一般可采用工业盐酸溶液(浓盐酸与水的体积比为1∶1)或质量分数为20%的硫酸溶液。最好在加热条件下除锈,但除锈时温度不可过高,以免造成“氢脆”或“过腐蚀”。(https://www.xing528.com)
3)氧化时间一般控制在3~12min,只要表面氧化膜均匀即可出槽。氧化膜在空气中氧气的作用下将进一步地转化和巩固,不但能提高氧化膜的强度和附着力,而且氧化膜黑度的均匀性也有所提高。
4)将氧化处理、中和并漂洗干净的工件,浸入到脱水防锈油中封闭处理5min左右,浸渍时应上下抖动工件3~5次,然后沥干。
3.钢铁工件酸性常温氧化的注意事项
1)刚发黑时,膜层结合力较差,不宜碰撞和摩擦。待浸渍一定时间(在膜层比较完整的情况下)后,应轻轻抖动或翻动工件,使发黑膜颜色均匀一致。常温发黑一般在室温下进行。
2)氧化后的工件必须经过中和处理,以提高氧化膜的耐蚀性。
3)脱水防锈油使用一段时间后,油层下部会沉积一层从工件上脱下来的水,要及时将水排除,否则将影响浸油质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。