



1.普通镀镍溶液的配制
1)将称好的硫酸镍、氯化镍放入备用槽中,加入1/2体积的水,加热搅拌至完全溶解。
2)另取一清洁容器,将硼酸在80℃热水中完全水解,倒入备用槽中与硫酸镍、氯化镍溶液充分混合。
3)加入至配制体积,均匀搅拌。如果需要,可用质量分数为3%的氢氧化钠或体积分数为3%的稀硫酸调整电镀溶液pH值至所需范围。
4)配制好的电镀溶液掺入活性炭1~2 g/L,搅拌一段时间过滤即可试镀。
5)在配制过程中,应注意硫酸镍及氯化镍的纯度要较高,特别是金属杂质铜、锌、铅等含量要尽可能低,还要避免硝酸根的混入。
2.普通镀镍溶液的维护
1)根据镀镍溶液成分消耗速度定时补加,其中硫酸必须采用化学纯,硫酸镍、氯化镍、硼酸等成分均需为工业级,氯化钠为试剂级,镍阳极板的质量分数在99.99%以上。
2)每天检测镀镍溶液pH值,每周检测镀镍溶液成分。检测pH值选用3.8~5.4精密试纸。pH值高低可用质量分数为3%的氢氧化钠或质量分数为10%的稀硫酸调整。若变化过快,则说明硼酸含量低,应立刻补加。
3)由于加热方式的局限,可能造成镀镍溶液各层温度差别较大,为保持镀层沉积速度一致,要不断搅拌镀镍溶液以使各层温度一致。
4)用耐酸阳极套套好阳极板,阳极铜挂钩不能浸入镀镍溶液中。
5)掉入镀槽内的工件应及时打捞取出,以防杂质进入。镀镍杂质中最多的金属杂质是铁,其来源主要是工件坠入镀镍溶液。(https://www.xing528.com)
6)定期清理镀镍溶液,清理周期按生产速度大致为3~6个月一次。因为镀镍溶液在使用一段时间后,其中杂质会逐渐增多,各种添加剂的分解产物也会使镀层发脆。其处理方法:使用质量分数为30%的双氧水,搅拌加入,加热至60℃左右;调节pH值,镀镍溶液中会生成金属杂质沉淀;再加入活性炭2~3 g/L,继续搅拌,然后长时间静置后过滤沉淀;补加所需的添加剂即完全清理。
3.普通镀镍工艺过程
普通镀镍工艺过程如表5-27所示。
表5-27 普通镀镍工艺过程

4.普通镀镍常见故障及处理方法
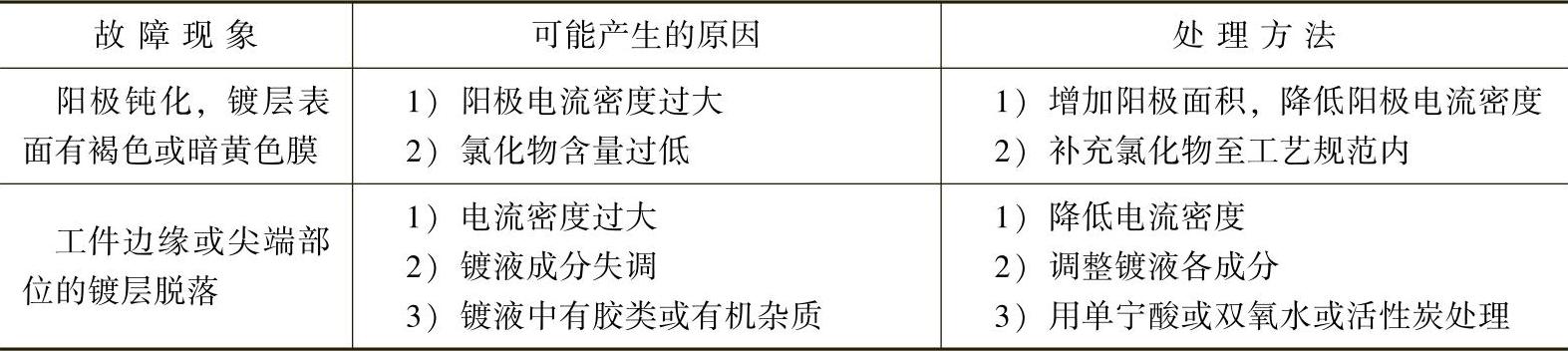
普通镀镍常见故障及处理方法如表5-28所示。
表5-28 普通镀镍常见故障及处理方法

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。