



1.锌酸盐镀锌溶液的配制
1)往镀槽中加入约1/3体积的蒸馏水,边搅拌边加入计算量的氢氧化钠直至完全溶解。
2)在另一个容器中,用少量的水将所需的氧化锌调成糊状,然后边搅拌边加入到热的氢氧化钠溶液中,至全部溶解,再加水稀释至所需的体积。
3)待电镀溶液稍微冷却,加入锌粉(1~3g/L)搅拌0.5h左右,静置4~6h后过滤。
4)最后加入所需的添加剂、光亮剂,充分搅拌至完全溶解,用小电流电解处理数小时,即可试镀。
2.锌酸盐镀锌溶液的维护
1)严格控制所加化学药品的杂质含量,特别是对镀层质量影响较大的铅、铁、铜等杂质。
2)定期分析锌和氢氧化钠的含量,并使氢氧化钠和锌保持一定的比例。一般挂镀应控制氢氧化钠与锌的质量比为10∶1;滚镀控制氢氧化钠与锌的质量比为12∶1。
3)硫化钠在碱性镀锌溶液中不是有效的净化剂,它对Fe2+去除效果差。要除去Cu2+、Pb2+,也只有当硫化钠加入量超过12.5mg/L才有效,但硫化钠加入量大于10mg/L时,将对电镀溶液产生不良影响,因此不宜使用。
4)阳极板面积应比氰化物镀锌相应大些,通常阳极面积与阴极面积为(1.5~2)∶1。当锌含量过高而氢氧化钠含量正常时,可改用铁板或镍板代替部分锌阳极板,其面积比为1∶1。当锌阳极板和铁或其他不溶性阳极并用时,应注意随着电流密度的变化,铁或其他金属也可能溶解。
5)各种添加剂和光亮剂的补加应以少加、勤加为原则。企业应绘制关于添加剂千安时消耗量和电镀溶液温度变化的关系图,然后按实际生产的千安时和槽温进行计算,每班补加一次。这样即可使添加剂含量控制在最佳范围之内。
6)碱性镀锌溶液脱脂、活化能力差,工件电镀前应加强处理。最好采用阳极电化学脱脂,下镀槽前用较浓的盐酸活化,彻底清洗后立即下槽。
7)有机添加剂、光亮剂的分解产物在电镀溶液中不断积累,对镀层会产生不良影响,要用活性炭进行处理。如用无氰电镀专用活性炭LH—01(或LH—02)4~6g/L吸附处理。
8)碱性镀锌溶液杂质允许最高含量为:铅0.003~0.015g/L,铜0.025~0.03g/L,铁0.05~0.1g/L,镍0.1g/L,铬0.003~0.05g/L,硫0.01~0.075g/L。
9)重金属离子可加锌粉1.5~2g/L或试剂铝粉0.5g/L进行处理。(https://www.xing528.com)
10)严防Cr6+带入。受Cr6+污染时,用锌粉净化效果不佳,可用CK—778综合净化剂处理。
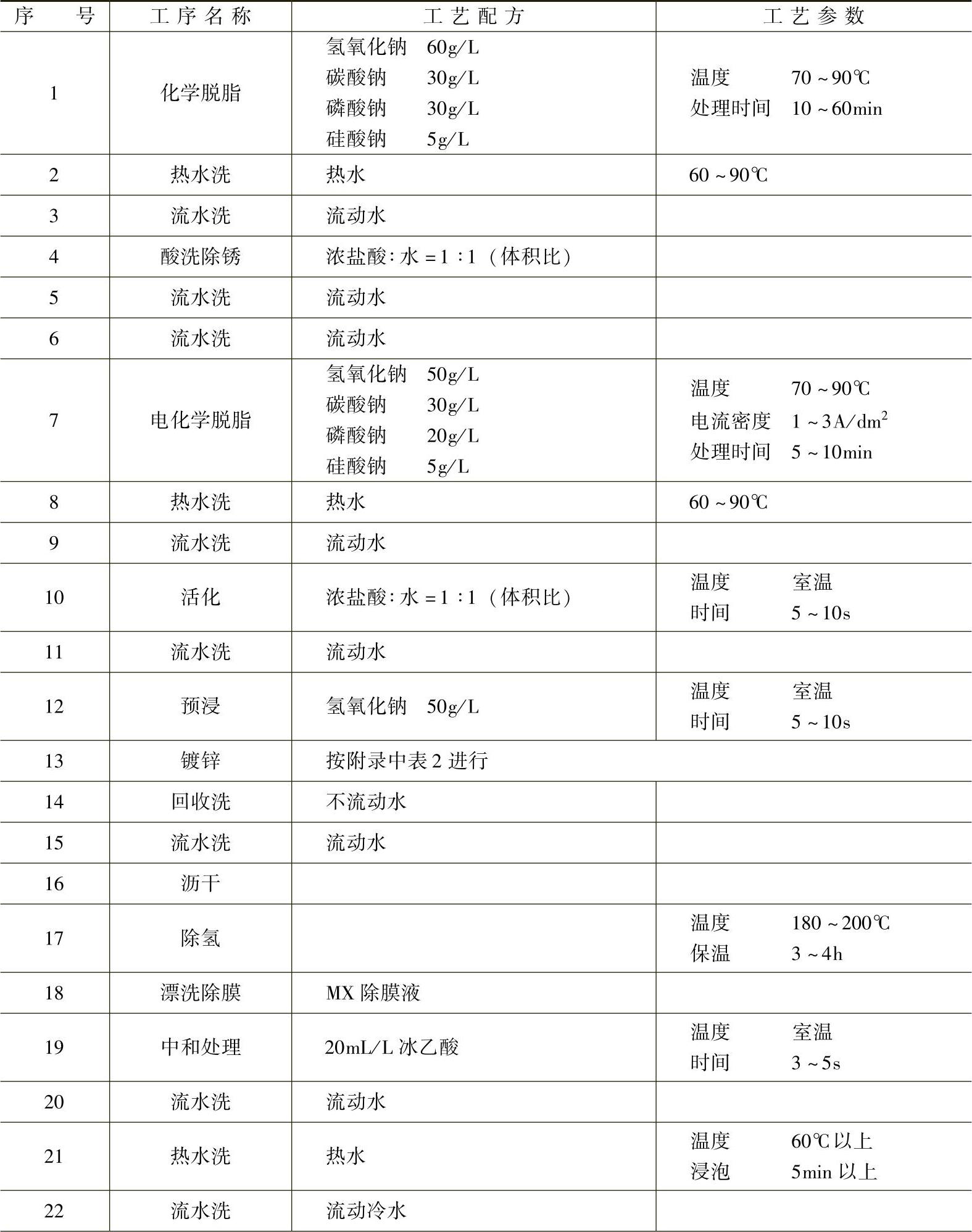
3.锌酸盐镀锌工艺过程
锌酸盐镀锌工艺过程如表5-3所示。
表5-3 锌酸盐镀锌工艺过程
(续)

4.锌酸盐镀锌常见故障及处理方法
锌酸盐镀锌常见故障及处理方法如表5-4所示。
表5-4 锌酸盐镀锌常见故障及处理方法

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。