



1.滚筒脱脂
滚筒脱脂是一种机械化的擦拭脱脂方法。其原理是将脱脂工件和木屑及弱碱性溶液等一同放入筒内,通过旋转滚筒的作用,使工件和磨料相互磨削,达到脱脂目的。此方法适用于批量大、尺寸小而质量轻、用浸渍法脱脂易互相贴在一起或成团的工件脱脂。将这些工件放入滚桶内加上适当的磨料和脱脂溶液进行脱脂,效果好,成本低,操作方便。滚筒脱脂可以代替磨光、抛光去除氧化膜,降低生产成本,提高生产率。
滚筒脱脂的操作方法是将脱脂工件与木屑、皂角及弱碱液一同放入桶内,加盖密封,在60~100r/min的转速下转动滚筒。对于形状简单的工件,也可以不加木屑,直接加入脱脂溶液进行滚动脱脂。采用滚筒脱脂方法时应注意以下几点:
1)对于没有生锈的钢铁工件,可直接采用碱液滚筒脱脂。
2)锌既能溶于酸又能溶于碱,因而锌及锌合金脱脂只宜采用较稀的酸或较弱的碱。
3)对于钢铁金属工件,一般应先用硫酸滚光1~2次后,再用碱液脱脂。在换碱液前,应采用自来水冲洗硫酸。
4)易变形的薄片工件和有外螺纹的、精密度高的工件不适合采用滚筒脱脂法。
2.擦拭脱脂
擦拭脱脂是用毛刷或纱布,蘸上氧化镁、磷酸钠、肥皂水、碳酸钠、氧化钙、去污粉、石灰浆、金刚砂、洗衣粉或金属清洗剂以及有机溶剂等脱脂物质在工件表面上擦拭脱脂。此法主要用于体积大、批量小、形状复杂、用其他方法难以处理的工件的脱脂。光亮电镀工件,特别是装饰镀铬的中间工序,都可采用这种方法脱脂。
3.常温脱脂
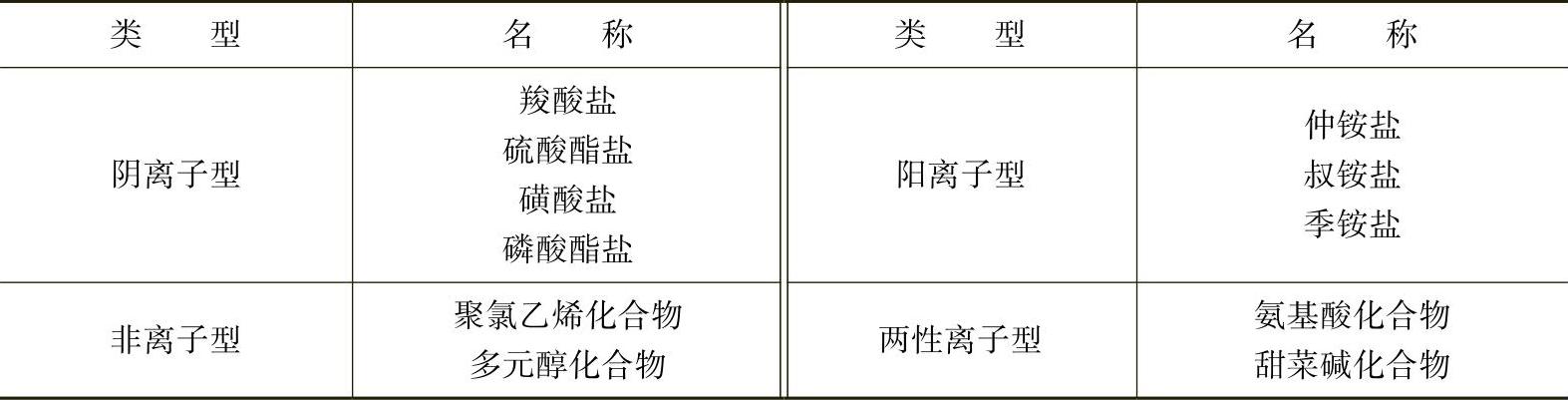
常温脱脂是通过表面活性剂分子渗透到油膜与金属表面之间的界面上,取代油脂的位置,故又称为置换脱脂。这种置换过程使用温度不高,只需要较小的能量,节能效果显著。用于常温脱脂的表面活性剂,按其分子结构可分为阴离子型、阳离子型、非离子型和两性离子型四类,如表4-20所示。
表4-20 常温脱脂用表面活性剂(https://www.xing528.com)
采用常温脱脂时要注意以下事项:
(1)温度不宜过高 因为达到一定温度后,由于表面活性剂浊点的限制,会使表面活性分子析出,造成有效物含量下降,脱脂能力变弱。
(2)使用浓度不能太高 在常温脱脂剂中含有大量的无机碱、盐类物质,若含量过高,会使表面活性物质发生“盐析”反应,即在脱脂溶液表面浮出粘糊的物质,使脱脂效果变差。
4.流涂脱脂
流涂脱脂是将脱脂剂直接喷射到工件表面进行脱脂的方法。脱脂槽中适量的泡沫有助于悬浮油污,对脱脂起到间接的促进作用,但流涂脱脂槽的泡沫过多,会溢出槽外,导致脱脂溶液流失,液面下降;而液面过低或泡沫过多,都会影响喷射泵正常运转,影响喷射压力和流量,严重的还会停止工作。控制泡沫量的方法如下所述:
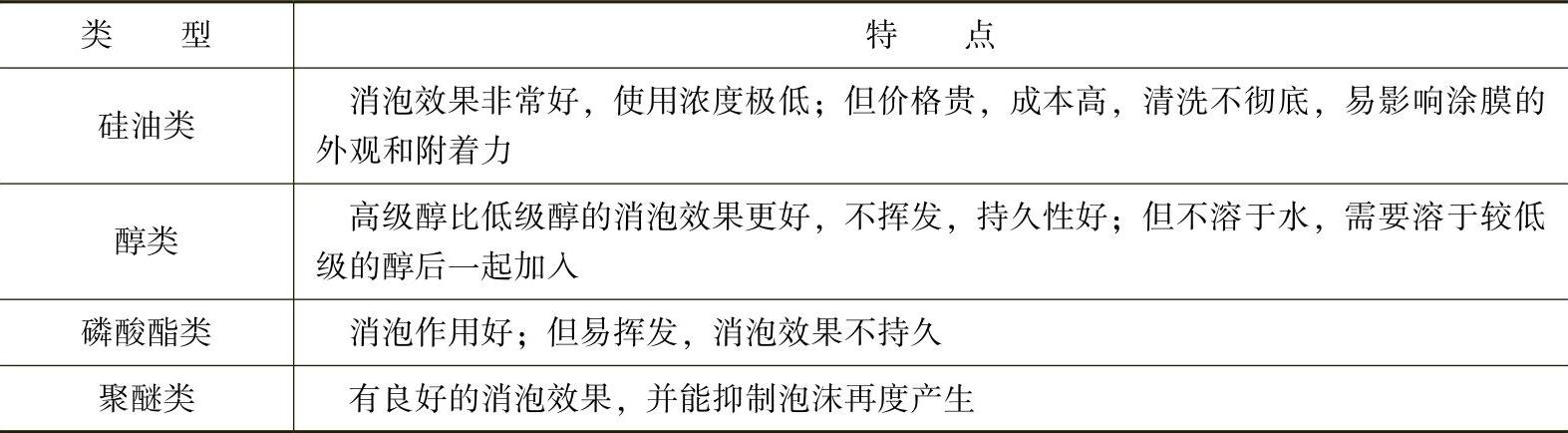
1)添加消泡剂,消泡剂在气泡液膜表面铺展时,会自动带走临近表面层的溶液,使液膜局部变薄,直至液膜破裂。常见消泡剂的类型及特点如表4-21所示。
表4-21 常见消泡剂的类型及特点
2)选择流涂专用脱脂剂,并对泡沫指标进行专项检查。
3)检查设备的压力和喷嘴位置、距离等是否合理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。