



1.脱脂的意义
金属工件在机械加工、存放或磨光与抛光过程中,都不可避免地要粘附油污,这层油污会在工件表面形成油膜,使镀层与基体结合不牢固,产生起皮、起泡等现象,是电镀生产中产生次品的主要原因。同时油污还会污染电镀溶液,影响电镀溶液的性能。为了保证工件的电镀质量,使镀层与基体结合牢固,基体材料在进行电镀之前必须先进行脱脂处理。
2.油脂的分类
粘附于工件表面的油污可分为矿物油、植物油和动物油三种类型。按油脂的化学性质又可分为可皂化油和不可皂化油两类。皂化油是由动植物制备得来的,不溶于水且密度比水轻,这些油脂能与碱作用发生皂化反应,生成溶于水的肥皂,所有的动物油和植物油均属于该类油脂;另一类为不可皂化油脂(如矿物油),它们与碱不发生作用,该类油脂一般都不溶于水,而溶于有机溶剂,例如凡士林、石蜡和各种润滑油等均属此类。
3.脱脂方法及特点
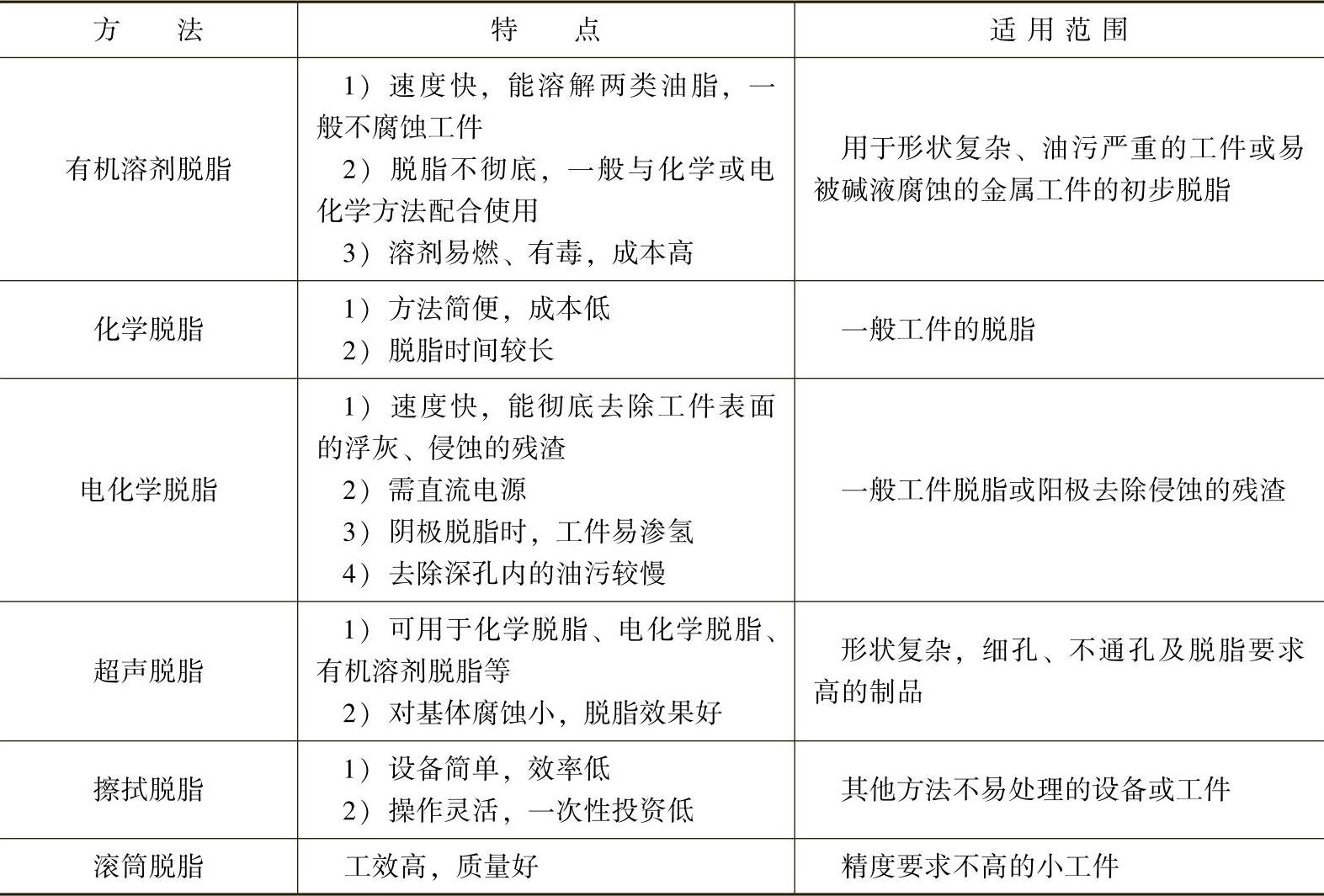
常用的脱脂方法包括有机溶剂脱脂、化学脱脂、电化学脱脂、擦拭脱脂、滚筒脱脂和超声波脱脂,也可将以上方法联合使用,以达到更好的效果。常用脱脂方法的特点及应用范围如表4-17所示。
表4-17 常用脱脂方法的特点及应用范围
 (https://www.xing528.com)
(https://www.xing528.com)
4.脱脂的质量要求及检验方法
脱脂后的工件表面应无抛光膏、无油污等。检验油脂是否除净的方法主要有水滴试验法、酸液浸渍法、挂水试验法、接触角测量法。
(1)水滴试验法(又称水珠试验法) 将水珠滴于工件表面,若工件表面脱脂不彻底,水珠便滴成球形,当工件摆动时,球形水珠立即会滚落下来。反之,当脱脂彻底时,水滴则成水膜状散布于工件表面。
(2)酸液浸渍法 将脱脂后的工件经水洗后浸入酸液中,浸渍20~30s,取出用水冲洗表面,若水膜呈无间断状态,则说明油脂已去除干净。
(3)挂水试验法 将被检查的工件放入水中,然后提起,观察挂水后水膜被油膜间断的状态。若工件表面有一层连续的水膜存在,无间断状态,即表示工件整个表面脱脂彻底;反之,脱脂不彻底,还得继续进行脱脂。但是在乳化脱脂和置换脱脂时不能使用该方法,因为表面活性剂吸附在金属或微量油膜表面,使水膜呈无间断状态,造成除尽的假象。也可使用喷雾器向被检工件喷射水雾,之后观察挂水状态。
(4)接触角测量法 在恒温恒湿的室内用接触角测量仪测量滴在表面上的水滴接触角,接触角越小,表明脱脂程度越高。要求被检工件表面保持水平,无振动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。