



刷光是把金属丝、动物毛、天然或人造纤维制成的刷轮装在抛光机上,利用刷光轮对金属表面的污垢进行清理的过程。手工刷光主要用于电镀前除去工件表面的污物、油脂和氧化皮等。机械刷光除用于电镀前清理工件表面之外,还用于工序间的中间工序,例如镀铜、镀银和其他加厚镀层等。
1.刷光的作用及刷光轮的选择
1)刷光可以用来除去工件表面的氧化皮、锈蚀、旧涂装层、焊渣及其他污物,这时要选用刚性大的钢丝刷轮和较高的转速。当去除工件浸蚀后的浮灰时,可选用刚性小、切削力低的黄铜丝、纤维丝刷轮。
2)刷光可用来除去工件机加工后留在表面棱边的毛刺,这时要选用切削力较大的刷轮。对于圆孔棱边的毛刺,常选用杯形刷轮,如图4-5所示。内螺纹毛刺常选用小型刷轮,外表面棱边的毛刺选用密排辐射刷轮。
3)在工件上刷出具有装饰作用的丝纹,叫做丝纹刷光。丝纹刷光时压力不能太大,否则将不是丝的端面而是丝的侧面与工件接触,这样便不会产生丝纹效果。丝纹刷光的速度也不宜太大,在干刷时,工件表面应清洁,无锈蚀与油污;湿刷时,使用无腐蚀作用的清洗剂。刷光还可以用作缎面修饰,采用细而软的金属丝,有时也用动物毛或纤维刷轮,在工件表面获得无光的缎面状外观。操作时应使刷痕均匀一致,并与工件的轮廓线平行。

图4-5 杯形刷轮
2.刷光轮的类型
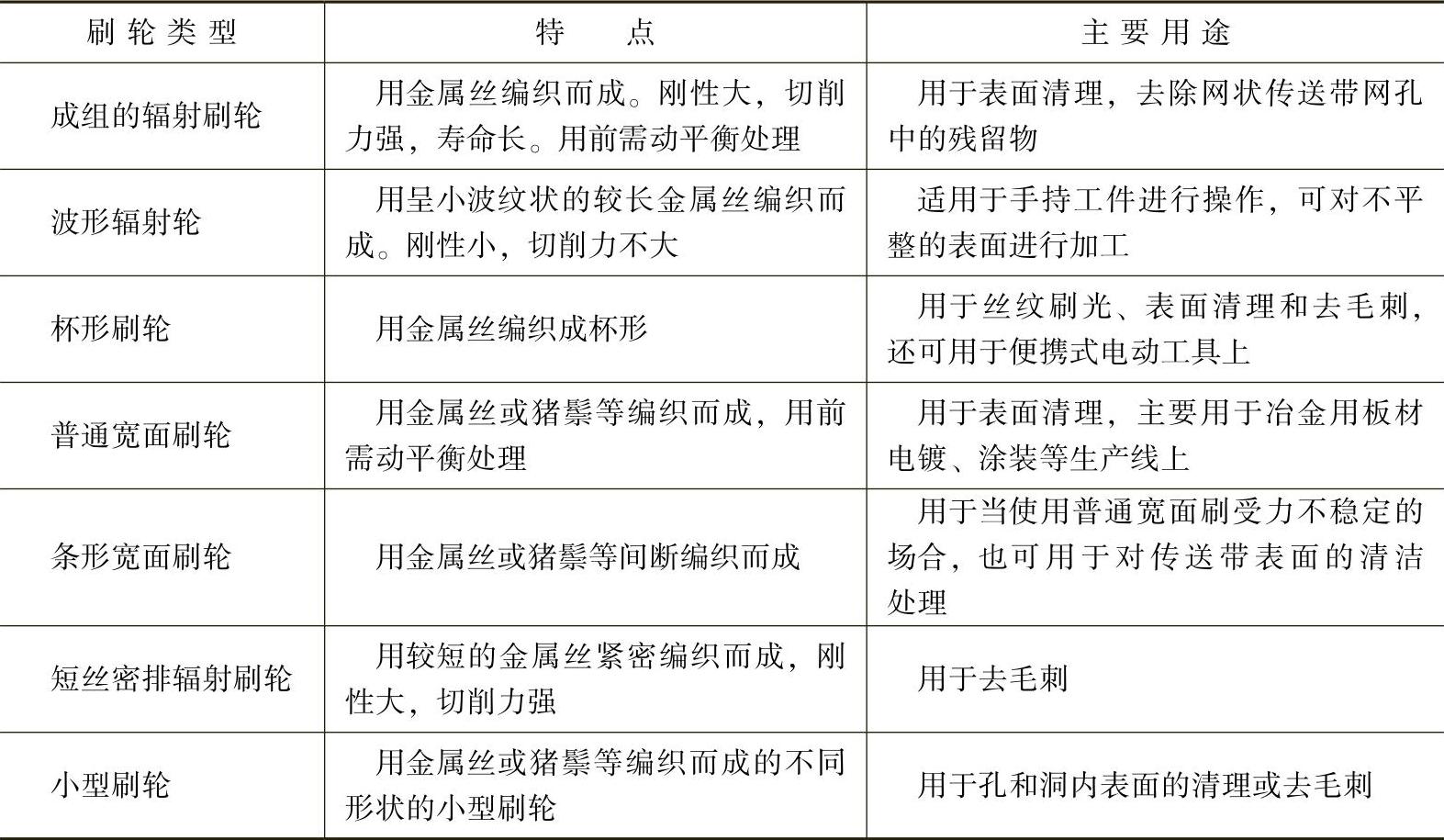
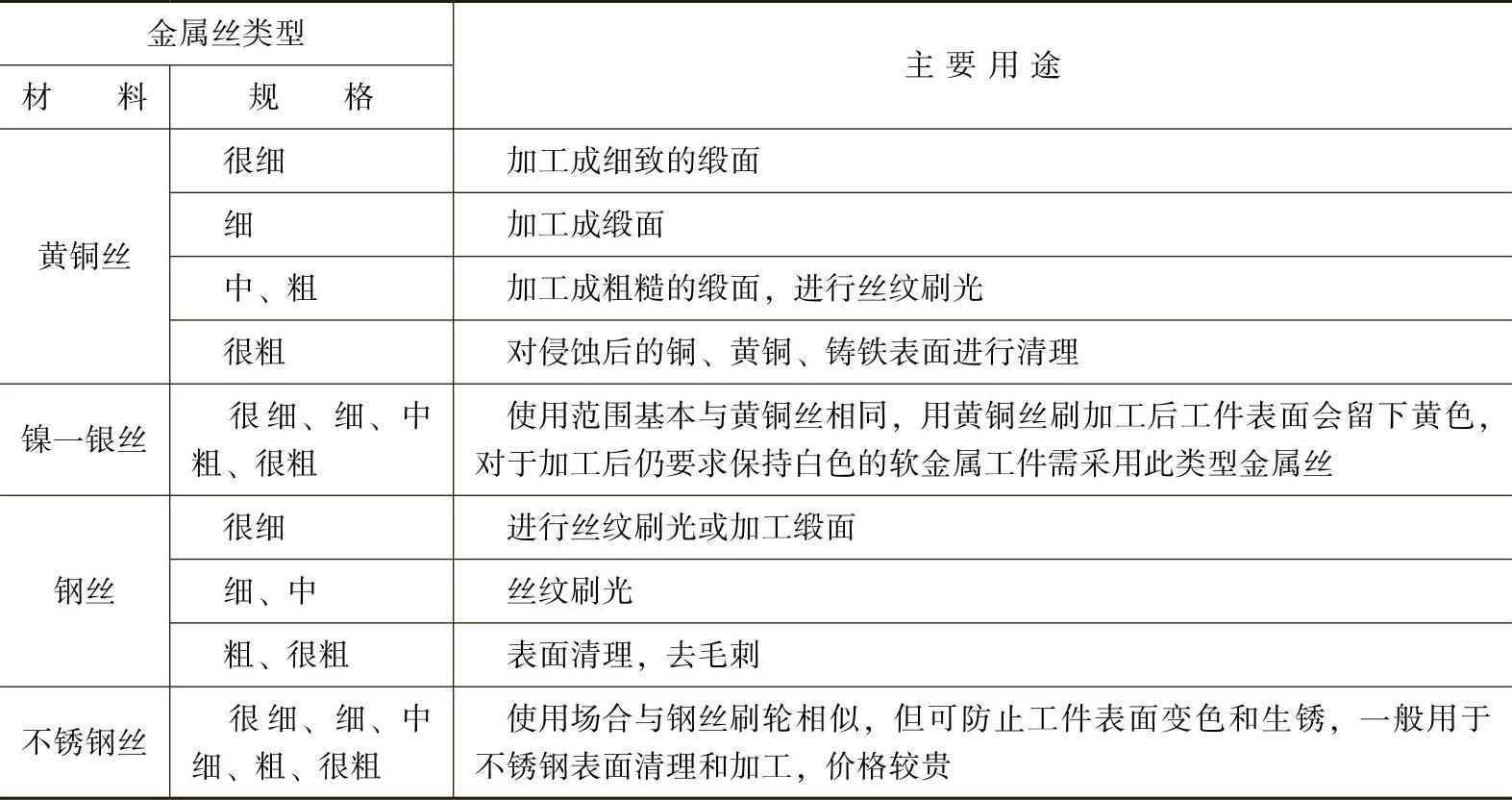
刷轮的形状和材料是决定刷轮性能的主要因素,常用刷轮的类型、特点及用途如表4-14所示。刷轮所用材料以金属丝为主,金属丝刷轮的类型及用途如表4-15所示。
表4-14 常用刷轮的类型、特点及用途
 (https://www.xing528.com)
(https://www.xing528.com)
表4-15 金属丝刷轮的类型及用途
3.刷光的操作
1)刷光操作前,根据被处理工件的材料、形状和刷光后的表面要求选用适合的刷光轮类型和制作材料。将刷光轮安装在刷光机轴上,再起动电源。采用湿法刷光时,将适宜的刷光液从特制容器内按一定流速滴至工件或刷光轮上。
2)刷光操作时,应避免将刷子压得太紧,否则刷子损耗较快,刷光质量也较差。尤其是丝纹刷光时,若压力太大,刷丝侧面与工件接触,便无法产生丝纹效果。缎面修饰时,刷光压力要小,使刷丝轻轻擦过工件表面即可。
3)刷光操作后,检查工件是否达到刷光质量要求,若符合刷光质量要求,即可转入下一道工序;若不符合刷光质量要求,则应继续刷光处理,直至符合要求为止。工作结束时,关闭刷光液阀门,切断电源。
4.刷光的注意事项
1)黄铜丝越粗,所获得的镀层表面也越粗糙,故应选用较细的黄铜丝刷光轮,以得到均匀细致的工件表面。
2)刷光时,应选用较快的旋转速度。刷光轮的旋转速度越快,所获镀层表面也就越有光泽;旋转速度过慢,会形成粗糙的镀层表面。
3)刷光时不应用力过大。如果将工件用力向刷光轮压下,则会造成刷光轮的快速磨损,弹性快速消失,这样得到的镀层表面将会更加粗糙不匀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。