



普通滚光通常采用木制或铁制的多边形滚筒,滚筒内加入酸性或碱性的化学活性剂同工件一起滚动,通过工件与磨料的相对运动来达到脱脂、除锈和降低表面粗糙度的目的。这种光饰方法设备简单,成本较低,主要适用于大批量的小型工件及难于磨光和抛光工件的表面处理,也可用于镀后的镀层光泽处理,但对于较深的小孔内表面,滚光作用不大。滚光法一般不适用于带有螺纹的工件,因为滚光过程会破坏螺纹,但经过热处理的自攻螺纹,由于表面硬度较高,仍可使用此方法。滚光的时间依工件原始表面粗糙程度和加工精度的要求不同,可在数小时到数天不等。
1.滚筒
(1)滚筒的材料 采用硬质木材,如硬柏木、杂木等,也可使用6~10mm厚的钢板。
(2)滚筒的类型 常用滚筒分为卧式封闭滚筒、卧式浸没滚筒、倾斜式开口滚筒三种类型。
1)卧式封闭滚筒多为六边或八边形筒,工件与磨料从开口处放入后盖好,进行水平旋转滚光。滚筒的装载量应在60%~70%,如果装载量过高,滚光作用将有所减弱,滚光时间延长;如果装载量过低,滚光作用过强,表面粗糙度增大。
2)卧式浸没滚筒的结构与滚镀的滚筒相似,只是取消了导电杆。其特点是滚磨下来的锈蚀、金属屑等污物可通过滚筒壁上的小孔流出,使工件保持清洁状态,减轻滚光后工件的清洗量。卧式滚筒的直径一般为300~600mm。为防止不同类型工件的混杂,可将其分隔成若干个小间,分别装入不同的工件进行滚光。
3)倾斜式开口滚筒呈多边筒形,其磨削能力较卧式滚光低,主要用于轻度滚光。有时可将木屑等吸水性材料与工件一起滚动,起到对工件的干燥作用。
(3)滚筒转速的选择 滚筒转速与磨削量成正比,但转速超过一定数值后磨削量又会下降,对于任一滚筒而言,都有一个最佳的转速,低于或高于此转速,便会延长滚光时间。因为滚筒转速过高时,离心力大,工件之间相互碰撞和摩擦作用减少;滚筒转速过低时,单位时间内被处理工件间相互碰撞和摩擦作用也变小了,滚光效果下降,也延长了滚光时间。滚筒转速通常在45~55r/min。
2.磨削介质
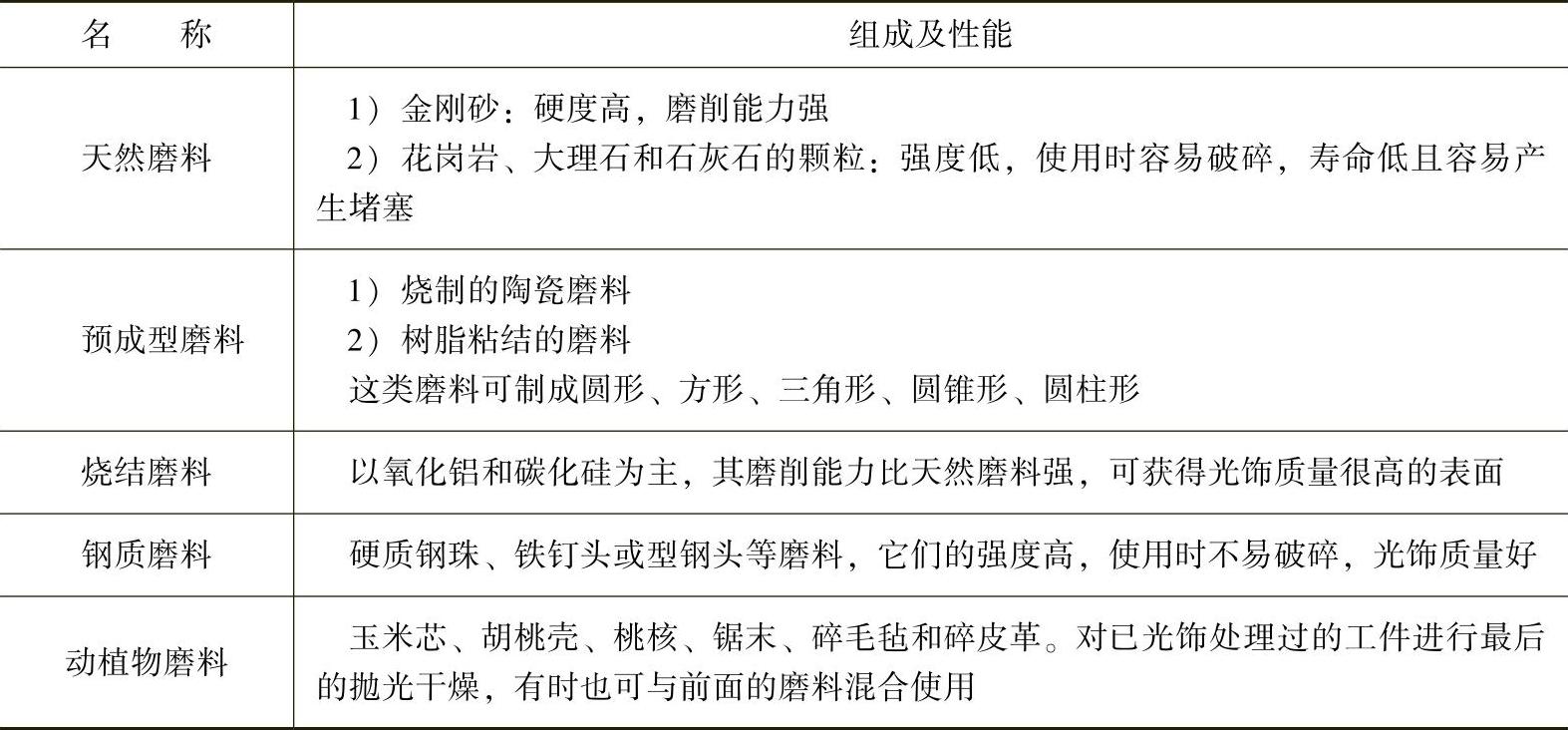
(1)磨料的选择 滚光在湿态加工时使用的磨削介质包括磨料和水,干态加工时只需要磨料。常用磨料分为天然磨料、烧结磨料、预成型磨料、钢材磨料、动植物磨料五种,各种磨料的组成及性能如表4-11所示。根据被加工工件的材料、外形及滚光的质量要求选择所需磨料。预成型磨料具有不同的形状和规格,常作为首选磨料。
表4-11 磨料的组成及性能
选用磨料应遵循以下几项基本原则:
1)针对工件外形特点选用合适形状的磨料,如图4-2所示。
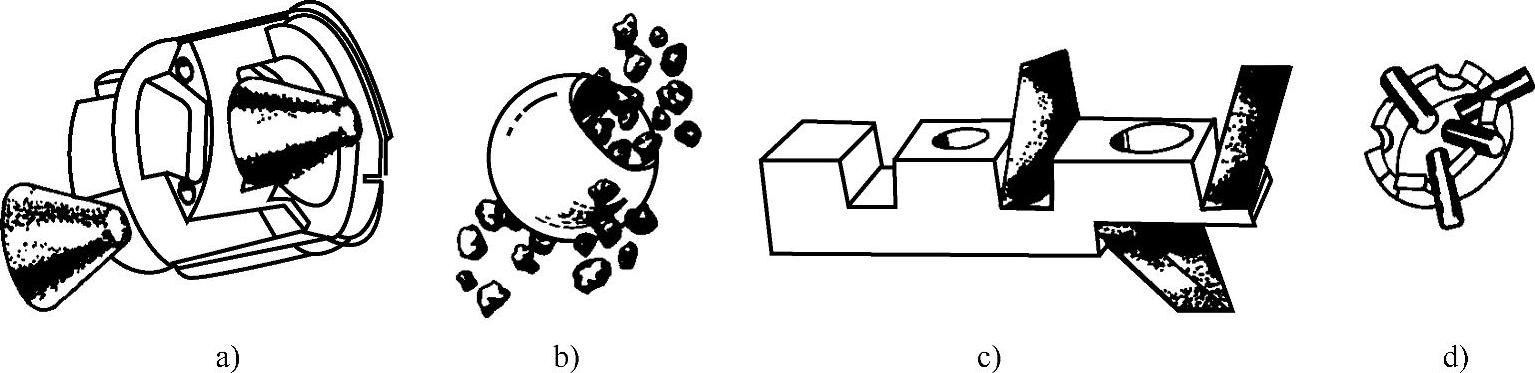
图4-2 磨料形状与工件外形相匹配示意图
a)锥台状磨料 b)碎粒状磨料 c)棱块状磨料 d)圆柱状磨料
2)金属工件一般使用硬质磨料,塑料工件选用动植物磨料和硬质磨料的混合物。
3)选用不同尺寸的磨料混合使用,以利于工件上不同外形表面的加工。(https://www.xing528.com)
4)对于有内孔的工件,为防止孔堵塞,不应选择外形尺寸与孔径相近的磨料。
(2)磨料与工件体积比的选择 对于普通滚光和振动光饰的工件,可按表4-12查出工件材料、形状、光饰要求、使用要求、电镀种类、工件质量等各因素的单个比值,然后相加得到要求的体积比。例如,工件为铝结构件,形状简单,要求去毛刺,需进行防护性电镀,单件质量60g,查表4-12得:材料铝合金为3,形状简单为1,去毛刺为1,结构件为2,防护性电镀为1,工件质量为1,3+1+1+2+1+1=9,即磨料与工件的体积比为9。
表4-12 普通滚光和振动光饰的体积比的选择

3.滚光的操作技巧
以卧式封闭滚筒为例,滚光的操作如下:
1)滚光操作前将滚筒盖打开,选择适宜的磨料、滚光液与被处理工件一起放入滚筒中,装载量一般为滚筒容积的70%,滚光液则加至滚筒容积的95%左右。将滚筒盖拧紧,放入机器滚光室内,关上室门,开动电动机,开始滚光。
2)结束后,先关闭电源,再打开室门,松开滚筒盖,检查被处理工件是否符合滚光后质量要求。若不符合要求,应继续进行滚光。
3)工作结束后,关闭总电源。滚光处理后的工件表面,应无油污、锈蚀物和氧化皮等,还应具有均匀一致的、相对较低的表面粗糙度,工件不允许有变形,也不能有划痕、倒边和螺纹损坏等缺陷。
4.滚光操作的注意事项
1)滚光用的磨料颗粒不要与工件内孔的直径相近,以防工件眼、孔处被堵塞。
2)带有螺纹及有弹性要求的工件,尽量不要进行滚光。
3)进行滚光处理的工件不应有砂眼、划痕印和戳伤印。工件上有油污时,可加入碱进行滚光。工件上有锈蚀时,可加入酸进行滚光。有时也可以加碱和加酸交替进行,反复2~3次。
4)滚筒的装载量一般占滚筒容积的70%,滚光液则加至滚筒容积的95%左右。
5)一般工件进行滚光时,应保证足量的磨料,以防划伤工件;但只需去除毛刺的工件滚光时,应减少磨料数量。
6)滚光铜件和钢铁件的磨料要分开,不能混用。
7)随着滚光时间的延长要及时更换滚光液。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。