



1.狭形片状工件的装夹
狭形片状工件若无孔眼难以绑住,这类工件可采取装夹电镀,如图3-7所示。
装夹电镀时,工件用弹夹牢固,平面部位不产生印痕,侧面由于接触面积小也不会出现明显的印痕。根据工件的宽度决定一串夹具所装夹的工件数量以及工件之间的间距。为获得均匀的镀层质量,工件之间的间距应小于工件的宽度。
2.中等长度圆棒的装夹
长度在200~500mm左右的圆棒件,可采用如图3-8所示的方法解决装挂难题。
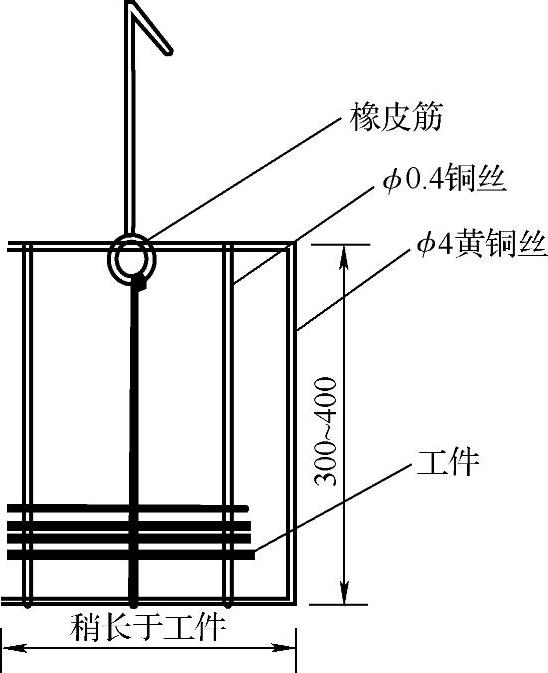
图3-7 狭形片状工件的绑扎
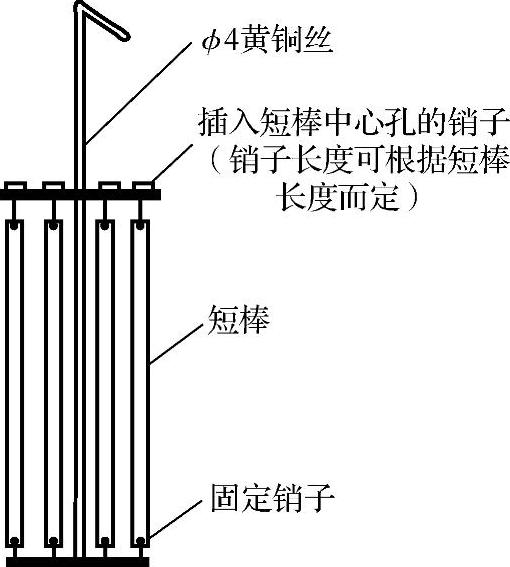
图3-8 圆棒的装夹
3.饼状工件的装夹
为保证镀铬件的绝缘质量,形状较简单的工件采用特殊的软塑料板隔离法绝缘。
用软质聚氯乙烯塑料板作绝缘垫层,上、下件之间的电流通过塑料板内嵌的压簧传导,镀铬工件夹在塑料板之间,叠合至一定数量后上下各垫上一块平整的铁板,连接固定方法如图3-9所示。电镀时,必须保证夹具与工件之间的连接牢固可靠,接触点一般不少于3个。
4.缸状工件的装夹
缸状工件镀铬时,把辅助阳极制作成喇叭状,使喇叭口的外缘接近角部,可改善工件的深镀能力,使缸状件底部与周围垂直壁交界的角部受镀良好。内阳极制成空心并且周边开孔,利用内部阳极面积即可保证阳极有足够的表面积,可使镀铬时工件内部气体能自由排放,如图3-10所示。
5.管状工件的装夹(https://www.xing528.com)
1)管状工件内壁镀铬时,应采用如图3-11所示的装夹方式。镀铬时孔内产生的气体向上逸出,越靠近上部孔内气体密度越大,传导电流的电镀溶液截面面积越小,电阻也就越大,导致该部位铬层越薄,镀至中途时把工件倒置,使镀铬时产生的气体转换方向逸出以保证管内壁镀层均匀。
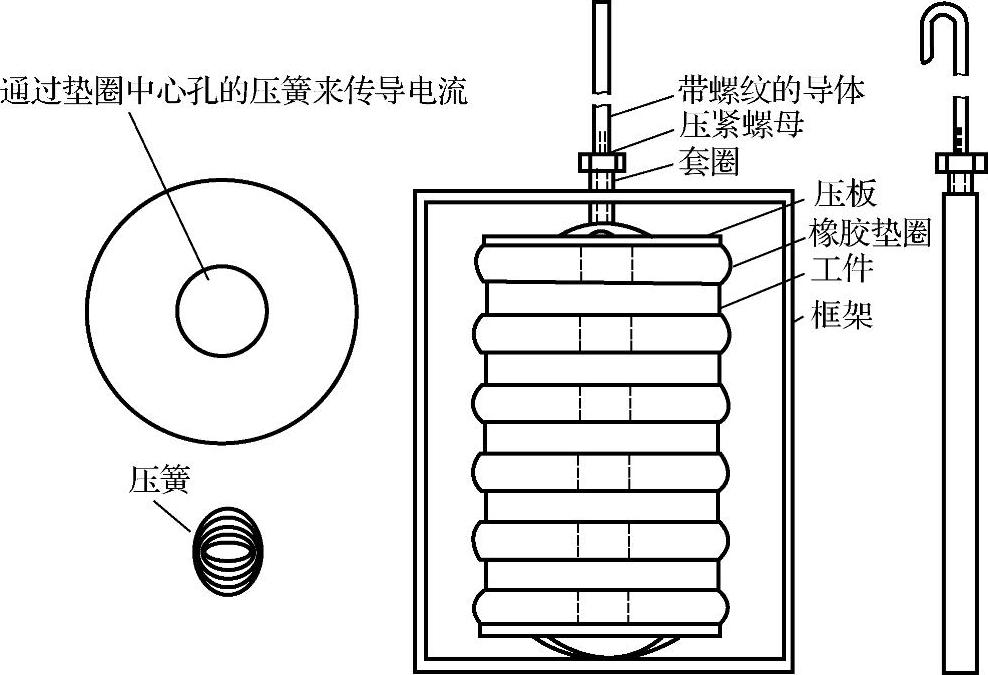
图3-9 饼状工件的装夹
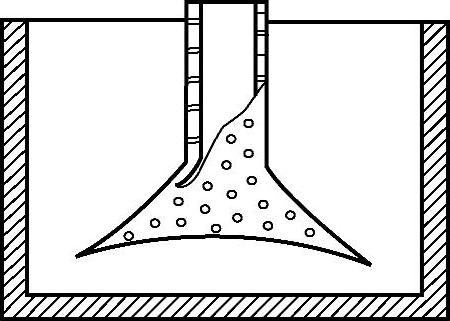
图3-10 辅助阳极示意图
2)管状工件镀黑镍时,可利用内孔装夹,以避免外表面产生弹夹印痕,其他类似形状工件也可参照此法装挂,如图3-12所示。
6.带棱角工件的装夹
带棱角工件的装夹要充分利用工件的外棱形,具体装夹方法如图3-13所示。
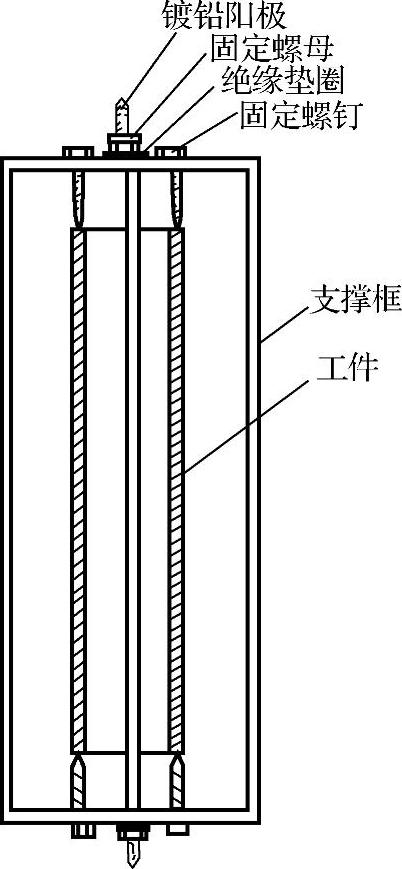
图3-11 管状工件装夹方式示意图
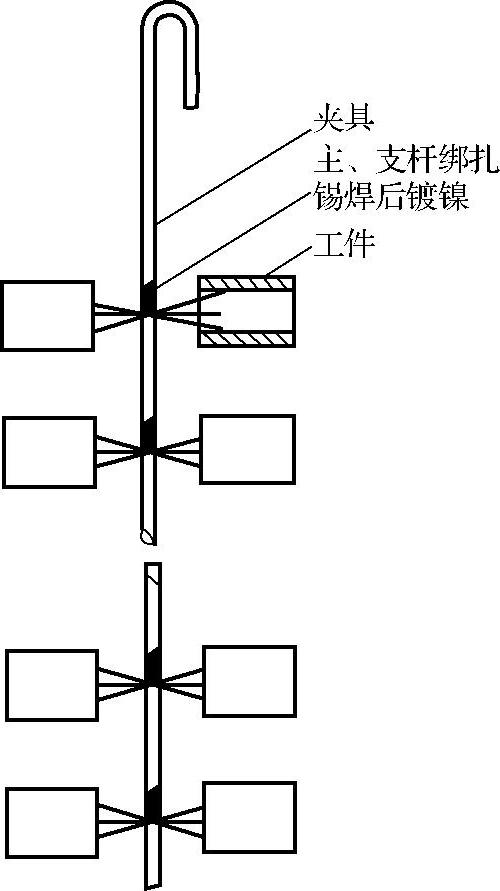
图3-12 管状工件的装夹
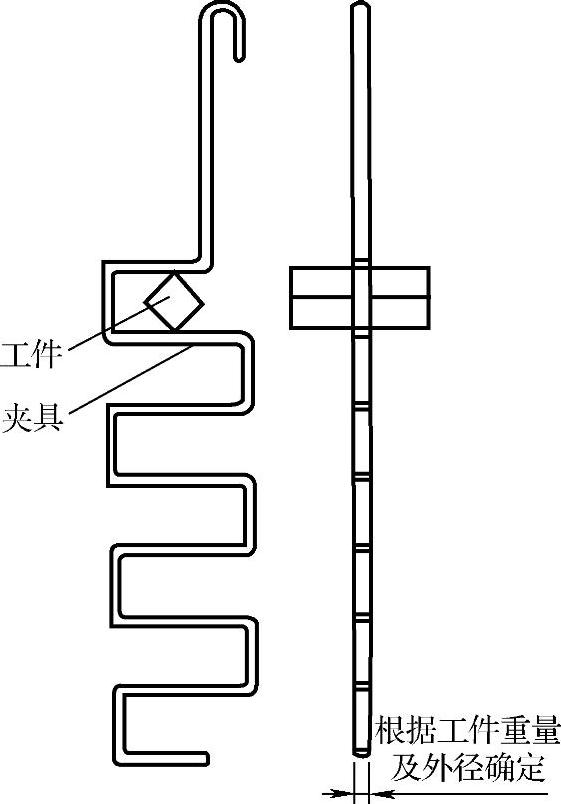
图3-13 带棱角工件的装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。