



【摘要】:电镀时必须将拉簧拉开,使每一圈之间有一定的间隔,故拉簧电镀时必须要有专用挂具,如图3-6所示。1)拉簧的上拉钩直接钩在挂具的挂钩上,下拉钩用铜丝连接,连接后稍加用力使拉簧每圈之间有一定的间隔,再绕在挂具的下横档上。3)电镀时应在拉簧中间增加辅助导线,以增强拉簧的导电性,使每个拉簧或长拉簧的中间部位都能镀上均匀的镀层。图3-6 拉簧件的装挂
1.薄片工件的装挂
薄片工件挂镀时极容易漂浮起来,既容易丢失工件,又难以从镀槽中捞出,还会因此污染电镀溶液。可将0.3~0.5mm的薄片件通过装配孔挂在近似封闭式的环形挂钩上,使薄片工件在电镀溶液中漂浮时不至于脱电和脱离环形钩。镀后并经清洗、干燥后,只要变动挂具方向,工件即可自行掉落。挂具用ϕ0.5mm硬质黄铜丝和ϕ4mm硬质黄铜丝焊成,如图3-4所示。
2.双头尖形工件的装挂
为避免电镀过程中由于尖端放电使工件的尖端部位被烧焦,可采取屏蔽方法将工件装挂在框架内挂镀,如图3-5所示。
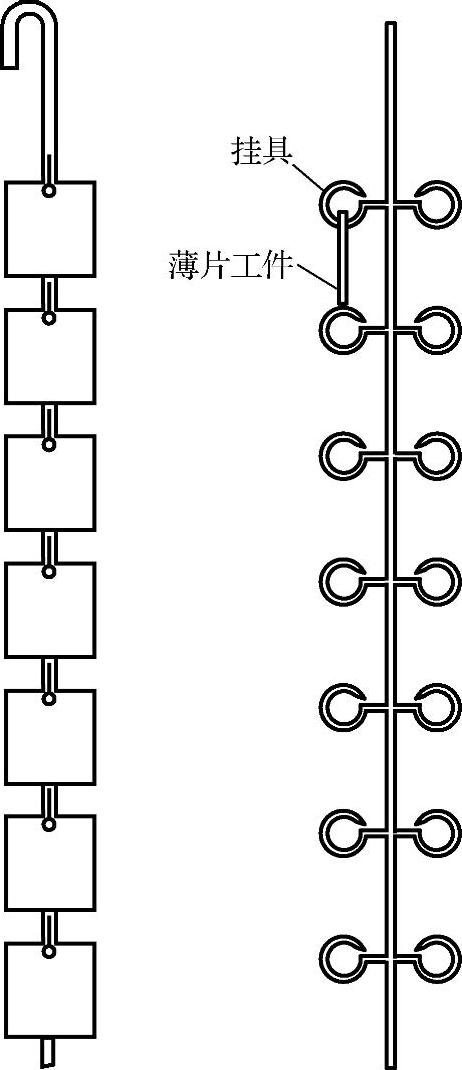
图3-4 薄片工件的装挂
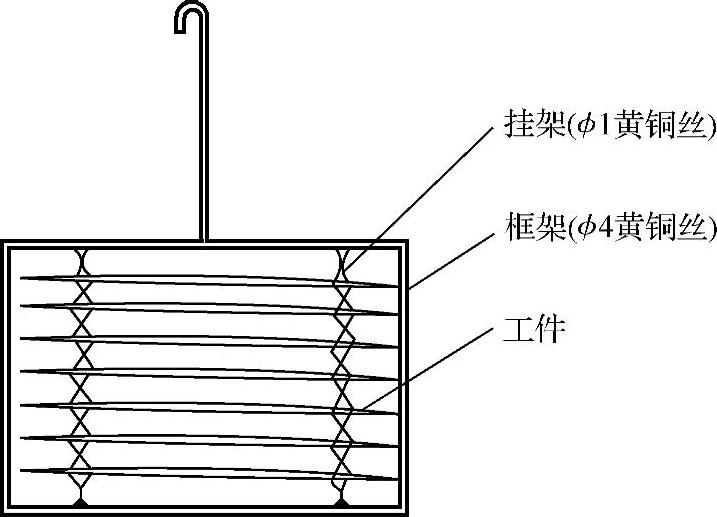
图3-5 双头尖形工件的装挂
在电镀过程中应轻轻抖动几次,以使接触部位有所变动,避免工件与挂具的接触部位出现印痕。挂具宽度、工件端部与框架距离可视实际情况决定。尖端部离框架边缘应越近越好。(https://www.xing528.com)
3.拉簧件的装挂
拉簧每圈之间是紧挨着的,电镀时紧挨处和长形拉簧圈的内壁都无法正常镀上镀层。电镀时必须将拉簧拉开,使每一圈之间有一定的间隔,故拉簧电镀时必须要有专用挂具,如图3-6所示。
1)拉簧的上拉钩直接钩在挂具的挂钩上,下拉钩用铜丝连接,连接后稍加用力使拉簧每圈之间有一定的间隔,再绕在挂具的下横档上。
2)短拉簧也可相互之间用拉钩连接,再用铜丝连接后稍加用力绕在挂具的下横档上。
3)电镀时应在拉簧中间增加辅助导线,以增强拉簧的导电性,使每个拉簧或长拉簧的中间部位都能镀上均匀的镀层。
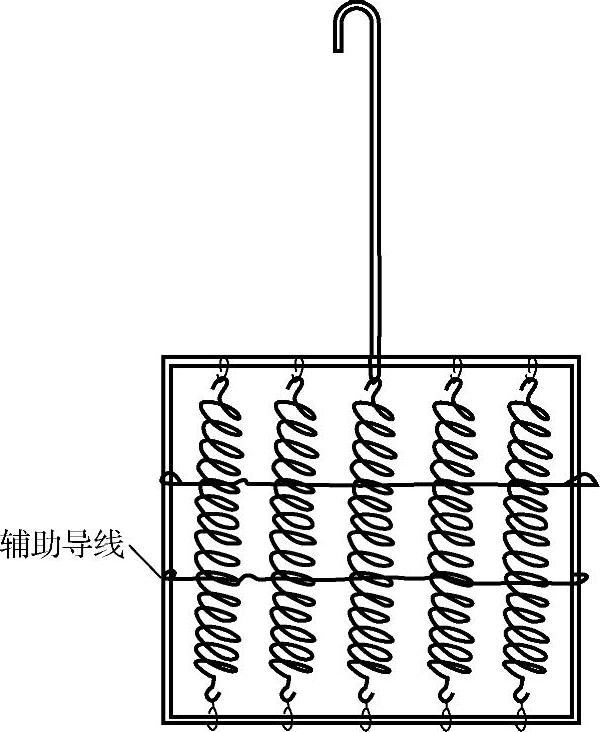
图3-6 拉簧件的装挂
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。