



通常在工程技术应用上,为了十分精确地反映工件的形状、大小、规格、材料、性能、技术要求等内容,常常把工件按一定的投影方法和技术规定描述在图纸上,通过这种方法得到的图形称为图样。图样在工程技术生产中占有举足轻重的地位,它是指导生产的主要技术文件,也是制造和使用的重要依据。因此,学会识读图样,是每一个从事工程技术生产人员所必须具备的基本技能之一。
在电镀加工流程中通过对图样的识读,可以了解工件的形状、材料、质量、电镀面积及各项技术要求等,从而在电镀加工过程中正确制定施工方法、工艺规范和操作步骤等。
1.工件图样内容
工件图样主要由图形、图形比例、尺寸标注、尺寸公差与配合、表面粗糙度及金属材料牌号等构成。
(1)图形 指工件向投影面投影所得到的投影图,分为基本视图和辅助视图两类。基本视图包括主视图、俯视图、左视图、右视图、仰视图和后视图等;辅助视图包括局部视图、斜视图、剖视图等。辅助视图中的剖视图又可以分为全剖视图、半剖视图和局部剖视图等。
(2)图形比例 图样工件尺寸与实际工件尺寸的比值,称为图形比例。图形比例有三种:与实物相同的原值比例、放大比例和缩小比例,如表2-6所示。
表2-6 图形比例
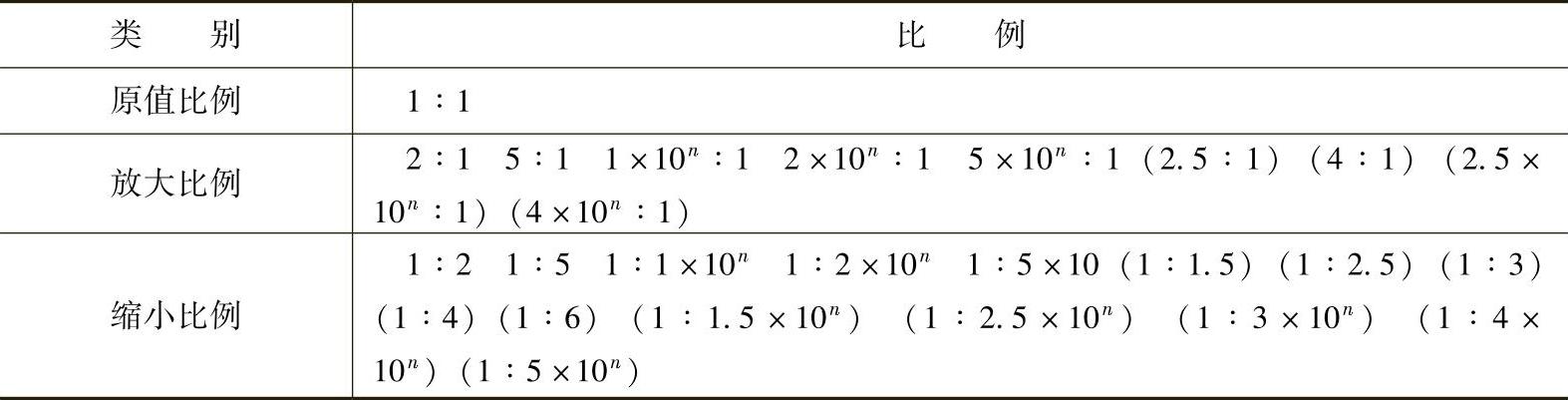
注:n为正整数,优先选用不带括号的比例。
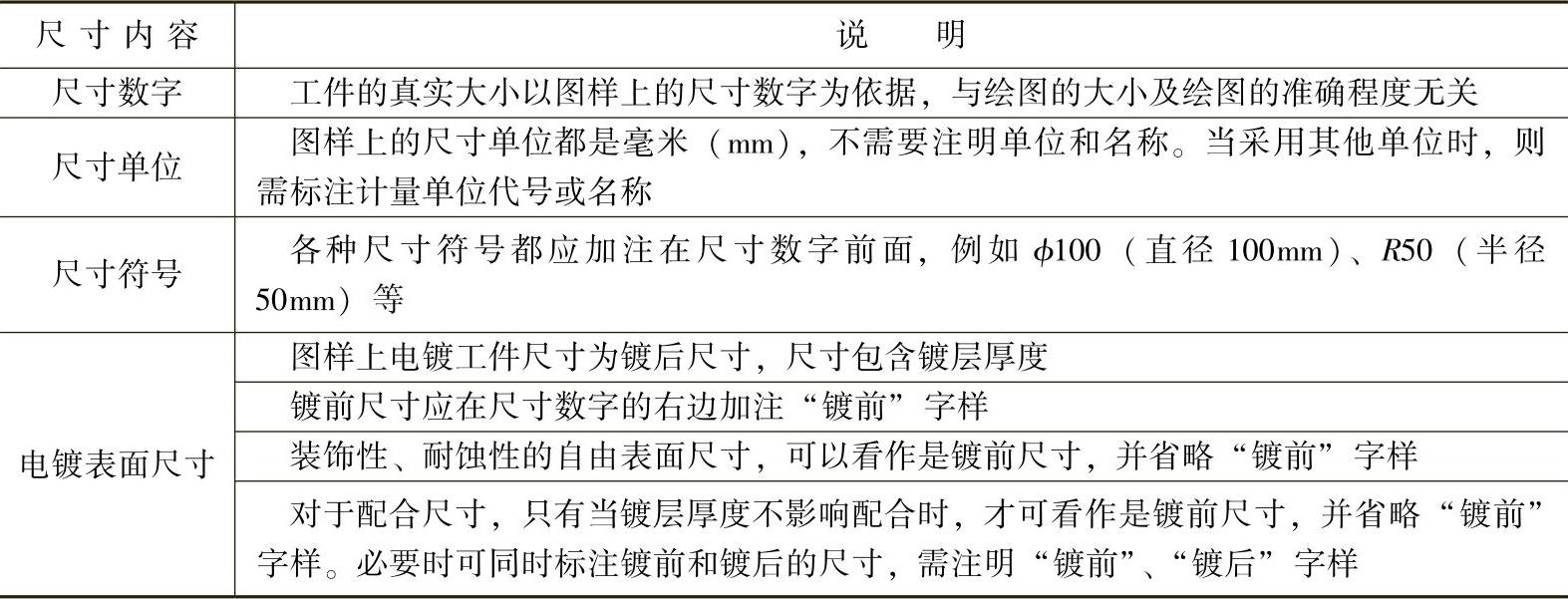
(3)尺寸标注 尺寸标注是图样的主要内容,是反映工件各部分长度、形状的数值。尺寸标注的内容和方法如表2-7所示。
表2-7 尺寸标注的内容和方法
(4)尺寸公差与配合 对于未标注公差代号、未标注公差等级的工件和非配合件,由于电镀工艺对工件的尺寸精度影响不大,所以通常不会影响工件的加工质量。图样上对工件有公差要求时,必须根据图样上标注的公差代号和公差等级来制定特殊的电镀工艺。否则,会因电镀工艺流程制定不当,造成工件尺寸精度不合格或者报废。通常情况下,图样上对工件有公差要求时,电镀预处理时不能采用喷砂、电化学抛光、强浸蚀、磨光、滚光等工艺进行处理。电镀过程中应尽量避免或消除边缘效应和尖端效应的影响,以使电镀溶液的分散能力和覆盖能力处于最良好的情况,导电接触点不应设置在公差等级高的点和面上。
(5)表面粗糙度 图样上工件的表面粗糙度的符号为“ ”,用Ra值表示粗糙度的程度。Ra数值越大,表面粗糙度值越大,也就是工件表面越粗糙;相反,Ra数值越小,表面粗糙度越小。表面粗糙度值的单位通常为μm。
”,用Ra值表示粗糙度的程度。Ra数值越大,表面粗糙度值越大,也就是工件表面越粗糙;相反,Ra数值越小,表面粗糙度越小。表面粗糙度值的单位通常为μm。
(6)金属材料牌号 常用的金属材料一般分为钢铁材料和非铁金属材料。钢铁材料包括生铁和钢等,非铁金属材料包括铜、铝、镁、镍、钛、锌及其合金等。金属材料的牌号也必须在图样上标注。
2.工件图样的识读顺序
1)读懂图样的标题栏,弄清工件的名称、材料、质量、件数、图形比例等。
2)读懂图形,根据各视图之间的关系,构想出工件的主体形状、结构、大小等。
3)读懂尺寸,在看工件图样上的尺寸时,不仅要了解工件的大小,而且还要明确这些尺寸在加工、检验时的基准等。
4)读懂技术要求,工件图样上的材料代号、几何精度、力学性能、表面防护处理方法等技术要求是制造工件的准则。
3.镀覆要求在图样上的标记方法
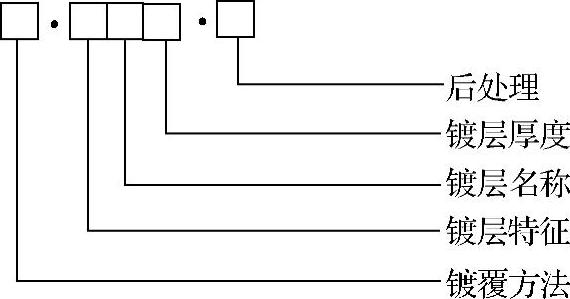
(1)金属镀层的标记方法 金属镀层的标记方法由三部分组成,具体表示方法如下所示:
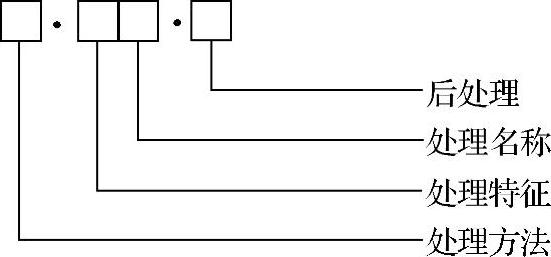
(2)化学与电化学处理的标记方法 化学与电化学处理的标记方法由三部分组成,具体表示方法如下所示:
 (https://www.xing528.com)
(https://www.xing528.com)
(3)镀覆方法、处理方法、镀层特征、光亮度等级、处理名称及后处理标记方法 这些标记方法均用汉语拼音字母表示,镀层名称用元素符号表示。其中镀覆方法、处理方法的符号如表2-8所示,镀层特征、处理特征的符号如表2-9所示,光亮度等级如表2-10所示,处理或后处理名称及符号如表2-11所示。
表2-8 镀覆方法、处理方法的符号

表2-9 镀层特征、处理特征的符号

表2-10 光亮度等级
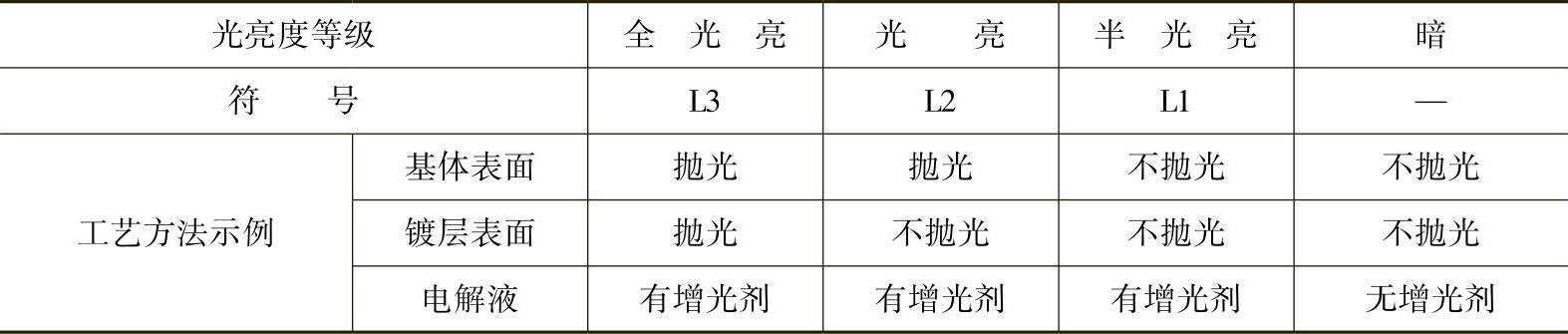
注:1.在无仪器测量光亮度时,可用表中列举的工艺方法来表示光亮度概念。
2.基体镀前表面粗糙度值不得低于Ra1.6μm。
表2-11 处理或后处理名称及符号

注:1.弹性零件电镀后,均需去氢处理,一般不注出“去氢”。
2.镀锌、镀镉后的钝化是必须工序,允许不注出。
(4)镀层厚度的标记方法 镀层厚度用数字表示,单位为μm,通常情况下也可以省略,其数值为厚度范围的最小值,有时也可以标出厚度范围,如镀暗镍7~10μm,标记为D·Ni7~10,若厚度范围不便于标出时,也可以省略标记。
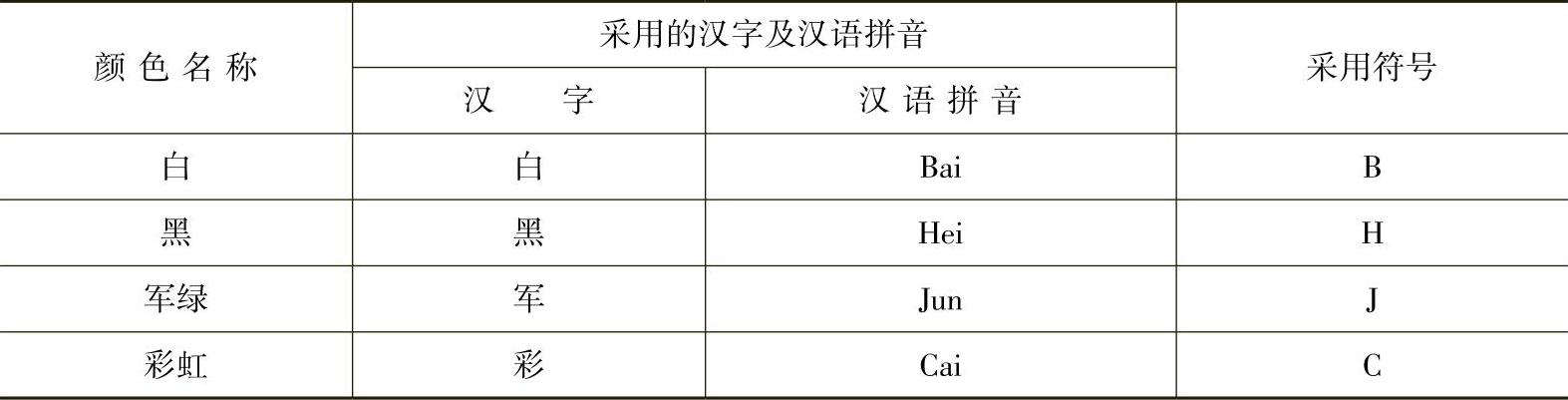
(5)颜色的标记方法 电镀后氧化和钝化颜色,用汉语拼音字母表示,常用颜色的符号如表2-12所示。
表2-12 电镀后氧化和钝化常用颜色符号
(6)合金镀层的标记方法 合金镀层的名称以组成该合金的各元素符号和含量表示。含量为该合金元素含量的最大值,其数字排列在相应元素符号之前,并且成分含量多的排列在前面。二元合金只标出一种成分的含量,三元合金标出两种成分的含量。例如,电镀铜的质量分数为88%的铜锡合金15~20μm,用D·88CuSn15表示。
(7)多层合金的标记方法 多层合金镀层的名称应按镀覆顺序标出每层的名称和厚度,每层间用斜线“/”隔开。
(8)准备工序的标记方法 准备工序通常不标记。若需标记出准备工序时,则以斜线“/”将准备工序符号和镀覆、处理方法符号隔开。例如,喷砂后电镀锌7~10μm,标记为PC/D·Zn7。当准备工序作为独立的工序处理时,则需在标记方法中标出。常用的准备工序名称符号如表2-13所示。
表2-13 常用准备工序名称符号

(9)工件电镀面积的标记方法 要求电镀的工件,在设计图样时应计算出面积,以平方分米(dm2)为单位。工件部位有不同覆盖要求时,应分别标出文字符号和面积。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。