



目前,激光-电弧复合热源焊接数值模拟主要针对焊接熔池流动行为及温度场分布、焊缝成形预测及熔滴过渡行为等方面。Zhou J等人曾对激光-GTAW复合热源焊接过程中熔滴和焊缝熔池之间的相互作用(包括流体流动、热量和质量传递以及温度分布)以及匙孔动力学行为进行了数值模拟。在计算过程中,利用焊丝中S含量的浓度扩散来跟踪填充金属和母材之间的混合程度。激光-GTAW复合热源焊接过程中相应的温度分布和S浓度分布如图3-26所示。模拟结果表明,GTAW熔滴的尺寸、过渡频率和周期对填充金属与母材的混合程度、熔池流体动力学、焊缝形状影响较大。熔滴附带的动能促进熔池流动,但是熔滴过大时熔深较浅,熔滴加入能改善焊缝成形,消除气孔等缺陷。
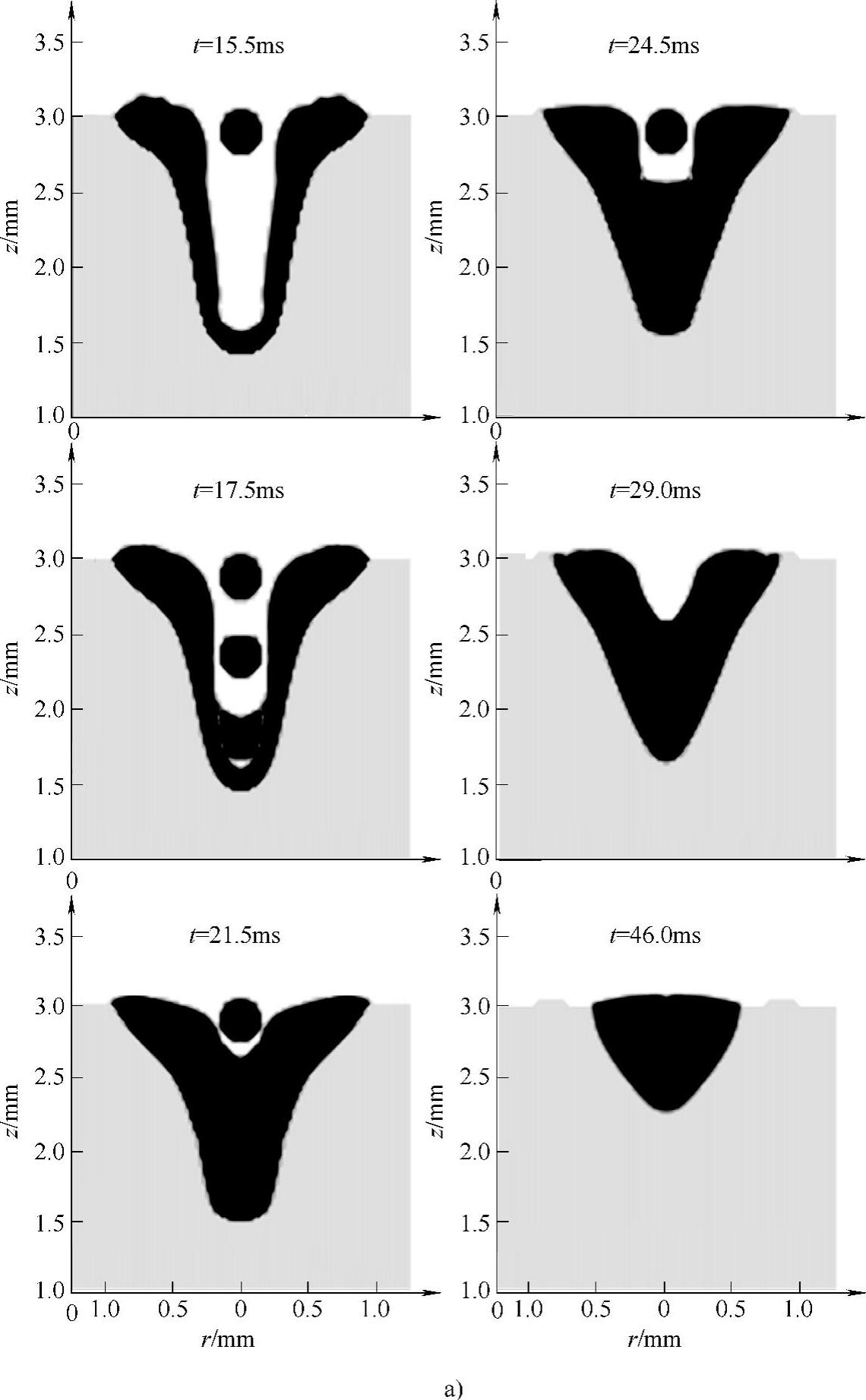
图3-26 激光-GMAW复合热源焊接过程中
a)温度分布
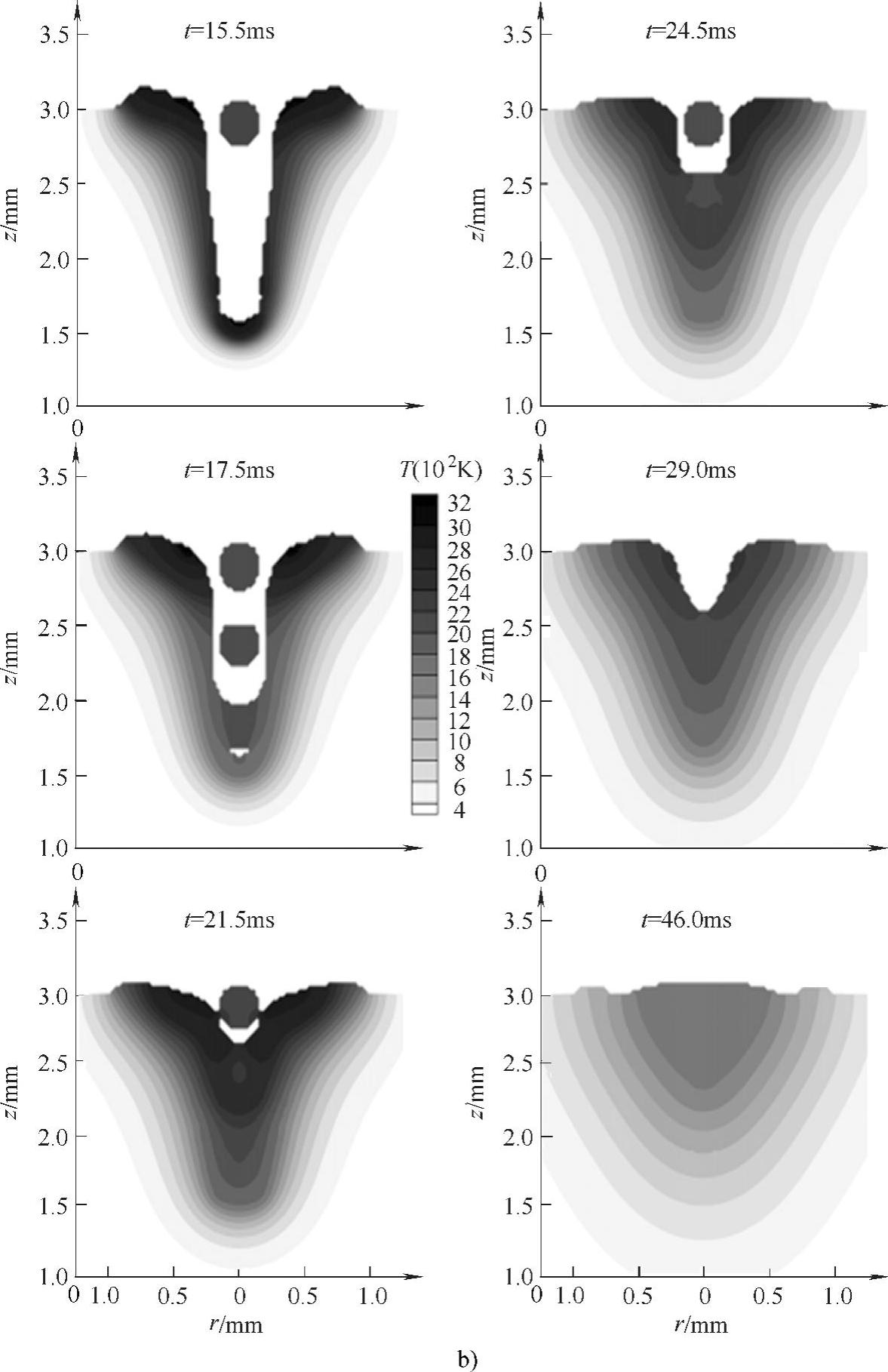
图3-26 激光-GMAW复合热源焊接过程中(续)
b)S浓度分布
胥国祥、武传松等人针对激光-脉冲MAG复合焊时电弧脉冲的热作用特点,将电弧热流处理为脉冲电流和基值电流阶段分布参数不同的双椭圆模式,同时适当减小焊件表面的热导率,以间接考虑脉冲电流和基值电流的间歇式作用。根据平均焊接电流大小确定熔滴热焓椭球体分布的作用区域,并考虑激光热源的作用位置。建立了两类新的适用于复合焊的组合式体积热源模型:①“两个双椭圆分布+双椭球体分布+锥体-峰值指数递增”模型;②“两个双椭圆分布+双椭球体分布+双曲线旋转体-峰值双曲线递增”模型。采用该改进后的热源模型计算了复合焊8mm厚Q235钢的焊缝横断面形状尺寸,得到的熔深、熔宽以及熔合线走向与试验吻合良好,如图3-27所示。
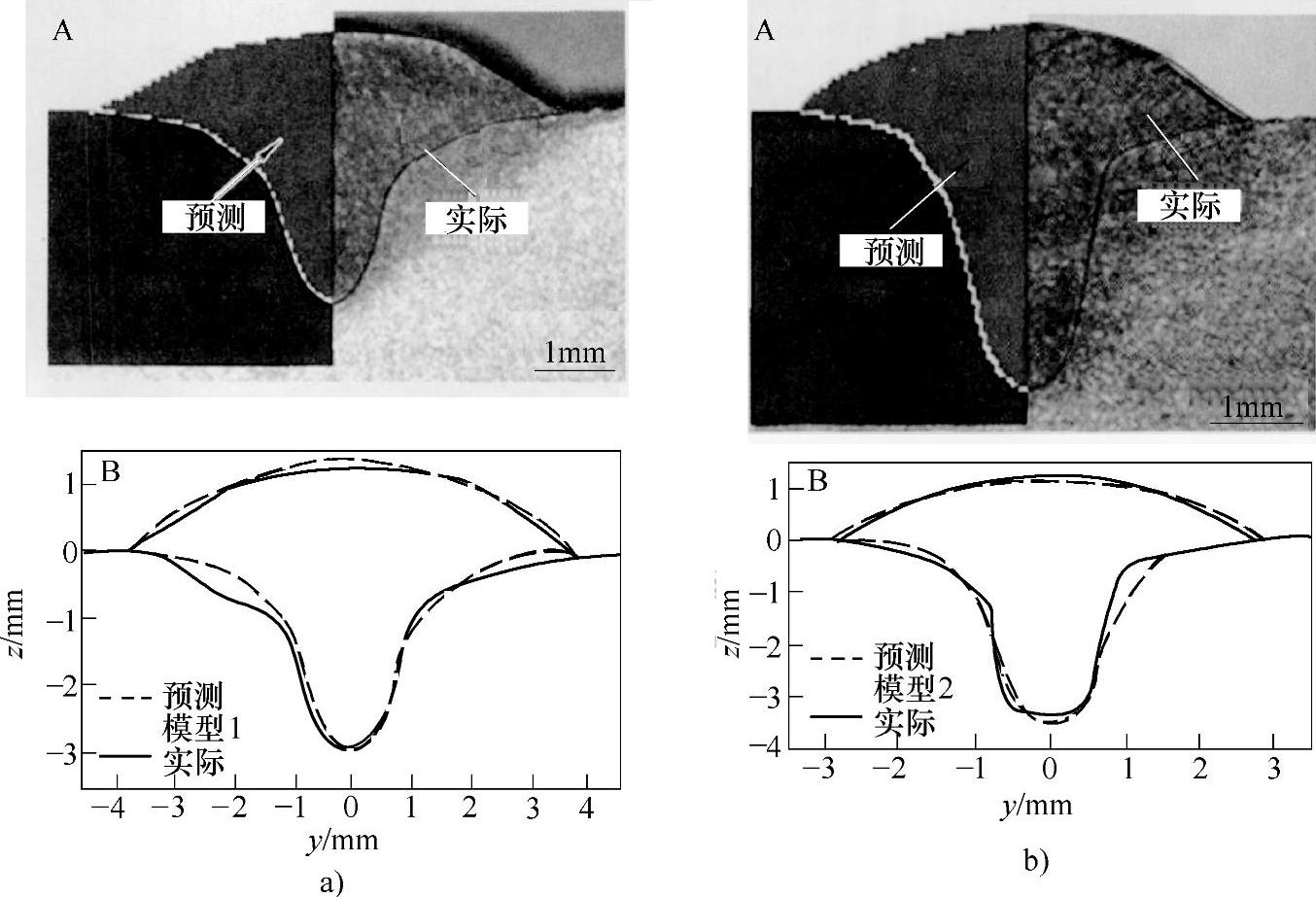
图3-27 复合焊焊缝横断面计算与试验结果
a)模型1 b)模型2(https://www.xing528.com)
在考虑MIG焊接熔滴过渡对熔池的冲击力,熔池金属表面张力、浮力及电磁力、激光对熔池的反作用力、逆韧致吸收及菲涅尔吸收等参数的基础上,引入激光与电弧复合作用参数,建立了激光-GMAW复合焊接模型,对熔池瞬态形貌、温度场分布进行了计算,如图3-28所示。经试验验证发现,模拟所得的复合焊接焊缝熔宽及熔深与实际焊接结果吻合良好,如图3-29所示。
在分析激光-MIG复合热源焊接熔滴过渡物理特征的基础上,对熔滴过渡行为与受力状态进行合理假设与数学描述,建立复合热源焊接熔滴形态的力学模型;并基于能量最小原理,根据Surface Evolver有限元模拟软件的特点,建立了复合热源焊接熔滴过渡形态的能量控制方程。采用该模型对复合热源焊接过程的熔滴过渡形态进行数值模拟,分析了焊接参数对熔滴形态和过渡质心偏移量的影响,如图3-30所示为短路过渡熔滴形态与计算结果,表明其计算结果与实际试验结果吻合良好。
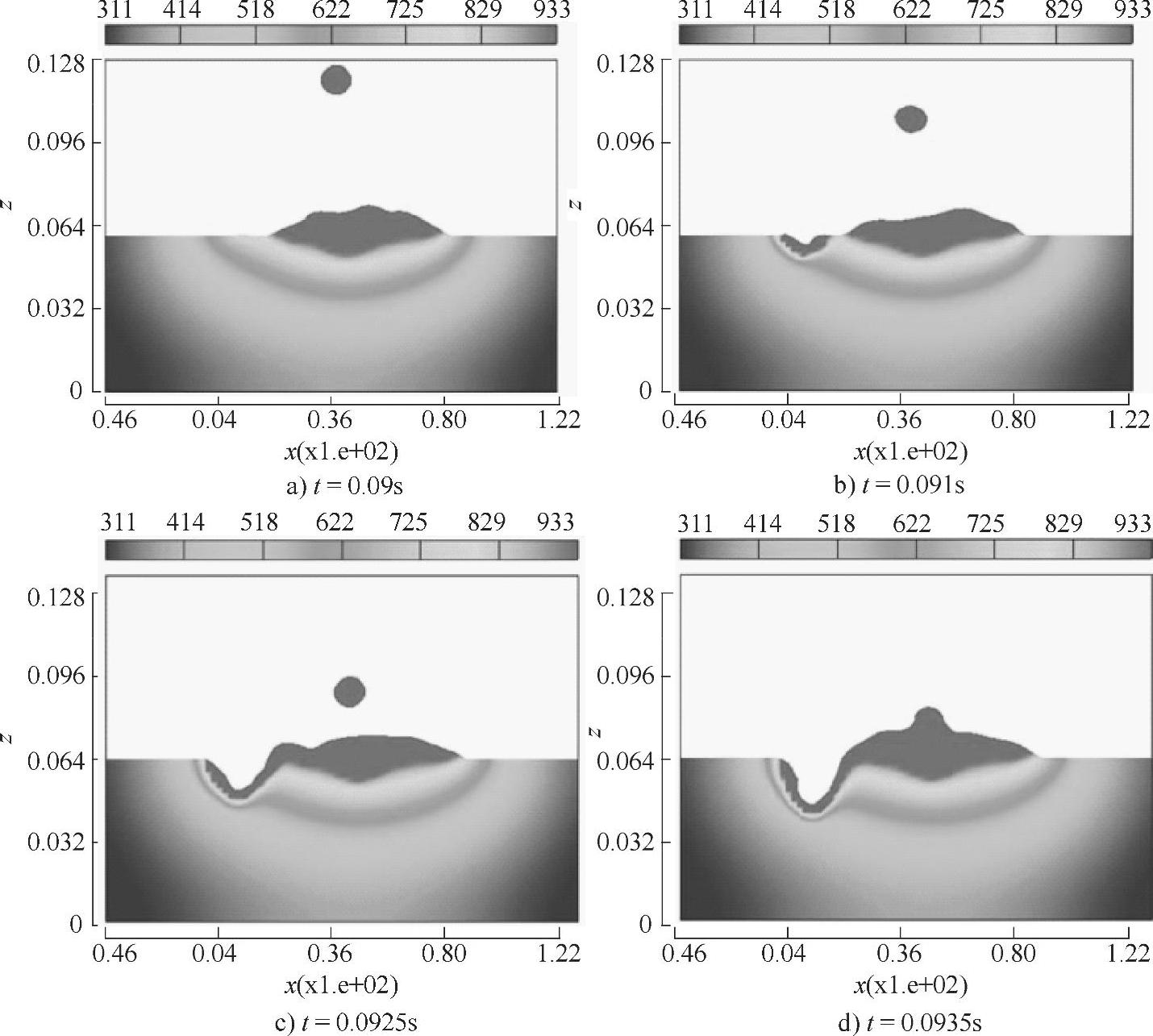
图3-28 熔滴过渡过程及熔池温度分布
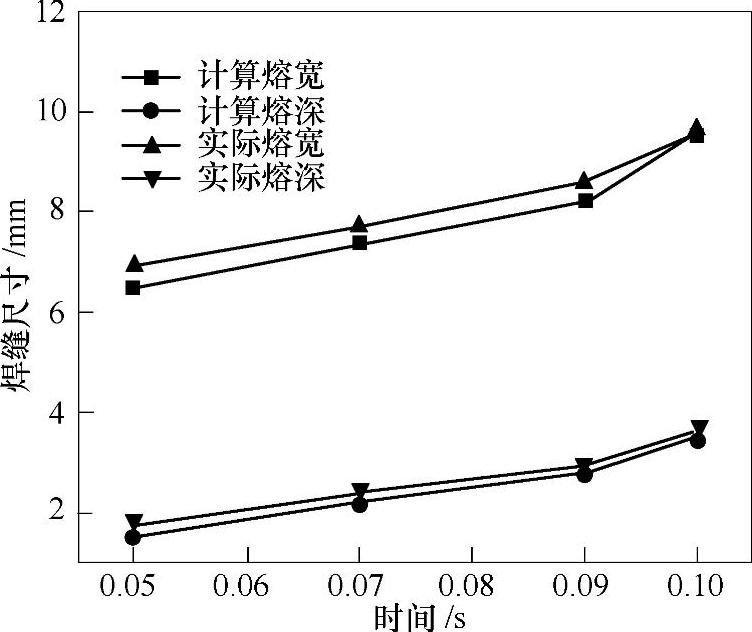
图3-29 模拟及试验结果对比
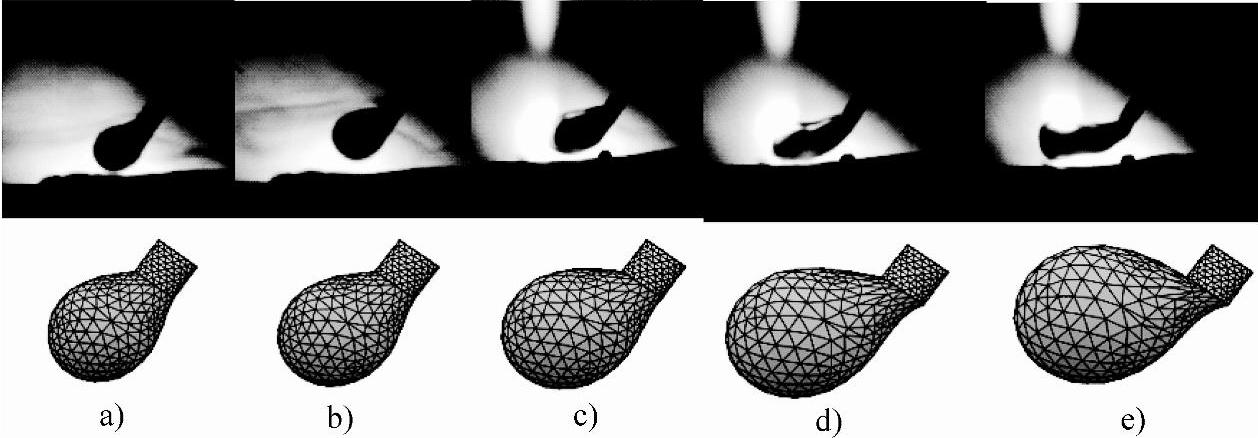
图3-30 复合焊接短路过渡时熔滴形态与模拟结果
a)P=800W b)P=1000W c)P=1500W d)P=2000W e)P=2000W
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。