



【摘要】:采用500WYAG激光-GTAW复合热源焊接了AZ31B、AZ61和AZ91D同种以及异种镁合金之间良好的连接。在优化的工艺条件下,激光-电弧复合热源焊接接头熔深可达GTAW焊接接头熔深的200%,单一激光焊接的400%以上,见图3-25。同时发现并实现了激光-电弧复合热源能量密度和能量梯度可预测和调控,在镁合金与铝合金、镁合金与钢等异质材料焊接方面取得了突破进展,并开发出了镁合金与异质材料激光-电弧复合高效焊接新方法。
采用500WYAG激光-GTAW复合热源焊接了AZ31B、AZ61和AZ91D同种以及异种镁合金之间良好的连接。焊接接头表面成形连续致密,没有飞溅、裂纹和气孔等表面缺陷,见图3-24。在优化的工艺条件下,激光-电弧复合热源焊接接头熔深可达GTAW焊接接头熔深的200%,单一激光焊接的400%以上,见图3-25。拉伸试验结果表明,AZ31B激光-GTAW复合热源焊接接头的强度与母材强度相当,拉伸试件全部断在远离焊缝的母材上;而GTAW焊接接头抗拉强度可达母材的90%以上,试件断裂在焊接接头热影响区处。异种镁合金焊接接头的拉伸结果表明,AZ31B与AZ61、AZ91D对接接头的抗拉强度均超过AZ31B母材值,其中AZ31B与AZ61焊接拉伸试件断裂在AZ31B母材上,而AZ31B与AZ91D焊接拉伸试件断裂在焊缝处。同时发现并实现了激光-电弧复合热源能量密度和能量梯度可预测和调控,在镁合金与铝合金、镁合金与钢等异质材料焊接方面取得了突破进展,并开发出了镁合金与异质材料激光-电弧复合高效焊接新方法。
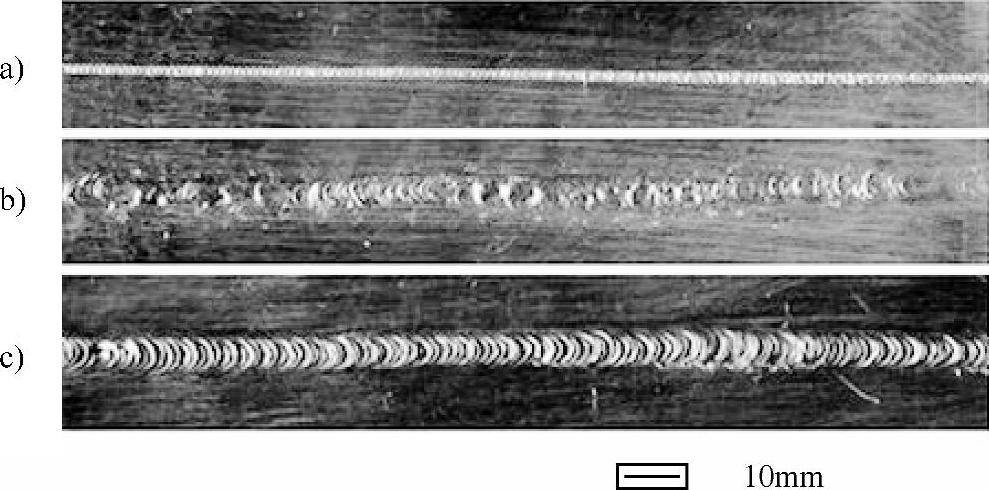
图3-24 采用不同焊接方法获得的AZ31B镁合金焊缝表面成形
a)激光焊 b)GTAW焊 c)激光-电弧复合焊接(https://www.xing528.com)
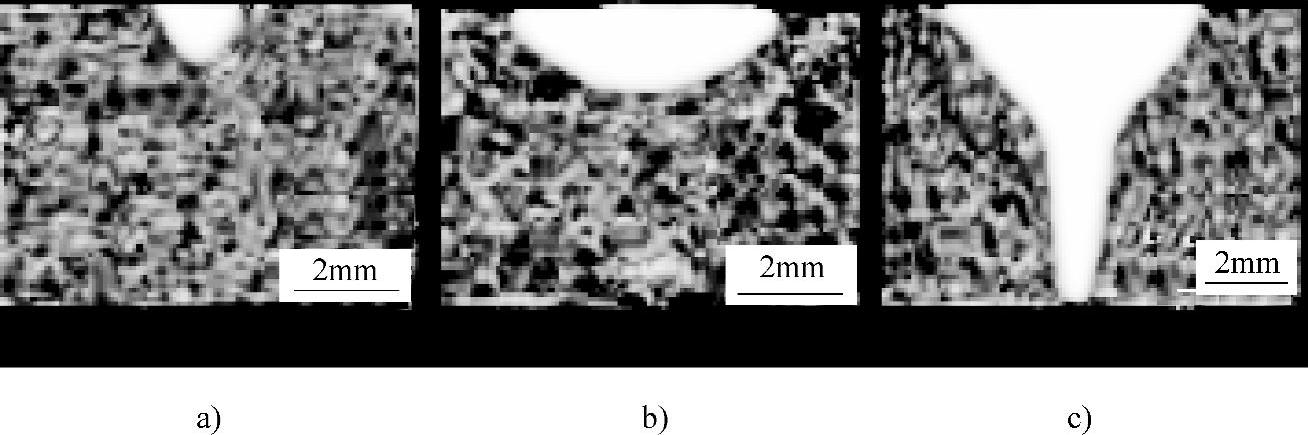
图3-25 镁合金焊接接头的横截面形貌
a)激光焊 b)GTAW焊 c)激光-GTAW复合焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。