



采用2kW的光纤激光-GMAW复合焊接厚1.5mm的CP-Ti型钛合金板,结果表明,复合焊缝成形美观、表面呈银色,复合焊接速度可达9m/min;复合焊缝硬度(212HV)及抗拉强度(400MPa)均高于母材(150HV,375MPa),复合焊接焊缝塑性优于激光焊,如图3-20所示。
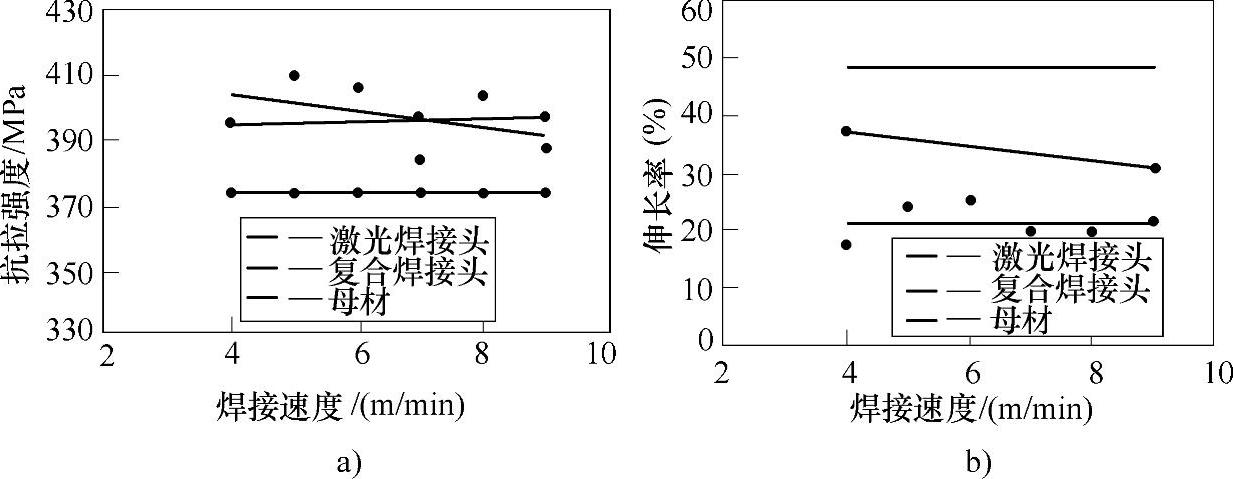
图3-20 复合焊接焊缝与母材性能对比
a)抗拉强度 b)伸长率
在YAG激光-GMAW复合焊接Ti6-4钛合金时发现,通过优化激光参数使激光作用于熔池表面接近熔池边缘区域,激光作用热斑点对电弧阴极斑点具有吸引作用,防止了阴极斑点对熔滴过渡、熔池金属流动的干扰,增强了焊接过程稳定性,如图3-21所示。激光稳定阴极斑点所需能量与光斑直径、焊接速度相关。光斑直径、焊接速度越大,所需激光能量越大。当光斑直径小于0.6mm,激光功率只需200W就能稳定阴极斑点,实现电弧的稳定燃烧。从而有利于减少飞溅、改善焊缝成形。
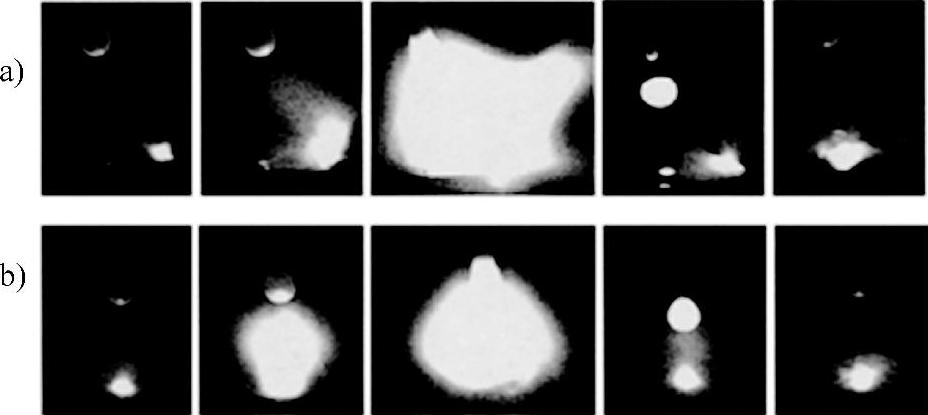
图3-21 电弧形态及熔滴过渡特点
a)GMAW焊接 b)激光+GMAW复合焊接
对比了单一激光和激光-GMAW两种热源对接焊厚4mm的Ti-Al-Zr-Fe型钛合金板的焊接特性,结果发现,在激光功率为8kW、焊接速度1.8m/min的条件下,这两种热源焊接的焊缝成形良好、无宏观缺陷(见图3-22);激光-GMAW复合热源对焊缝成形的调整和控制能力更强。焊接试件力学性能测试的结果表明,激光-GMAW复合热源焊接接头拉伸试样断裂于母材,并可以承受更大的弯曲角度。(https://www.xing528.com)
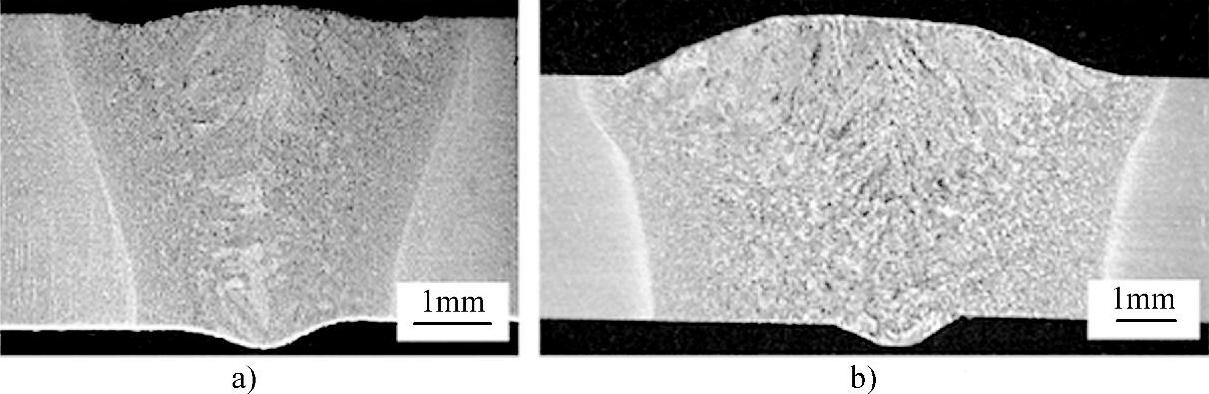
图3-22 激光焊和激光-GMAW焊的接头横截面形貌
a)激光焊接头的横截面形貌 b)激光-GMAW焊接头的横截面形貌
曾用低功率激光-复合热源焊接了钛合金薄板T形结构件,结果表明,激光-复合热源焊接过程中激光可以诱导增强电弧,提高电弧的穿透能力,易于进行T形结构件的连接;形成均匀细密鱼鳞纹的焊缝,接头背面熔透均匀、过渡平缓,焊缝宽度小(见图3-23)。焊缝主要由α′相和β相组成,焊接时,脉冲激光和GTAW脉冲电流对熔池的搅拌作用以及金属蒸气和等离子体喷射对熔池的搅拌作用使得细小α′相针状疏松散乱。
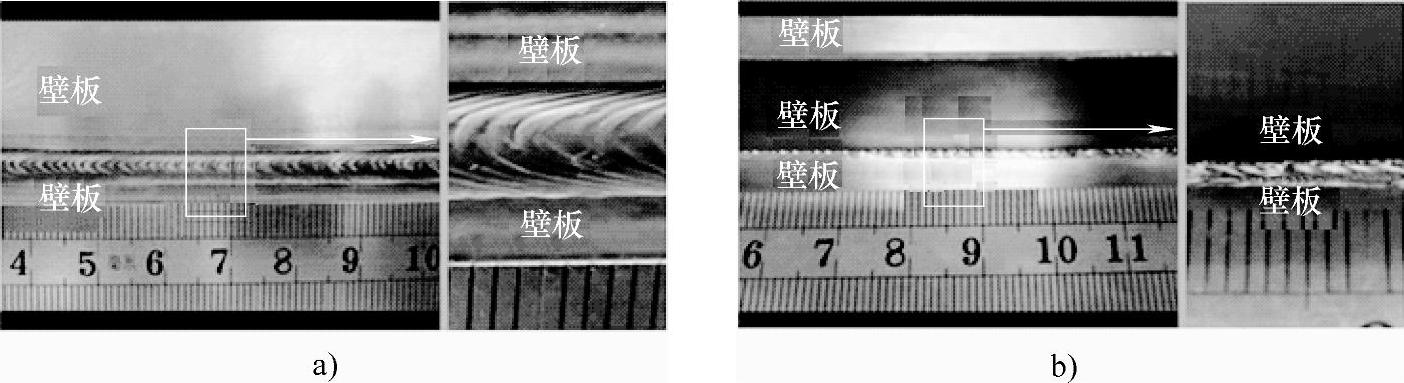
图3-23 激光-直流脉冲TIG焊接接头宏观形貌
a)激光-直流脉冲GTAW焊缝正面 b)激光-直流脉冲GTAW焊缝背面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。