



采用3.5kW的YAG激光-GMAW复合焊接厚5mm A5083(LF4)铝合金,发现复合焊缝形状与间隙大小、热源作用效率、预热作用及间隙内熔融金属行为关系密切,间隙的存在改变了电弧热作用集中区域和熔滴进入熔池方位,如图3-17所示。当激光作用在熔池表面电弧中心及熔滴过渡点时,复合焊接效果最好,激光对熔滴过渡影响不大。而当激光作用在熔滴过渡路径上时,会导致飞溅增多,焊接过程不稳定。
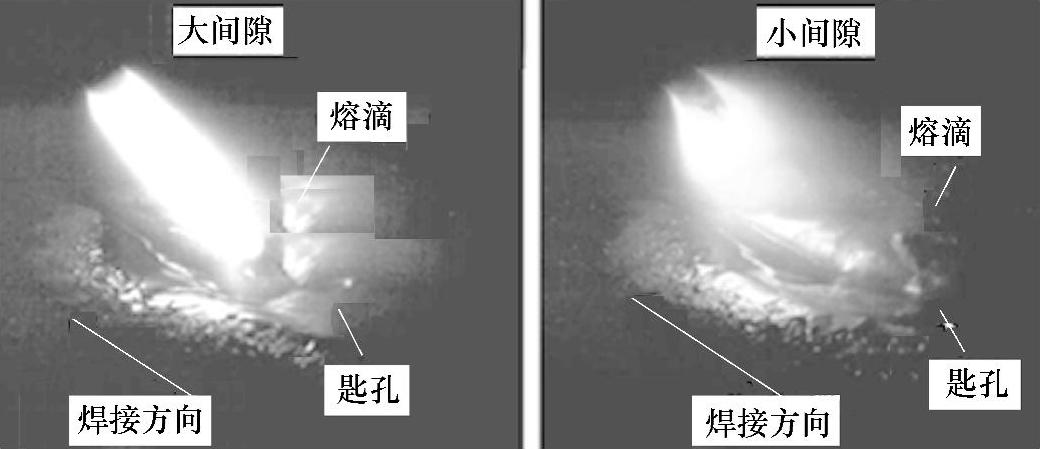
图3-17 不同间隙复合焊电弧及熔滴作用区
采用5kWCO2激光-GMAW复合焊接5052轧制铝合金板材过程中,试验了惰性气体对焊缝成形和熔深的影响。结果表明,单独采用He气时,焊接电压提高、电弧稳定性变差,从而焊接熔深较小;单独采用Ar气时,焊缝成形美观,但熔深也较小;当Ar气和He气的体积分数φ(体积比)为0.2时,焊接熔深最大,如图3-18所示。
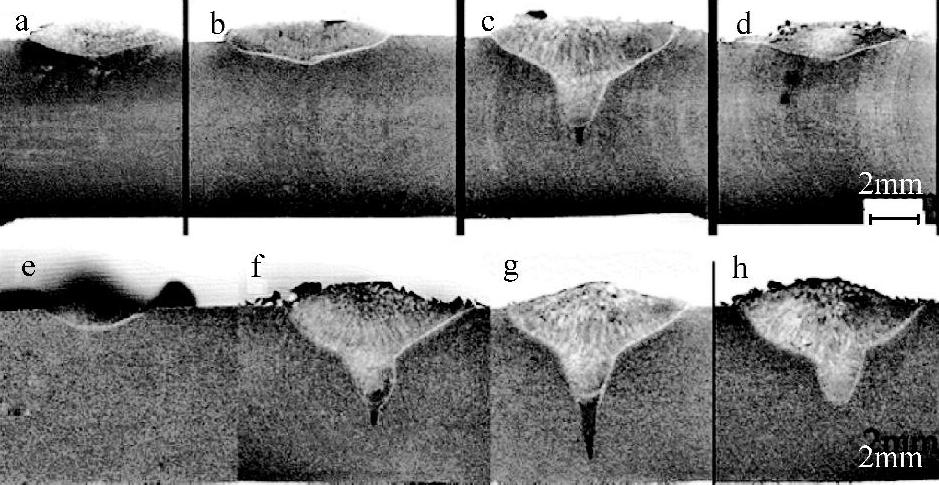
图3-18 不同成分保护气下的焊缝横断面(https://www.xing528.com)
a)φ(Ar)∶φ(He)=10∶0 b)φ(Ar)∶φ(He)=30∶0 c)φ(Ar)∶φ(He)=5∶5 d)φ(Ar)∶φ(He)=30∶5 e)φ(Ar)∶φ(He)=0∶10 f)φ(Ar)∶φ(He)=0∶15 g)φ(Ar)∶φ(He)=5∶15 h)φ(Ar)∶φ(He)=30∶15
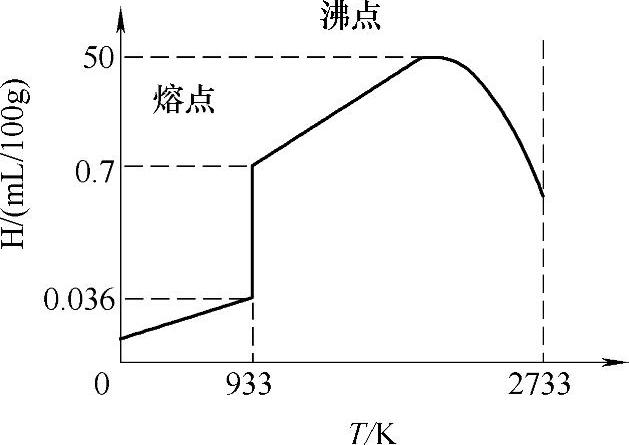
图3-19 氢在铝中的溶解度
采用光纤激光器进行了5754铝合金激光-GMAW复合搭接焊工艺试验,研究了铝合金激光-GMAW复合焊接焊缝内部氢气孔、工艺气孔及夹层气孔的形貌与分布特征。根据氢在铝中溶解度的差异(见图3-19),深入分析了这3类气孔的形成机理,探讨了铝合金激光-GMAW复合焊接气孔的产生倾向。结果表明,氢气孔的形成与熔池中的氢析出、聚集与合并有关,工艺气孔产生的根源是焊接过程小孔的瞬间失稳,而夹层气孔则与搭接处的难熔氧化膜密切相关。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。