



采用3kW的CO2激光-GMAW电弧复合焊接8mm厚的304不锈钢,当激光与电弧间距为2~3mm时,可以避免熔池动荡而促进小孔形成;当激光焦点在金属表面以下时能获得较大熔深,其中短路过渡时约为4~6mm,射滴过渡时约为6~8mm;而采用射滴过渡模式有利于焊接稳定性。保护气体中氦气含量对焊接过程影响较大,氦气的体积分数为30%时,能减少等离子体的形成而降低对激光能量的吸收率,体积分数为30%~40%时,焊接效率较高,而氦气的体积分数高于40%时熔深增加并不明显。
采用3kW的YAG激光-GMAW复合焊接厚20mm的AISI304L不锈钢,在保证电弧能延伸至窄间隙(间隙角度8°~12°)坡口底部的基础上,仅4道焊道完成20mm厚板材的对接焊,焊缝横截面如图3-15所示。发现,激光作用热斑点对电弧有吸引作用,有利于电弧延伸至坡口底部,焊缝变形小、质量优良。间隙1mm、钝边7mm的窄间隙对接坡口,采用YAG激光-GMAW复合焊接方法,在0.9m/min焊接速度下,仅需焊接3道即可实现20mm厚板材的焊接。
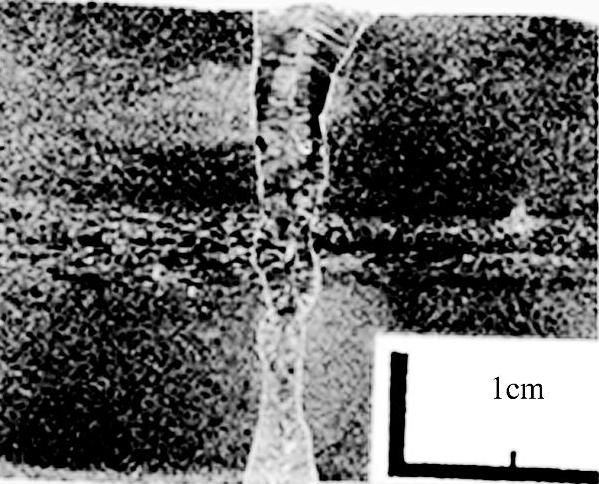
图3-15 窄间隙复合对接焊焊缝横截面(https://www.xing528.com)
采用2kW的YAG激光-GMAW复合焊接厚6mm 1Cr18Ni9Ti不锈钢,发现复合焊缝熔深最高可达激光焊的2倍、GMAW的4倍。随着焊接速度的提高,单独GMAW会出现断弧现象,而复合焊接则比较稳定,激光的加入,增大了熔滴的过渡频率,降低了电弧失稳临界电流,减小了电弧电流及电压的波动。而且复合焊接的电弧短路峰值电流比单GMAW焊的小很多,使复合焊接过程中飞溅大量减少。激光的加入,稳定了短路焊接过程电弧电流、电压的波动,如图3-16所示。
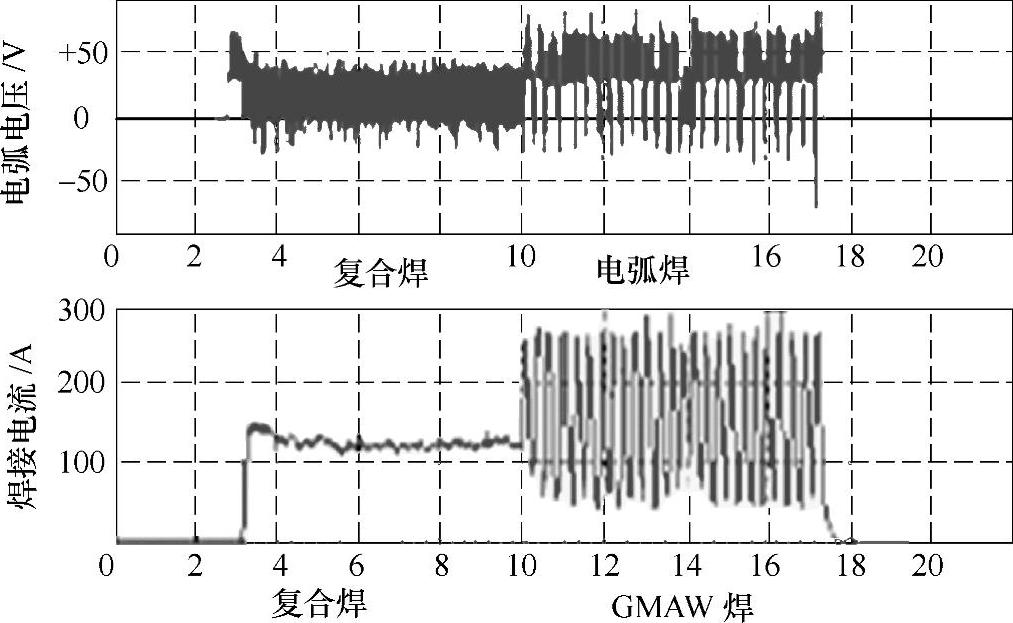
图3-16 GMAW及复合焊电流电压波形图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。