



【摘要】:GTAW电弧焊为非熔化极焊接,因此与激光复合焊接,工艺过程相对简单,激光束与电弧可以是旁轴排布,也可以是同轴排布。在较宽的焊接参数范围内,激光与GTAW电弧的相互作用会产生增强效果,不仅提高焊缝熔深、焊接速度,同时对焊接过程稳定性具有明显的改善。研究表明,激光-GTAW双面复合焊也可以显著增加接头熔深,降低焊缝中气孔的数量,改善焊缝成形。
对激光-电弧复合焊接的最早研究就是从CO2激光与GTAW电弧的旁轴复合开始的,激光-电弧旁轴复合焊接如图3-3所示。GTAW电弧焊为非熔化极焊接,因此与激光复合焊接,工艺过程相对简单,激光束与电弧可以是旁轴排布,也可以是同轴排布。

图3-3 激光-GTAW电弧旁轴复合焊接
1—熔池 2—小孔 3—激光束 4—GTAW焊枪 5—电弧 6—焊件
激光-GTAW电弧复合热源焊接过程中,激光光束与电弧的夹角及作用间距、GTAW电弧高度及电流大小、激光功率及输出方式、气体保护方式及流量等参数是影响激光与GTAW电弧复合焊接效果的主要因素。在较宽的焊接参数范围内,激光与GTAW电弧的相互作用会产生增强效果,不仅提高焊缝熔深、焊接速度,同时对焊接过程稳定性具有明显的改善。研究结果表明,复合焊接中,GTAW电弧缓和了激光照射部位的急剧冷却,不仅对防止凝固裂纹及缩孔、气孔等焊缝内部缺陷的产生具有良好的抑制效果,同时有利于减少咬边等焊缝成形缺陷,与GTAW焊相比,可以显著提升焊接接头的抗拉强度和疲劳强度等力学性能。(https://www.xing528.com)
激光-GTAW电弧复合焊接不仅可以采用单面复合焊接,还可以采用激光与GTAW电弧双面复合焊,如图3-4所示。研究表明,激光-GTAW双面复合焊也可以显著增加接头熔深,降低焊缝中气孔的数量,改善焊缝成形。
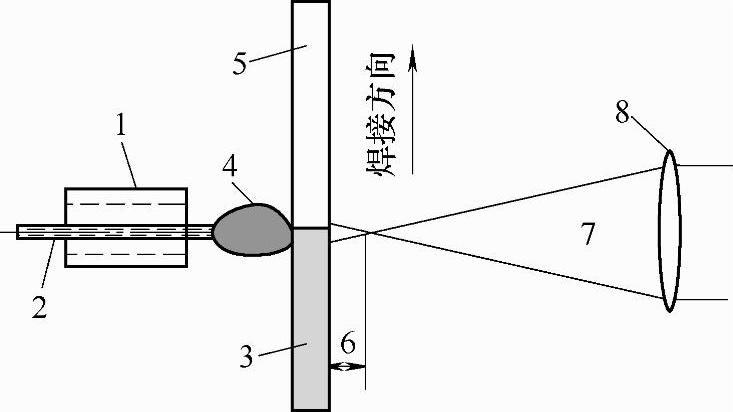
图3-4 激光-GTAW电弧双面焊
1—喷嘴 2—电弧电极 3—焊缝 4—电弧 5—焊件 6—激光焦距 7—激光束 8—聚焦镜
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。