



【摘要】:在大型制管生产线中,板材以制管速度连续送入轧管机轧制成形。因原材料卷钢板的长度有限,必须在进入轧管机之前将其拼焊接长,但不允许中断制管生产连续进行。大量的前期焊接工艺试验证明,只有Tandem GMAW高效焊接法能够满足这一要求。板材型号规格、接头形式如下:1)制管钢板型号。450~700MPa强度级别的管线钢。2)焊缝余高应低于母材表面0.5~1.0mm。经生产验证的板材拼接TandemGMAW的焊接参数,列于表2-31。图2-89 卷钢板拼接Tandem GMAW自动焊设备的全貌
在大型制管生产线中,板材以制管速度连续送入轧管机轧制成形。因原材料卷钢板的长度有限,必须在进入轧管机之前将其拼焊接长,但不允许中断制管生产连续进行。因此,要求在90s之内焊完长1000mm板材的拼接缝。大量的前期焊接工艺试验证明,只有Tandem GMAW高效焊接法能够满足这一要求。板材型号规格、接头形式如下:
1)制管钢板型号。450~700MPa强度级别的管线钢。
2)板厚。8mm、10mm、16mm和20mm。
3)接头形式。直边对接,间隙1~3mm。
4)拼缝长度。1000mm。
焊接工艺要求:
1)采用单面焊双面成形工艺,焊缝背面加水冷铜衬垫强制成形。
2)焊缝余高应低于母材表面0.5~1.0mm。
3)焊接不同厚度板材时,焊接速度不应低于下列规定值:
板材厚度:20mm时,焊接速度≥100cm/min。(https://www.xing528.com)
16mm时,焊接速度≥150cm/min。
8~12mm时,焊接速度≥200cm/min。
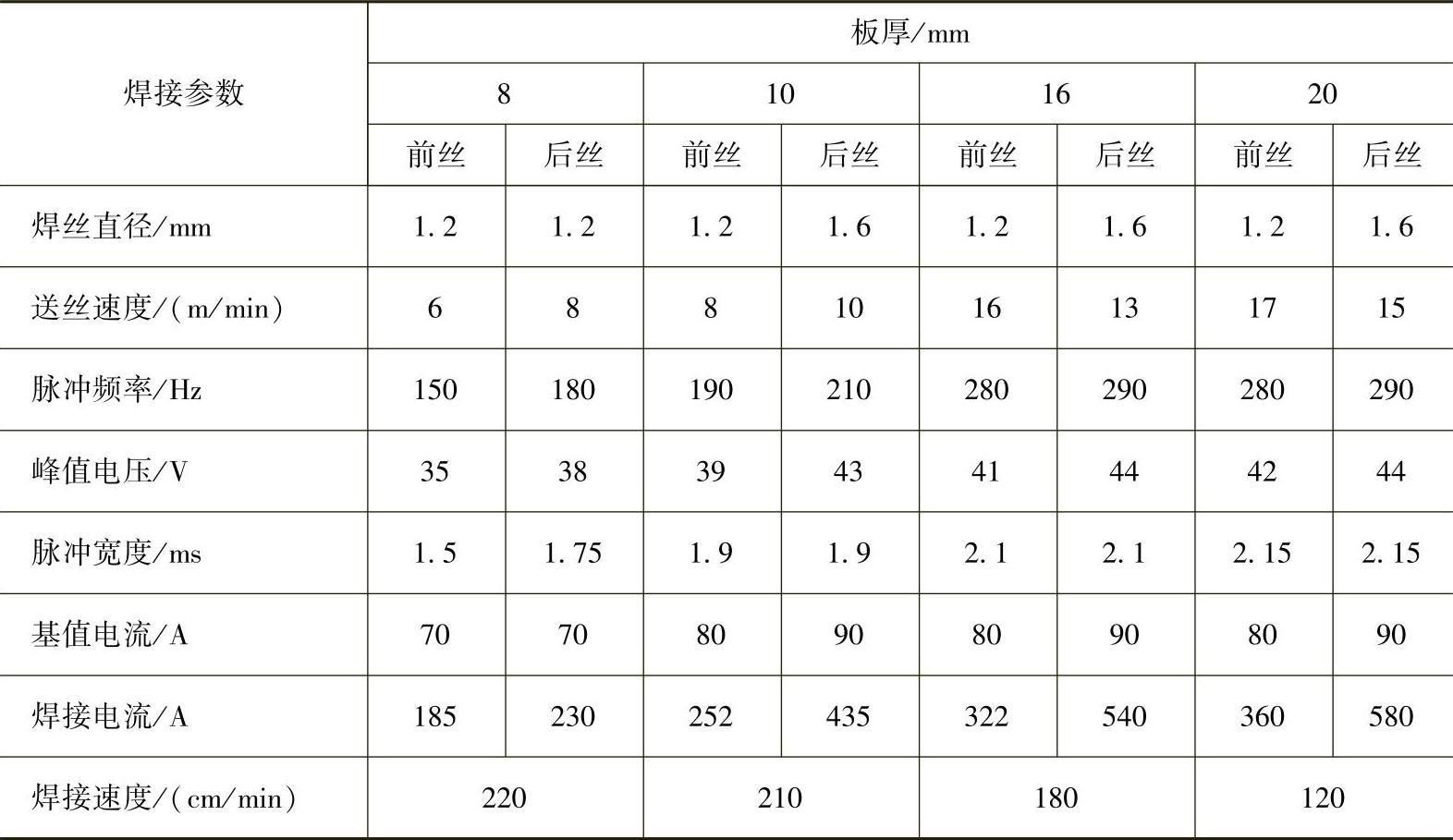
经生产验证的板材拼接TandemGMAW的焊接参数,列于表2-31。
表2-31 板材拼接TandemGMAW的焊接参数
卷钢板拼接TandemGMAW自动焊接设备的全貌,如图2-89所示。

图2-89 卷钢板拼接Tandem GMAW自动焊设备的全貌
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。