



Tandem GMAW的焊接参数相对比较复杂。首先前导焊丝和尾随焊丝分别由单独的焊接电源供电,以两组不同的焊接参数建立两支电弧。其次两根焊丝的间距与夹角也是影响焊接过程的重要参数。对于同熔池双弧焊,两焊丝的间距通常取5~8mm,焊丝伸出长度为15~20mm,其焊丝间距及伸出长度如图2-75所示。
为进一步提高TandemGMAW的工艺适应性,对焊枪的结构进行了改进,可在较宽的范围内调节焊丝间距和夹角,如图2-76所示。当焊丝间距扩大至20mm时,焊接过程的工艺适应性提高,甚至不必采用优化脉冲电流,仍能保持电弧的稳定性。
图2-77示出尾随焊丝的位置对焊接熔池形状的影响。当尾随焊丝电弧作用于前导焊丝电弧建立的熔池顶部时(见图2-77a),则熔深较浅,可实现高速焊接。如将尾随焊丝电弧的位置调整到焊接熔池的中央(见图2-77b),则可获得较大的熔深和高的熔敷速度。在设定Tandem GMAW的焊接参数时,通常将前导焊丝的熔敷速度调整到总熔敷速度的60%。尾随焊丝电弧的作用除了补充填充金属外,还可控制焊缝的成形和坡口侧壁的熔合。
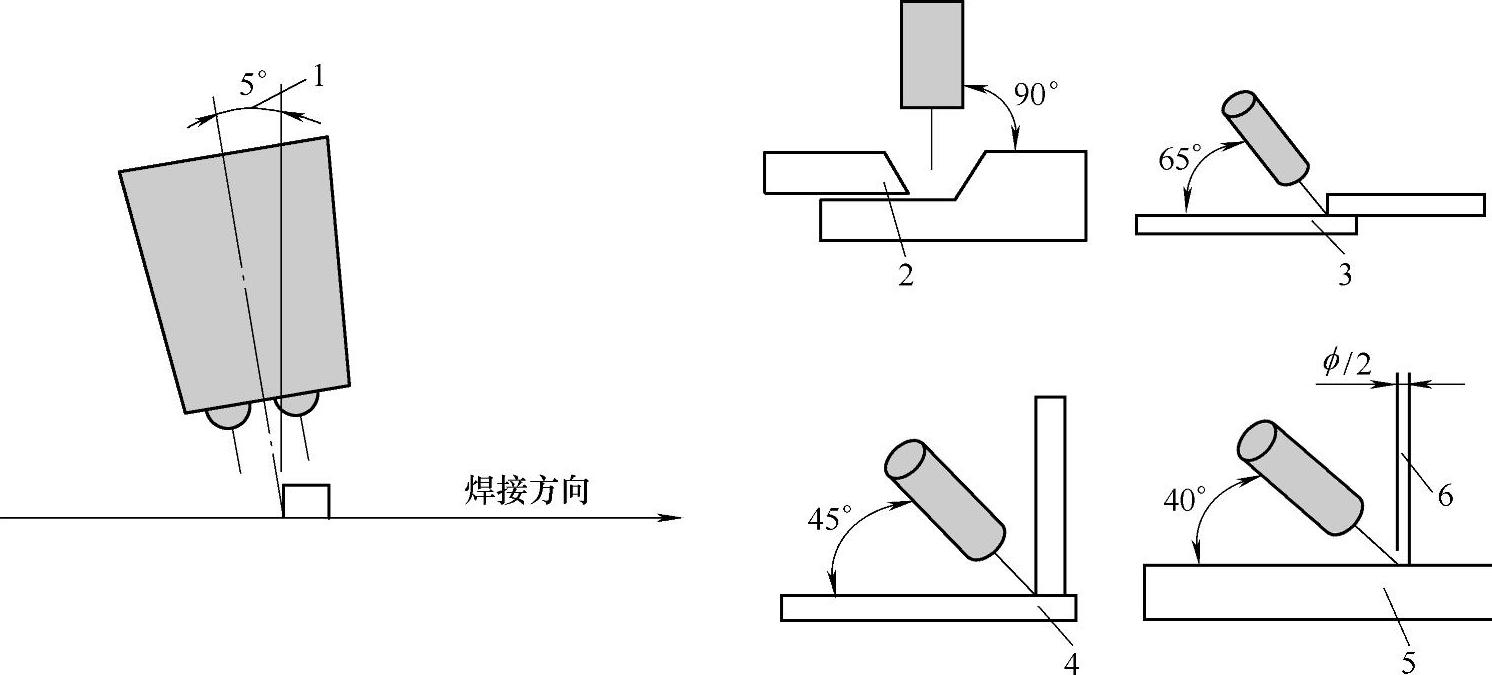
Tandem GMAW焊接各种形式接头时,焊枪最佳倾角见图2-78。焊枪相对于焊接方向的推进角一般取5°。
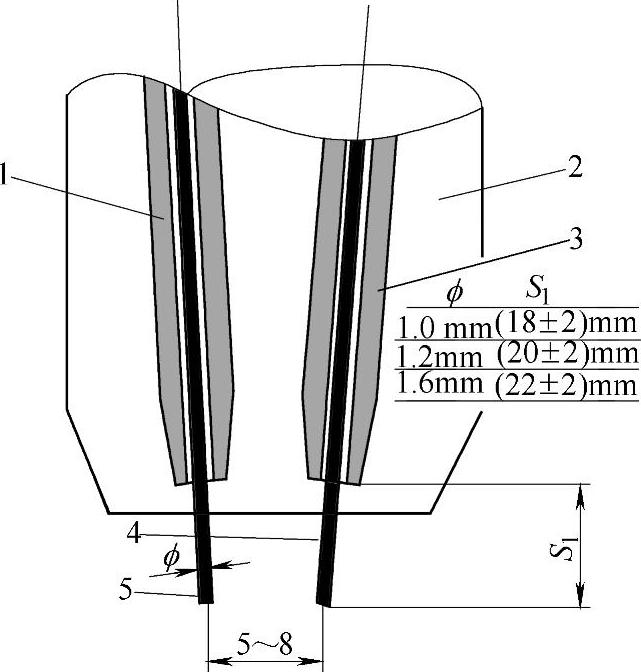
图2-75 Tandem GMAW时常规焊丝间距及伸出长度
1—导电嘴1 2—气体喷嘴 3—导电嘴2 4—焊丝2 5—焊丝1
ϕ—焊丝直径 S1—焊丝伸出长度
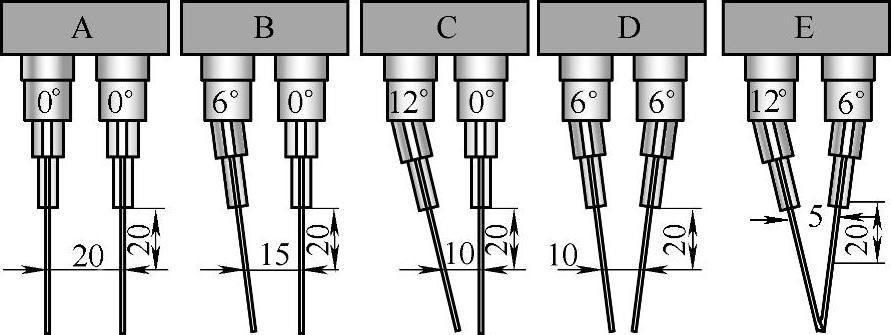
图2-76 改进型焊枪的焊丝间距和夹角可调节的范围
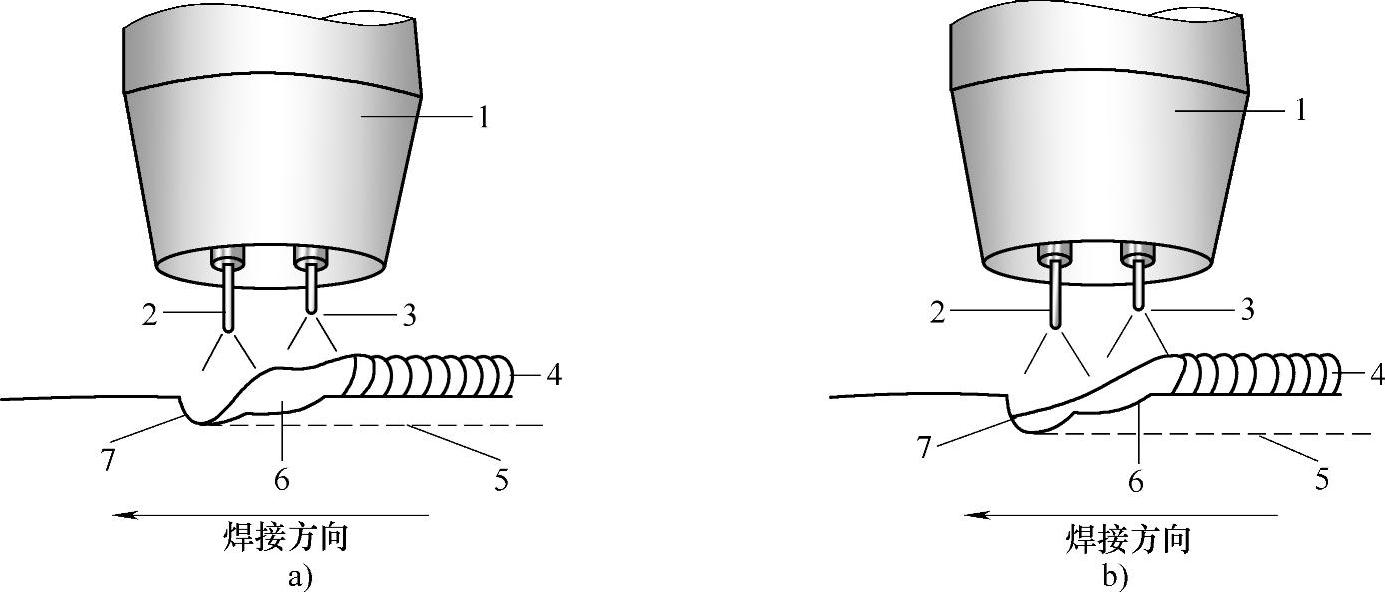
图2-77 尾随焊丝位置对焊接熔池形状的影响
a)熔深较浅实现高速焊接 b)较大的熔深和高的熔敷速度
1—保护气喷嘴 2—前导焊丝电弧 3—尾随焊丝电弧 4—焊道 5—熔透深度 6—焊接熔池 7—前导焊丝电弧形成的熔深
 (https://www.xing528.com)
(https://www.xing528.com)
图2-78 Tandem GMAW焊接各种形式接头时焊枪的最佳倾角
1—推进角 2—平焊(开坡口对接、角接和搭接) 3—平角焊(搭接) 4—平角焊(小尺寸角焊缝) 5—平角焊(大尺寸角焊缝) 6—1/2ϕ焊丝直径
Tandem GMAW已在各类金属结构制造行业得到了广泛的应用,并在碳钢、低合金钢、铬镍不锈钢和铝合金的焊接中积累了较丰富的经验,表2-24~表2-26分别列出了这些材料各种焊接接头,不同板厚和焊接位置的标准焊接参数。
表2-24 碳钢低合金钢TandemGMAW的标准焊接参数
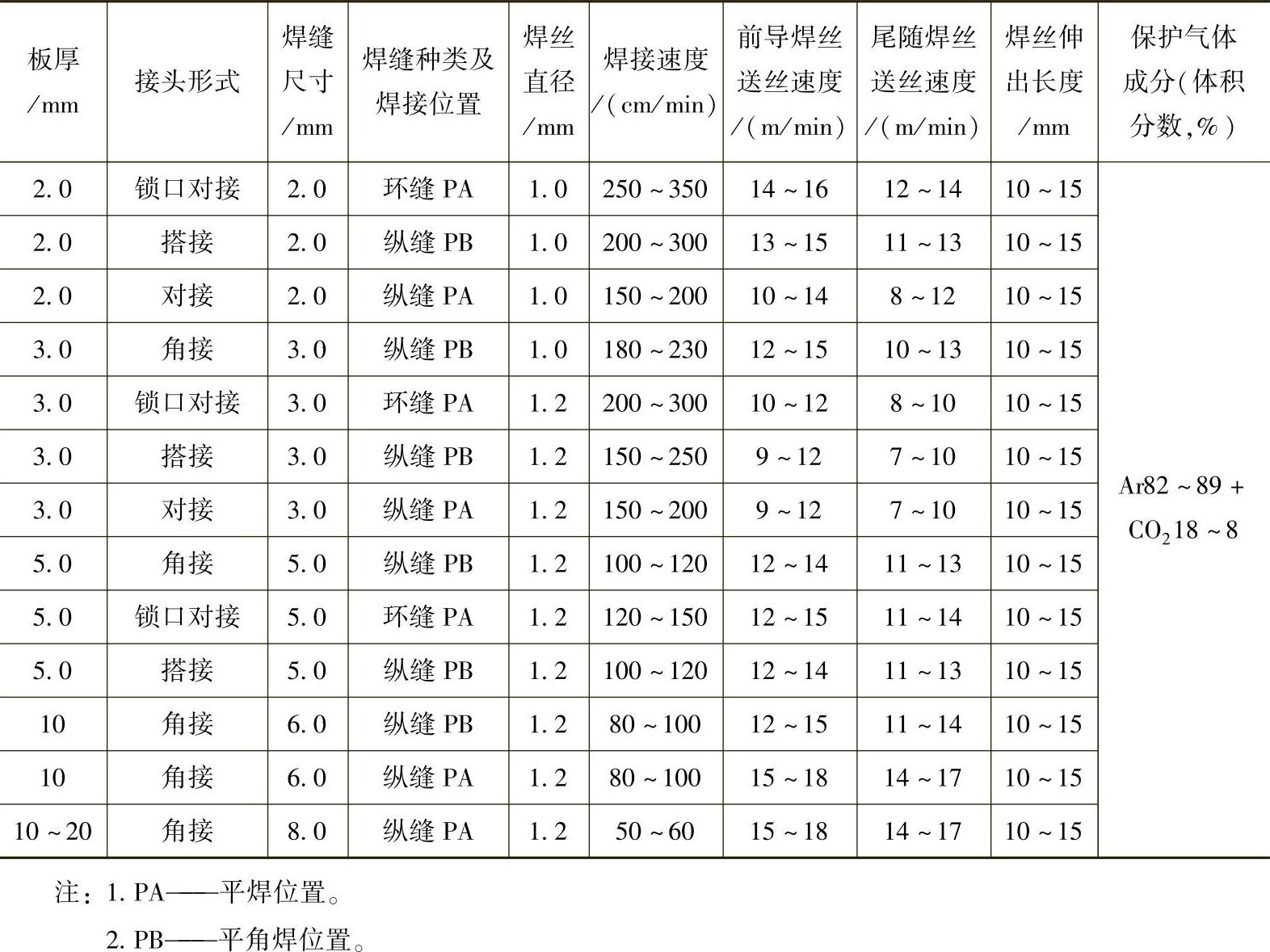
表2-25 铬镍不锈钢TandemGMAW的标准焊接参数
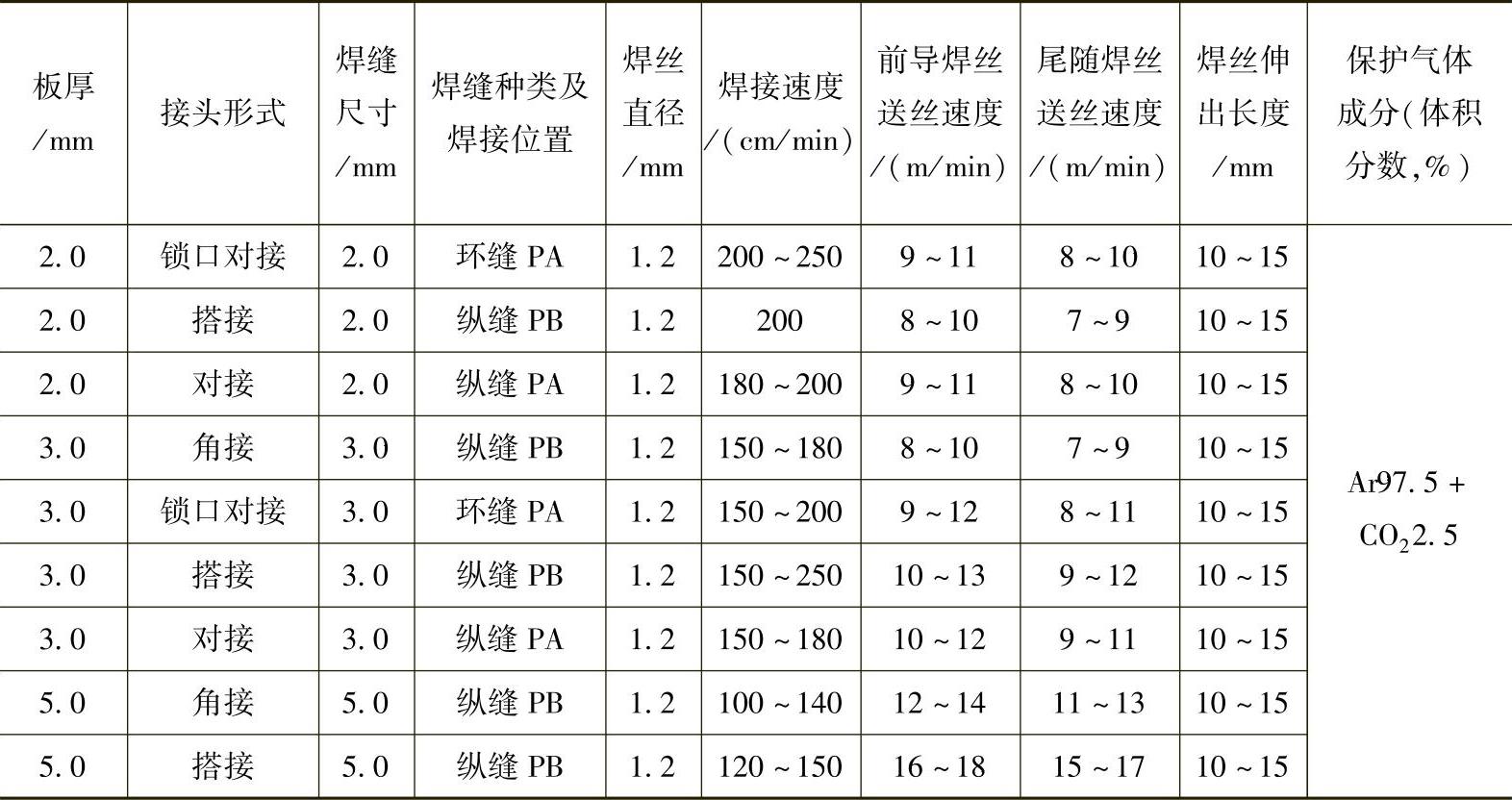
注:1.采用脉冲/脉冲工作模式。
2.PA——平焊位置,PB——平角焊位置。
表2-26 铝合金TandemGMAW的标准焊接参数
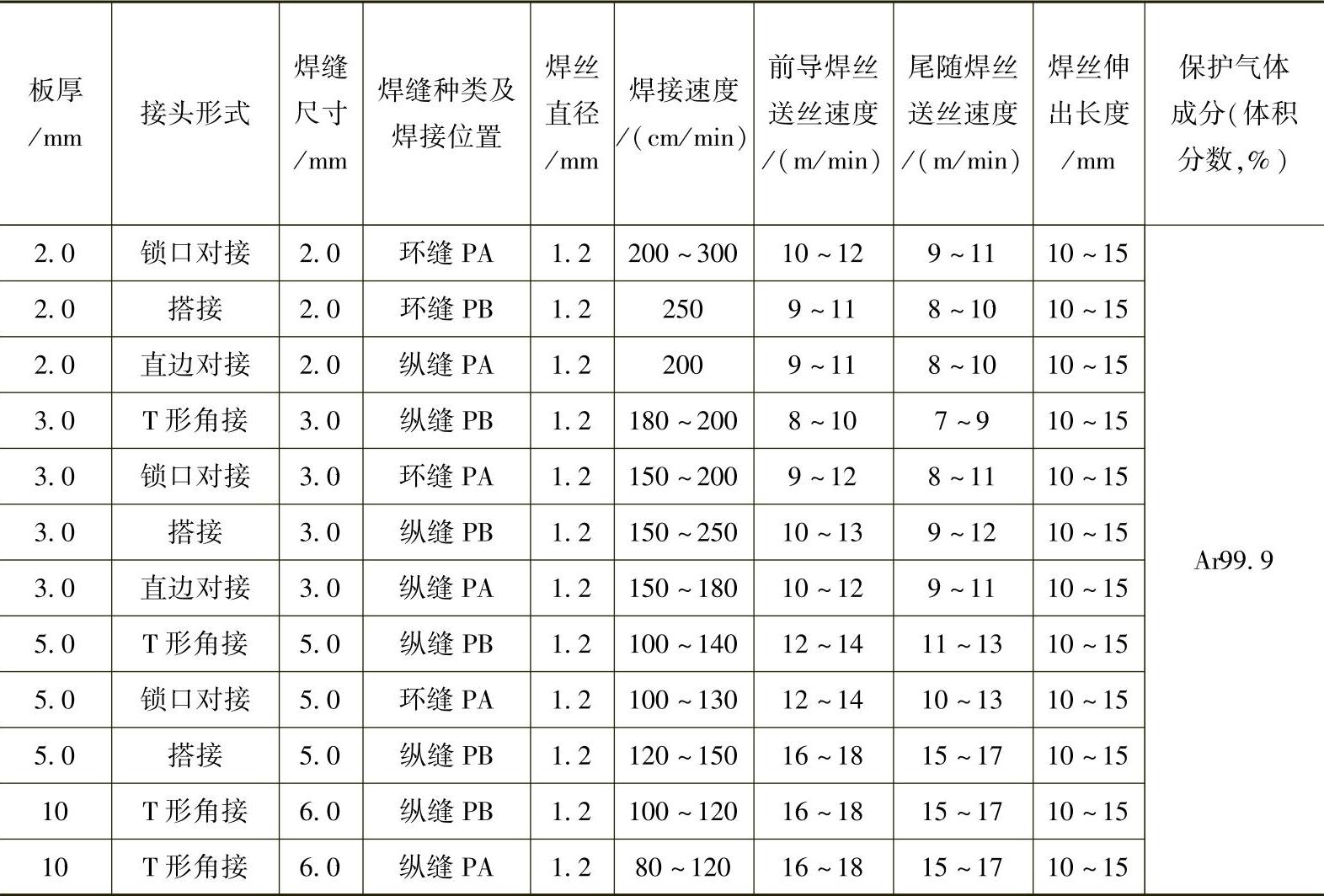
注:1.采用脉冲/脉冲工作模式。
2.PA——平焊位置,PB——平角焊位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。