



【摘要】:图2-72 高效GMAW适用的焊接参数范围1—传统GMAW法 2—T.I.M.E焊接法 3—高速GMAW法 4—金属粉芯焊丝GMAW 5—快速短路过渡GMAW 6—Tandem GMAW图2-73 送丝速度与焊接电流及熔滴过渡形式的关系a)焊丝直径为1.0mm b)焊丝直径为1.2mm1—短路过渡 2—混合过渡 3—喷射过渡图2-74 高效GMAW焊接电流与电弧电压的匹配关系1—脉冲电弧 2—短路过渡电弧 3—喷射过渡电弧 4—旋转喷射过渡电弧
高效GMAW焊接工艺与常规GMAW焊接工艺相比,其主要差别在于焊接参数的不同,前者无例外地采用了高能量的焊接参数,图2-72为几种高效GMAW适用的焊接参数范围。对于ϕ1.2mm的实心焊丝,最高送丝速度已超过35m/min。最大焊接电流达800A。
不同直径焊丝的送丝速度与焊接电流,以及熔滴过渡形式的关系见图2-73。从图2-73中可见,在富Ar混合气体保护下,当焊接电流大于300A,电弧电压高于30V时,即能产生稳定的喷射过渡。当以350A、以上的焊接参数GMAW焊接时,则产生高熔敷率的旋转喷射过渡。同时,焊接电流与电弧电压之间应在图2-74曲线所示的范围内严格匹配,否则焊接过程将失稳。
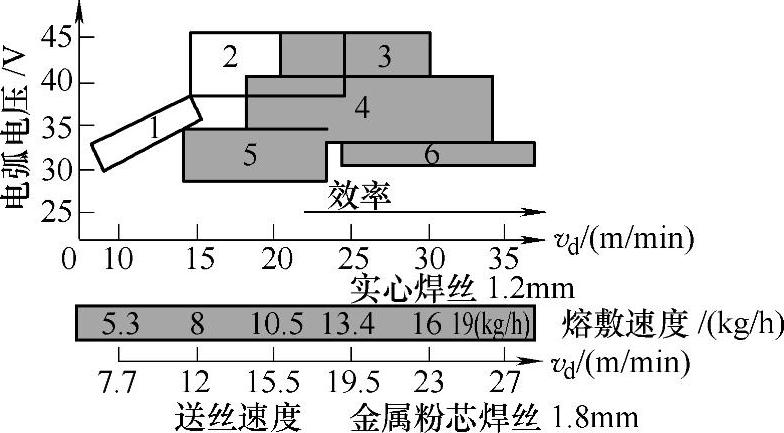
图2-72 高效GMAW适用的焊接参数范围
1—传统GMAW法 2—T.I.M.E焊接法 3—高速GMAW法 4—金属粉芯焊丝GMAW 5—快速短路过渡GMAW 6—Tandem GMAW
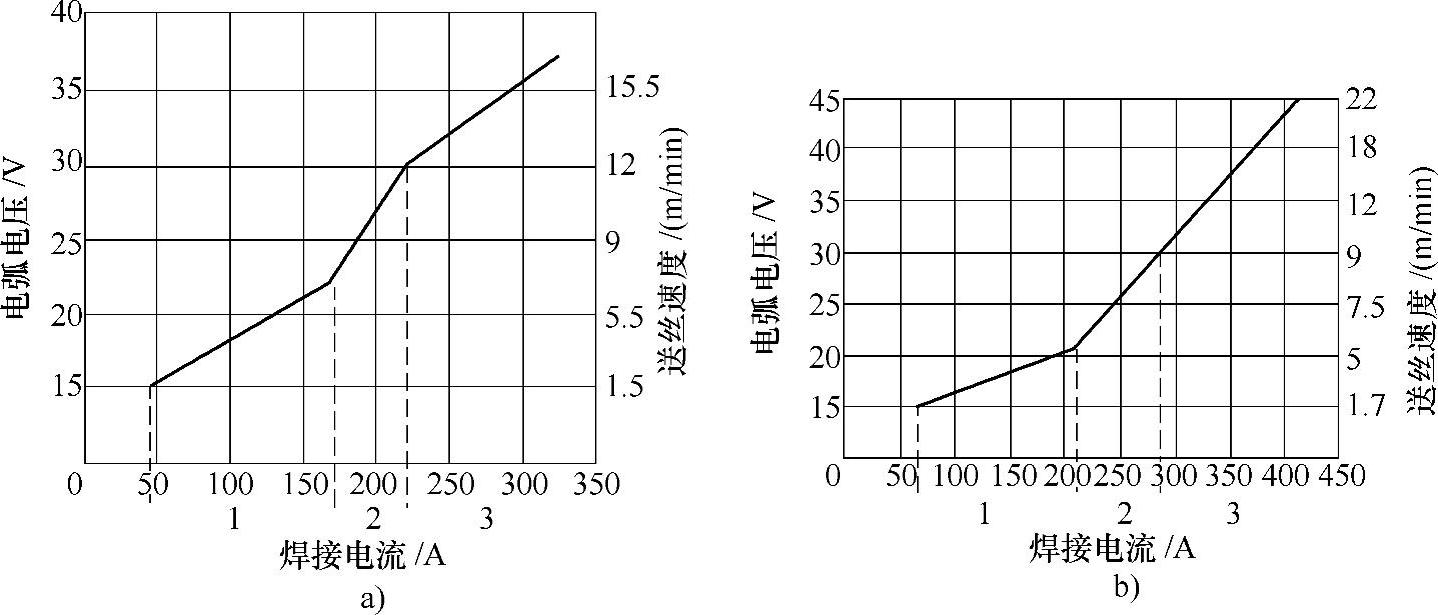
图2-73 送丝速度与焊接电流及熔滴过渡形式的关系(https://www.xing528.com)
a)焊丝直径为ϕ1.0mm b)焊丝直径为ϕ1.2mm
1—短路过渡 2—混合过渡 3—喷射过渡
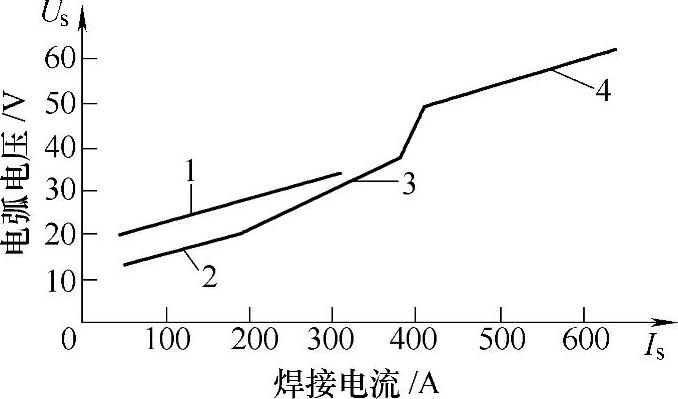
图2-74 高效GMAW焊接电流与电弧电压的匹配关系
1—脉冲电弧 2—短路过渡电弧 3—喷射过渡电弧 4—旋转喷射过渡电弧
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。