



1.Tandem高效GMAW的发展过程
Tandem高效GMAW是在T.I.M.E.高效GMAW的基础上发展起来的。在20世纪80年代,欧洲焊接工程界曾致力于T.I.M.E Twin(双丝)高效GMAW的试验研究,并研制出相应的焊接设备,使用富Ar二元混合气体代替昂贵的四元混合气体保护取得成功,曾一度将这种高效GMAW推广用于工业生产。但还是存在焊接过程不很稳定,适用的焊接参数范围过窄等实际问题。到1996年,协同控制Tandem GMAW研发成功,取代了早期的T.I.M.E Twin GMAW。2002年全数字控制GMAW焊接电源投入商品化生产,包括优化脉冲GMAW焊接电源。这种新一代GMAW焊接电源由于采用了反应速度极快的IGBT晶体管和以OSP(数字信号处理器为主控元件,与常规的脉冲GMAW焊接电源相比,控制速度和精度成百倍地提升,并可利用计算机软件优化焊接参数和编程,从根本上解决了Tandem GMAW法的稳定性问题。不久,德国CLoos公司和奥地利Fronius公司推出了全数字控制Tandem GMAW焊接系统,并在大规模工业生产中经受了考验。
在我国,工程机械和高速铁路车辆等制造行业率先从上述两家公司引进了全数字控制Tandem GMAW焊接系统,并很快投入了正常生产,取得了预期效果。可望今后10年内,这种先进的高效GMAW必将在各重要工业部门得到大面积的推广应用。
2.Tandem高效GMAW的工作原理
由图2-25可见,双丝串列高效GMAW中虽由两台焊接电源分别向两根焊丝单独供电,并形成两条焊接回路,但形成的两个电弧共同作用于同一个熔池,电弧间距较小,这样势必会相互干扰,主要有电磁力相互作用,电弧吹力和熔滴过渡的相互干扰等。若在焊接设备中不加协调控制系统的情况下,可能在某一特定的焊接电流和电弧电压下,前、后电弧燃烧过程和熔滴处于相互匹配的状态,各种干扰削弱到最小或相互抵消,焊接过程趋于稳定。但这是一种暂态现象,焊接电源输出特性的瞬时变化或其他焊接参数的波动都可能使这种状态失稳,使焊接飞溅严重,焊缝难以成形。因此,在双丝串列GMAW中必须解决在焊接参数全范围内使焊接过程稳定的技术关键。
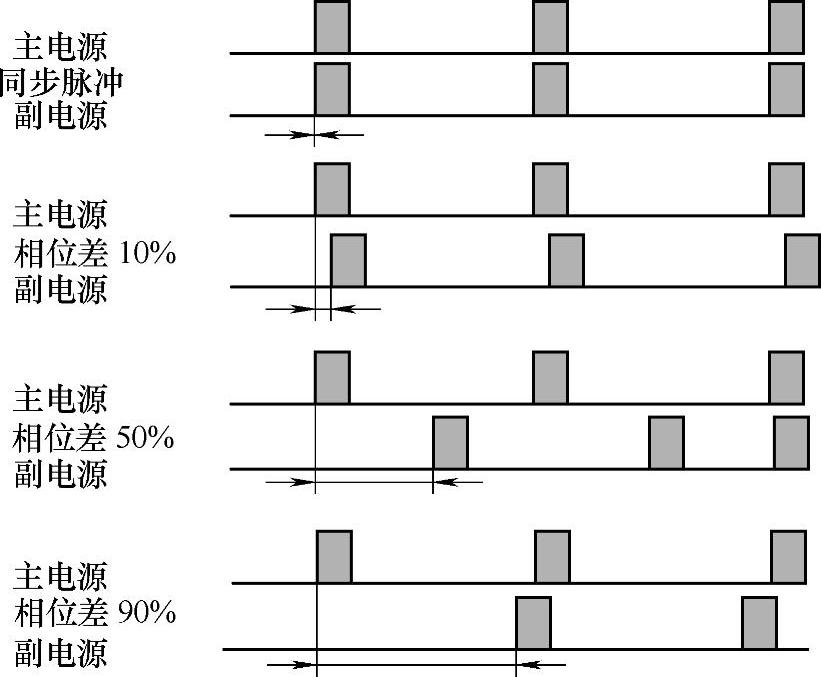
图2-27 Tandem GMAW主、副电源输出 电流波形不同的相位差
全数字控制脉冲GMAW焊接电源和伺服控制的送丝机,并应用计算机软件控制技术,则使协调控制两台焊接电源的输出特性成为可能。在焊接过程中,可利用功率脉冲使电弧始终处于射流过渡状态,并根据电弧参数的实时反馈,及时协调控制两台电源输出电流波形相位、峰值和频率等参数,使两束电弧,即使在外界条件变化的情况下始终保持稳定的状态。图2-27示出双丝串列GMAW系统主、副电源输出电流波形的不同相位差。试验证明,在大多数的工况下,前后丝脉冲电流的相位差为180°时,可以消除两电弧间的电磁干扰,达到稳定燃烧的状态。尤其是在铝合金GMAW焊接时,由于其熔点低、密度小和熔滴过渡时不会出现明显的喷射过渡转折点。虽然喷射过渡的焊接电流范围较大,但过渡过程却不很稳定。双丝串列GMAW焊接时两电弧更容易产生相互干扰,影响焊缝成形。若将前、后丝的脉冲电流相位差控制在180°,则电弧的稳定性和熔滴过渡可以达到最佳状态。前、后丝的熔滴过渡以推挽方式进行。铝合金双丝串列GMAW时,无论焊接电源输出电流预置值或高或低,由于协调控制系统的作用,两台电源输出脉冲电流频率被强制整定为相同。频率值以主电源为准,前后焊丝的焊接电流由脉宽决定。由图2-26可见,前丝电弧燃烧,并熔滴过渡时,后丝维弧,积累能量,待后丝焊接电流达到峰值时,前丝完成熔滴过渡,进入维弧状态,后丝电弧燃烧,并熔滴过渡,如此反复交替推挽工作,使焊接过程达到十分稳定的状态。
钢铁材料Tandem GMAW焊接时,情况有所不同,其熔滴过渡比铝合金稳定得多,射流过渡临界电流值可准确测定。焊接电流大于临界电流后,熔滴可在较宽的范围内稳定过渡。同时,熔滴和熔池表面张力的作用更加明显,这就使钢铁材料的Tandem GMAW焊接时,脉冲电流的控制方式有更多的选择。两电源输出脉冲电流的相位差可以是180°,也可以是其他任何相位差,甚至也可以同相。这时,前、后丝脉冲电流的频率可以任意设置。这种脉冲电流相位不加限制的功率输出大大提高了焊接工艺的适应性。最显著的优点是前、后两焊丝可以采用不同的输出功率,不同的材质和规格,以控制焊缝的熔深和成形。
3.Tandem高效GMAW中前、后焊丝的作用
在传统的单丝GMAW中,焊缝的熔深和表面成形往往不能同时满足特定的技术要求。若选用大的焊接电流、低的电弧电压焊接参数时,焊缝的熔深会明显地增加,熔滴过渡的稳定性降低,焊缝表面成形变差,而选用较低的焊接电流,并提高电弧电压,会使熔滴过渡渐趋稳定,表面成形改善,但熔深减小。一种常见的现象是,当熔深最大时,焊缝往往会出现严重的咬边;而表面成形最佳时,熔深可能达不到要求。因此在厚板焊接时,尽管焊接电源的输出功率足够大,本可以一次行程全焊透,但为保证焊缝质量,也只能采取多层多道焊工艺来完成,大大降低了焊接效率。
在Tandem GMAW焊接中,前、后焊丝可以根据焊接工艺的要求,赋予不同的作用。如要求既达到深熔,又使焊缝表面成形满意,则可将前置焊丝的焊接参数按深熔要求设置,即选用较大的焊接电流,较低的电弧电压,而尾随焊丝的焊接参数,则按表面成形的要求设置,即选用较低的焊接电流和较高的电弧电压。这样可以获得足够的熔深。表面成形良好的焊缝。对于板厚适中的接头,可以采用一次行程全焊透工艺,成倍地提高焊接效率。
Tandem GMAW中,前、后焊丝焊接参数的差异化设置也可以用于控制焊接热输入,改善焊缝金属的力学性能。在现代全数字控制Tandem GMAW设备中,可差异化设置的焊接参数包括:焊接电流、电弧电压、电弧控制模式、脉冲模式和脉冲波形参数等。某些Tandem GMAW设备还装有专家系统软件,可按设定的原始条件,自动进行前、后焊丝的差异化设置。图2-28示出CLOOS公司的Tandem Quinto焊接电源用于设定主、副机功能的软件界面。
4.TandemGMAW的高效机理
全数字控制Tandem GMAW焊接系统之所以能够达到相当高的效率,可归因于以下几点:
1)采用大功率的焊接参数,双丝在双弧高温的作用下,可大大提高焊丝的熔敷速度。
2)双弧在协调控制模式下,可以在高的焊接速度下形成无缺陷的焊缝。
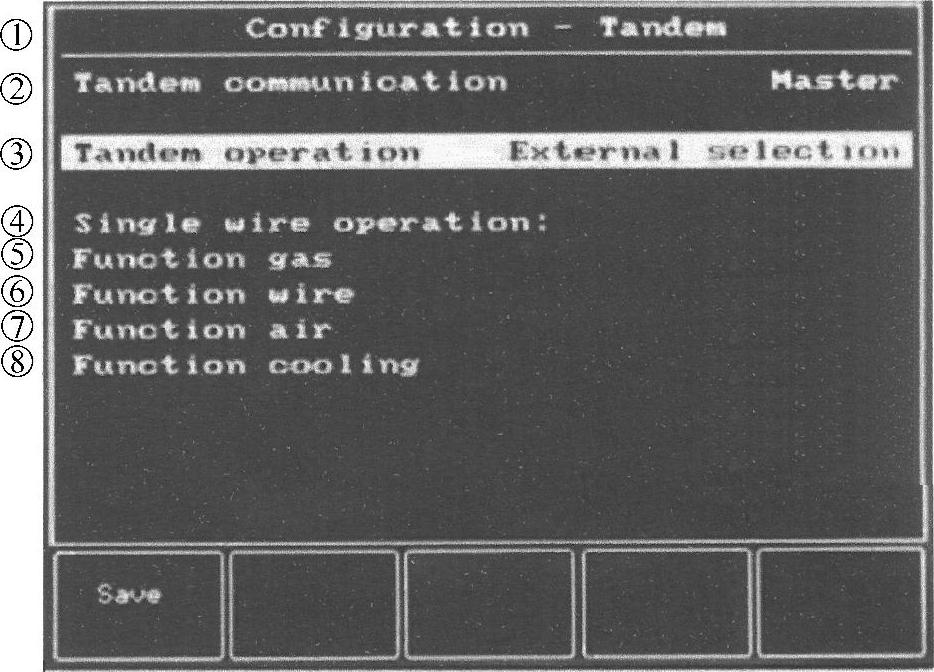
图2-28 Tandem Quinto焊接电源用于设定主、副机功能的软件界面
1—双丝串列功能设定 2—双丝串列GMAW主副电源通信 3—双丝串列操作 4—单丝操作 5—送气 6—送丝 7—通压缩空气 8—通冷却水
3)可对双丝的焊接参数实行差异化设置,使深熔的焊缝保持良好的外表成形,可以实现一次行程全焊透的焊接工艺。
4)主、副焊接电源的全数字协调控制,有效地消除了双弧之间的电磁干扰,可以根据接头的材质、板厚、坡口形式和技术要求,对双丝的焊接参数实行最佳匹配,可在保证接头质量的前提下达到最高的焊接效率。
(1)Tandem GMAW中双丝的热效率 在单丝GMAW法过程中,电能通过电弧转化为热量,其中一部分用于熔化母材金属形成熔池,另一部分用于熔化焊丝形成熔滴过渡。电弧的热量一部分通过熔池周围母材金属散失,另一部分则通过电弧气氛辐射散失,并达到所谓的热平衡。在双丝串列GMAW中,电弧热量分配与单丝焊有所不同,如图2-29所示,单丝焊时熔池散热的方向为360°,即冷却速度较快,而双丝焊时,熔池的散热方向为270°,即每根焊丝所形成的熔池有90°以上的界面未向母材散热,而是相互叠加,使熔池温度升高,并延长在高温的停留时间,同时焊丝端部又受到相邻电弧的辐射热,加快了焊丝的熔化速度。
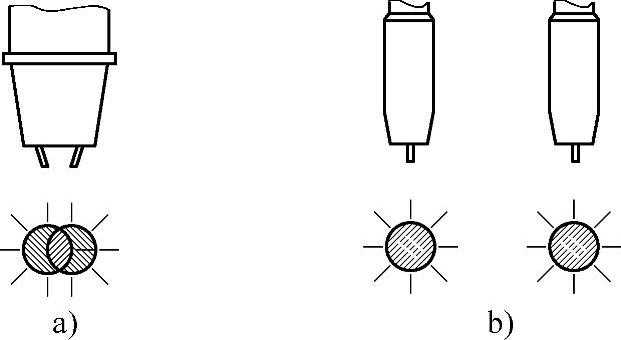
图2-29 单弧和双弧散热方向的对比
a)双丝焊 b)单丝焊
此外,焊丝的熔化速度还与焊丝伸出长度有关,在Tandem GMAW中,也利用了焊丝伸出长度的电阻热加快焊丝的熔化。在传统的单丝GMAW中,为保持稳定的熔滴过渡,通常选用20mm以下的焊丝伸出长度,而在Tandem GMAW中,由于采用了脉冲电流和高速送丝,可以将焊丝伸出长度增加到35mm以上,使焊丝端部的电阻加热成倍地提高。
熔化焊丝的总能量可用下式表达:
Pm=Ia(Um+IaRs)
式中 Ia——焊接电流;
Um——电弧电压;
Rs——焊丝伸出长度的电阻值。
由上式可见,总能量Pm与焊丝伸出长度成正比,伸出长度越大,电阻值越大,由此产生的电阻热越大。在高效Tandem GMAW法中,由于采用了较大的焊丝伸出长度,最高的送丝速度可提高到30m/min以上。
(2)Tandem GMAW的有效熔敷系数 在焊接工程上,焊丝的熔敷速度是表征焊接效率最直接的指标。在不同的焊接材料和焊接条件下,相同的焊接热输入产生的焊丝熔敷速度是不同的。对于确定的焊丝和保护气体,在相同的极性下,GMAW的焊丝熔敷系数是一定的。其熔敷速度可表达为:
M=KmIwi
式中 Km——焊丝的熔敷系数;
Iwi——熔化焊丝的电流(A)。
实际流经母材的电流Iwp为有效电流,焊丝熔敷速度与有效电流的比值称为有效熔敷系数,可以下式表达:
Kw=M/Iwp=KmIwi/Iwp
设Iwi/Iwp=N,则上式可表达为:
Kw=KmN
式中N是熔化焊丝的电流与有效电流之比,在传统的单丝GMAW中,Iwi=Iwp;Kw=Km。意即在提高熔敷速度的同时,焊接热输入随之增加。
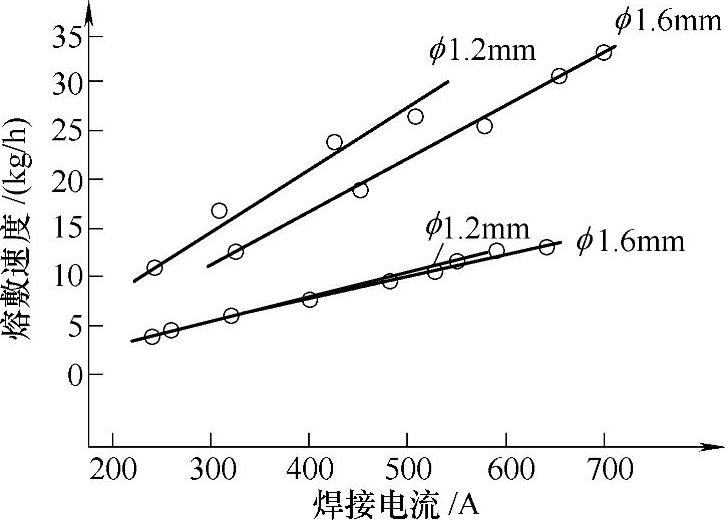
图2-30 焊接电流与焊丝熔敷量的关系
在Tandem GMAW法中,主、副电源脉冲电流的有效值I1和I2如图2-30所示。I1和I2的有效值可按下式计算:(https://www.xing528.com)

若Ip>Ib,则I1+I2>Ip+Ib
若Tp=Tb,且Ib<<Ip,则I1=I2≈0.7IP
用于熔化焊丝的总电流Iwi=I1+I2=1.4Ip;
流经焊接熔池的总电流为有效电流,即Iwp=It
It是一种连续电流,数值上It≈Ip,即Iwp≈Ip。
由此得出,Iwi=1.4Iwp,或N=Iwi/Iwp=1.4。Tandem GMAW法的有效熔敷系数Kw=1.4Km。若设传统GMAW法的有效熔敷系数为0.8,则Tandem GMAW法的有效熔敷系数为1.12。所以在理论上,Tandem GMAW用于熔化焊丝的能量可以达到输入母材能量的1.4倍。换言之,其提高焊接效率,同时又降低焊接热输入的特点可以在焊接热敏感的材料中发挥积极的作用。
(3)焊丝熔敷量的实验数据 为定量分析Tandem GMAW实际可达到的焊接效率,进行了一系列单丝GMAW和Tandem GMAW焊丝熔敷量的测定。试验结果分别列于表2-9和表2-10。试验设备选用德国CLOOS公司的GLC 603 QUINTO单丝GMAW焊机和GLC 603 QUINTO Tandem GMAW焊接系统。试验用钢板牌号为Q235,厚度35mm,单面V形坡口,钝边为4mm,接缝背面铺陶瓷衬垫。
表2-9 单丝GMAW和TandemGMAW的焊丝熔敷量的实测数据
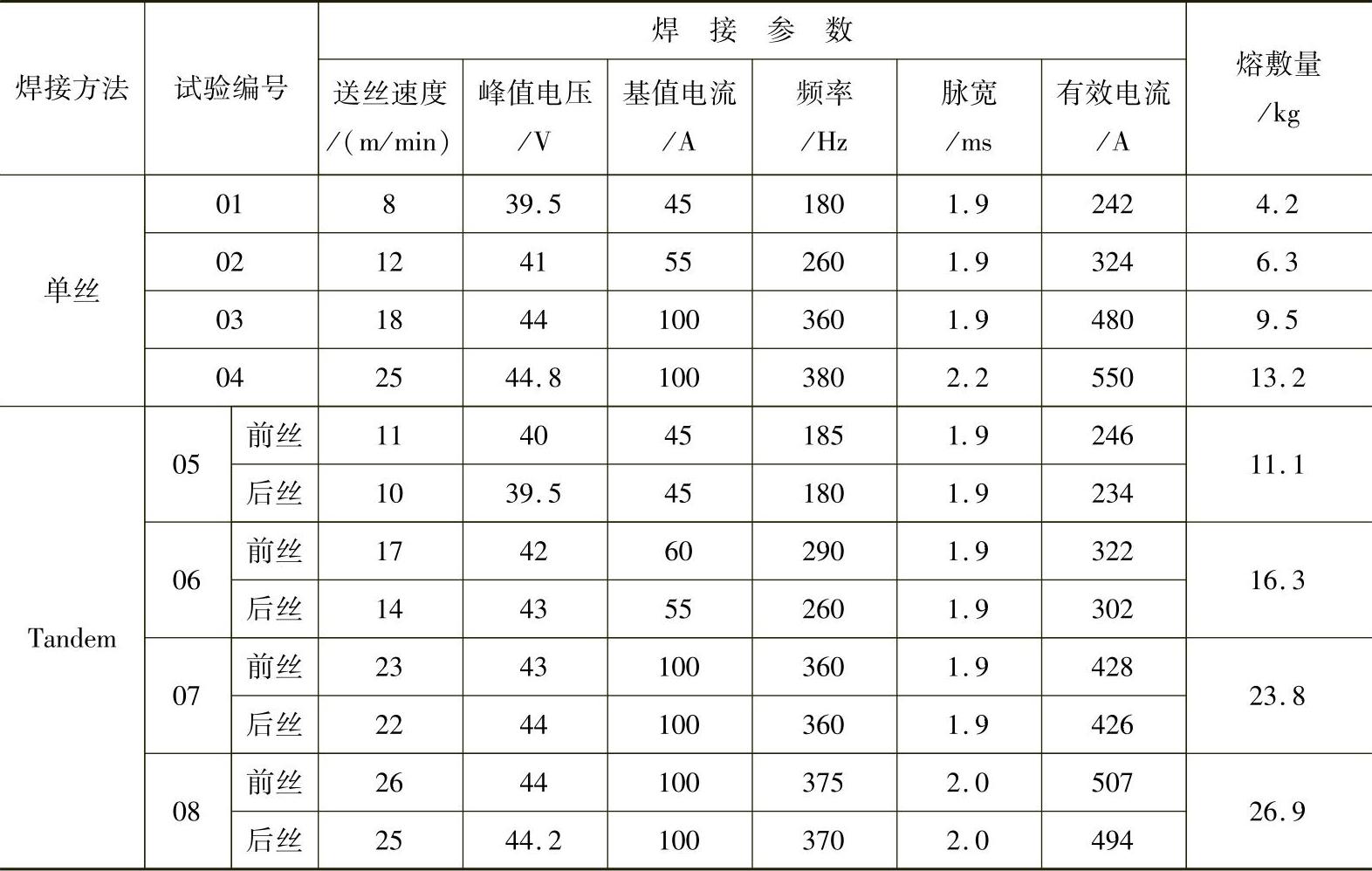
注:焊丝直径为1.2mm,保护气体为φ(Ar)80%+w(CO2)20%。
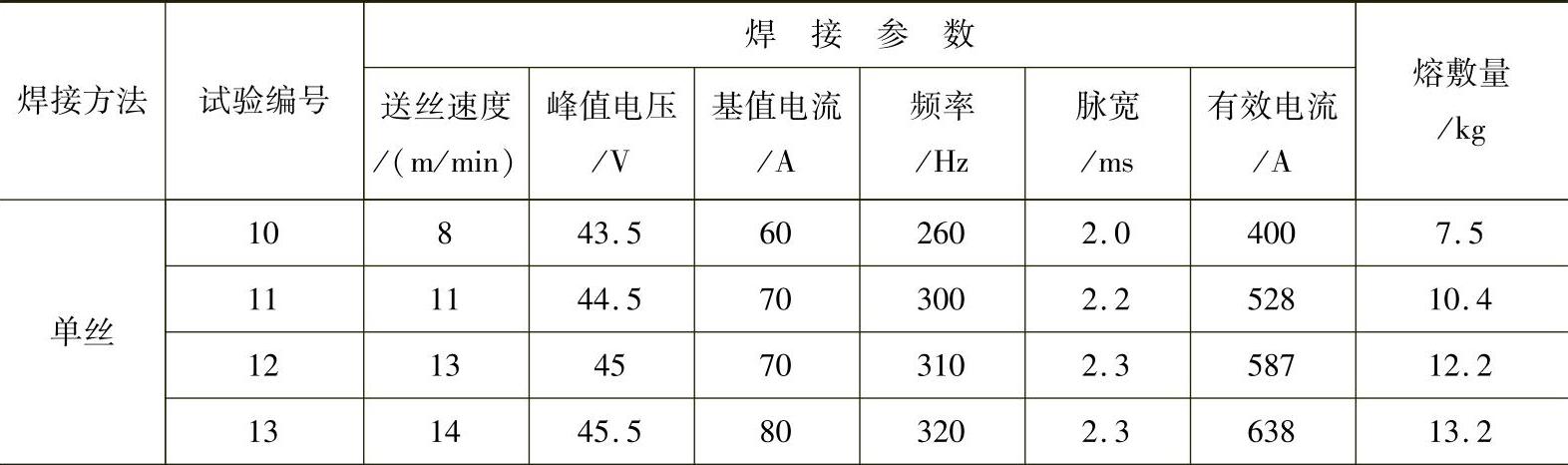
表2-10 单丝GMAW和TandemGMAW焊丝熔敷量实测数据
(续)
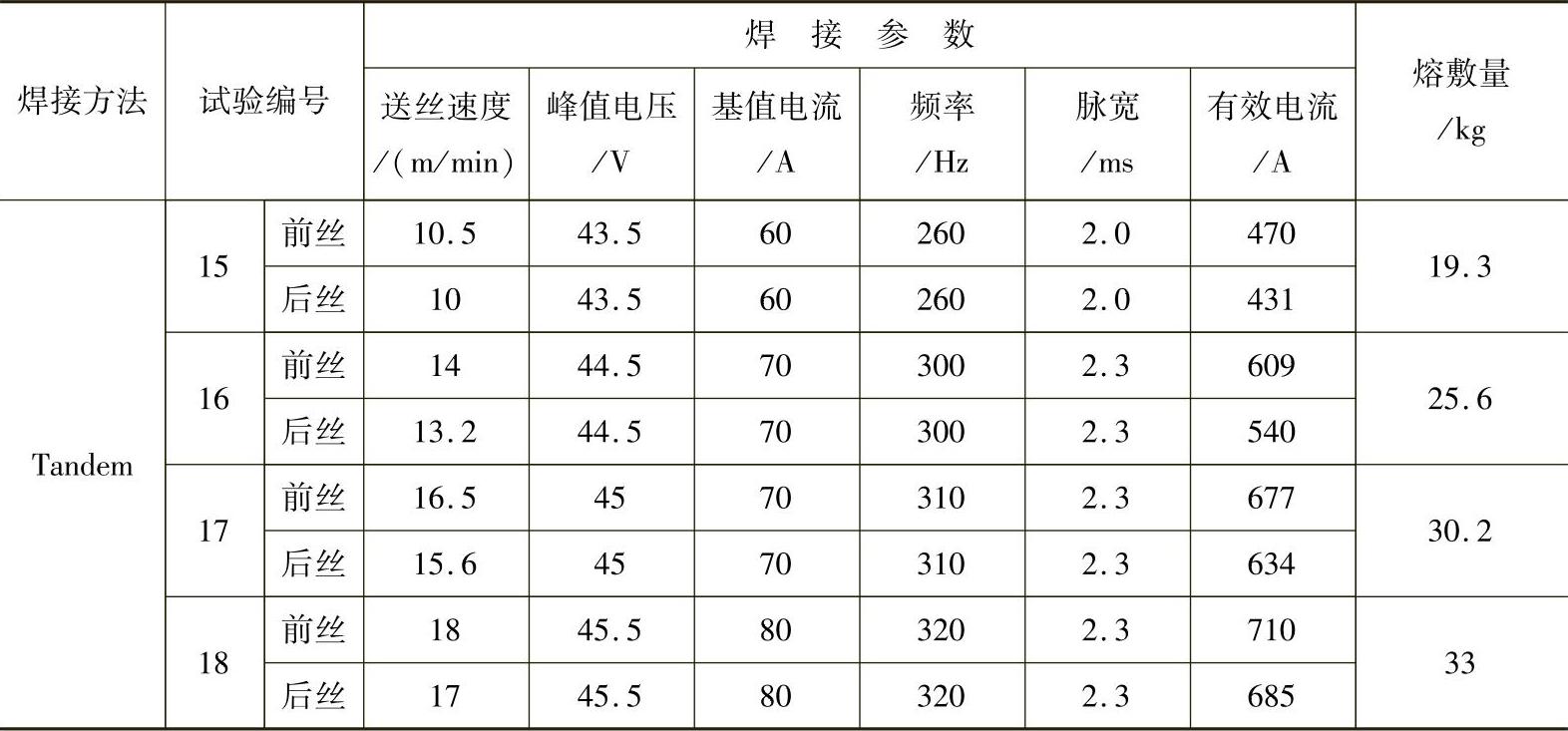
注:焊丝直径为1.6mm,保护气体为φ(Ar)80%+φ(CO2)20%。
碳钢焊丝的重量,对于ϕ1.2mm焊丝按8.8g/m计算,对于ϕ1.6mm焊丝,按15.7g/m计算。
根据表载实验数据,按相同的平均电流计算,Tandem GMAW法双丝的熔敷量为单丝GMAW的2.5倍。
图2-30示出焊接电流与熔敷量的关系。从图2-30中可见,在相同的焊接电流下,Tandem GMAW的焊丝熔敷量比单丝GMAW的增加25%以上,而输入热量则相应减少25%以上。
(4)焊接速度的对比 在保证达到合适的熔深和焊缝成形良好的前提下,Tan-dem GMAW的焊接速度比传统的单丝GMAW法要快得多。这不仅是因为Tandem GMAW具有很高的熔敷速度,而且可有效地控制焊缝的熔深和成形。图2-31对比了这两种GMAW在焊接不同厚度接头时可能达到的最高焊接速度。
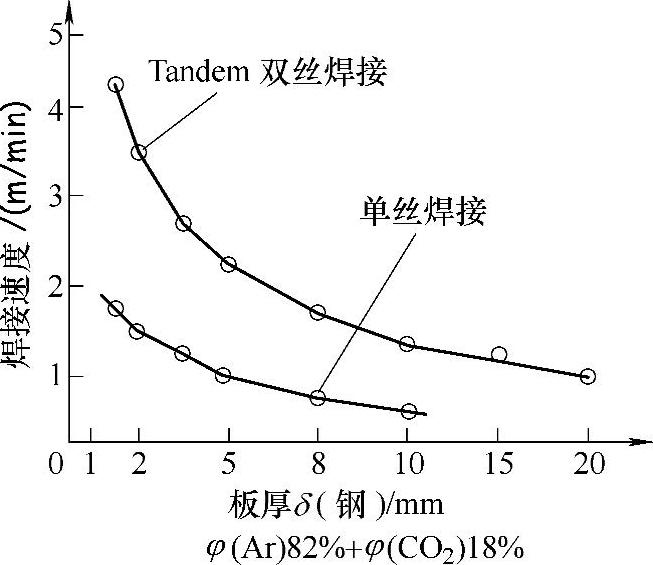
图2-31 Tandem GMAW与传统的单丝 GMAW最高焊接速度的对比
由上列实验数据得出,Tandem GMAW的焊丝熔敷速度和焊接速度均大大高于传统的单丝GMAW法,总的焊接效率可提高4~5倍。
5.TandemGMAW电弧稳定性的控制
众所周知,GMAW焊接时电弧的稳定性主要取决于焊接电源的输出特性。目前市售的GMAW脉冲焊接电源大多数采用恒流控制方式,输出电流恒定,焊接飞溅小,焊接过程稳定。但当弧长变化时,无自动调节功能。即弧长变化时,输出电流并不变化,弧长不能自动恢复。为保证弧长的恒定,当弧长发生变化时,恒流控制的脉冲电源采取改变脉冲频率的方式增/减平均电流,从而改变焊丝的熔化速度,使弧长恢复。这种弧长控制方式对于单丝GMAW是适用的,但在Tandem GMAW中,因前后丝的焊接条件是不同的,当其中一根焊丝弧长发生变化时,另一根焊丝的弧长可能并未变化或变化的程度不同。在这种条件下,前后丝为恢复弧长,其脉冲频率将会不同。如前后丝的脉冲电流以一定的相位差工作,则就会产生频率不同步的现象,从而产生相互干扰,使电弧不稳定。
如将脉冲GMAW焊接电源设计成同时具备恒压和恒流的控制功能,即基值电流采用恒流控制方式维持电弧的稳定,而脉冲峰值则采用恒压控制方式,使电弧长度仍具有自调节功能。这样,弧长变化时脉冲频率并不变化,只是电流自动增/减,使弧长恢复正常,即使熔滴尺寸大小发生变化,也不影响前后丝脉冲波的相位差,使焊接过程仍保持稳定。
在Tandem GMAW的自动焊接系统中,采用恒压控制方式的优越性更为突出。因为在恒压控制的模式下,电弧长度变化时,焊接电流也随之发生变化。在开V形坡口对接缝或角接缝焊接时,自动控制系统可以根据电流随弧长变化的规律,判断焊丝端部与焊缝边缘的相对位置,从而实现对焊缝的自动跟踪。
德国CLOOS公司生产的Quinto 603 Tandem脉冲焊接电源是恒压/恒流双重控制典型机种,在实际生产使用过程中,取得了预期的效果。
6.TandemGMAW焊接热输入的控制
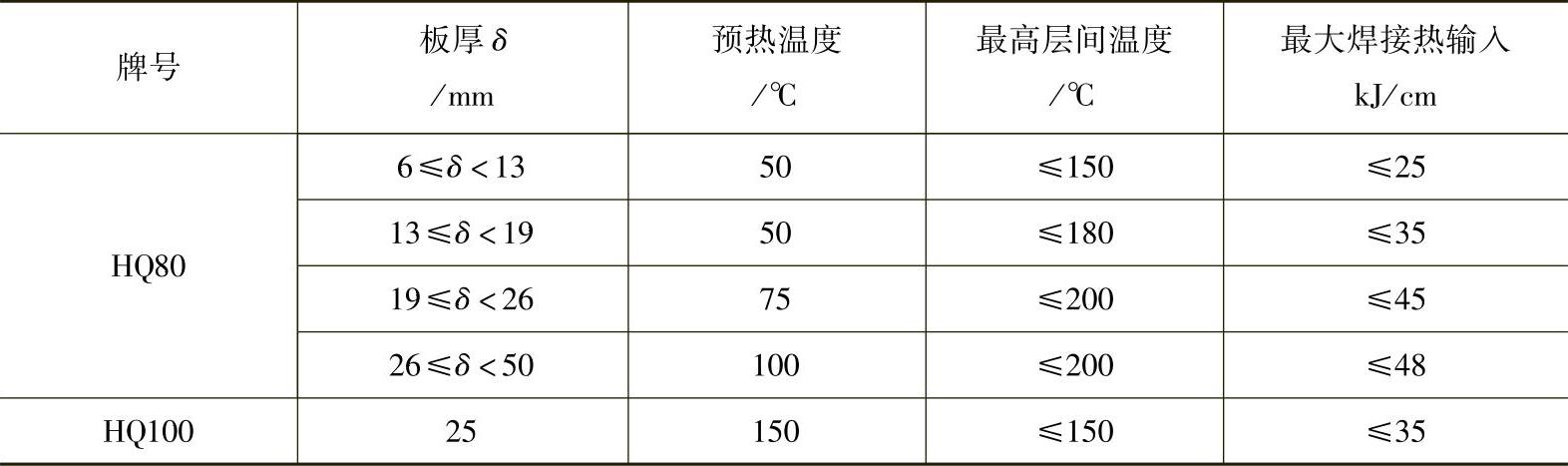
低合金高强度钢,特别是屈服强度超过500MPa的低合金调质高强度钢,过高的焊接热输入将导致焊缝金属和热影响区晶粒粗大,金相组织恶化,最终使韧性和强度明显地下降。为保持高强度低合金钢焊接接头具有足够的韧性,必须严格地控制焊接热输入。我国相关技术标准对HQ系列高强度钢容许的焊接热输入作出了严格的规定,详见表2-11。
表2-11 HQ系列高强度钢容许的最大焊接热输入
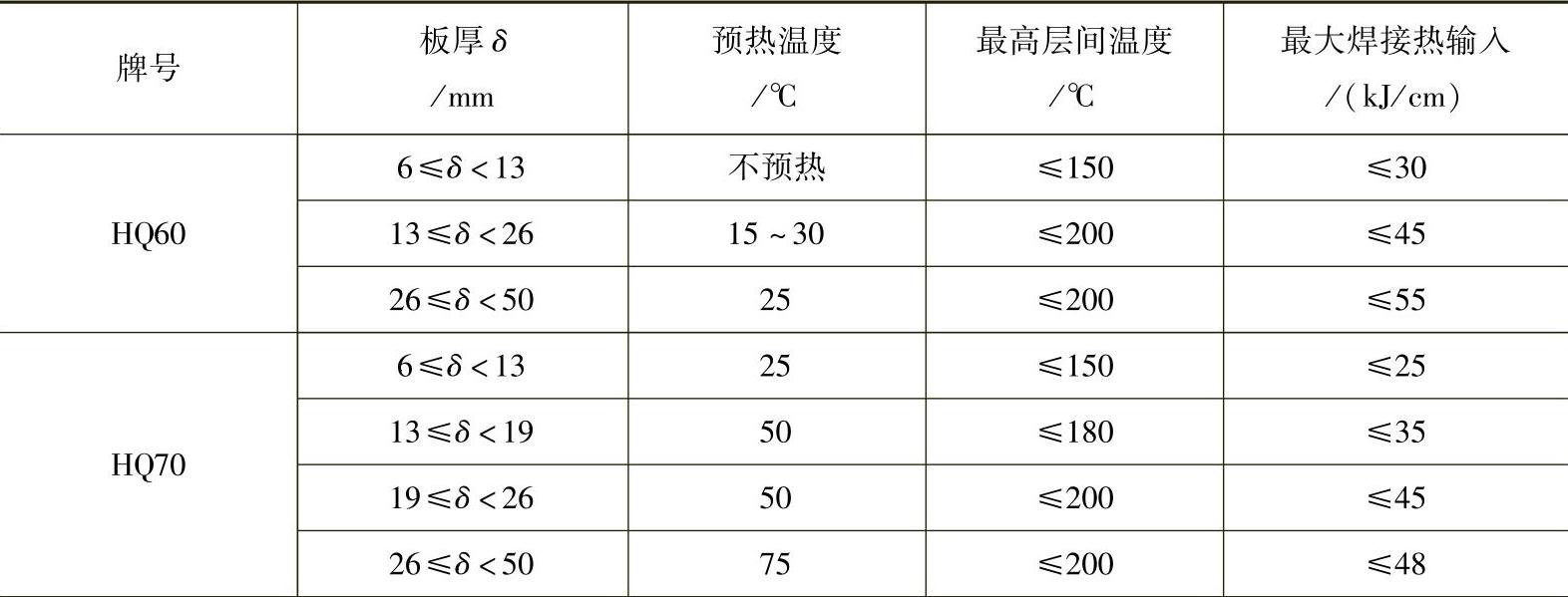
(续)
焊接热输入直接取决于焊接电流、电弧电压和焊接速度,可按下式计算:
Q=ηUI/vs
式中 Q——焊接热输入(kJ/cm);
η——焊接方法的热效率,GMAW法为0.8;
U——电弧电压(V);
I——焊接电流(A);
vs——焊接速度(cm/min)。
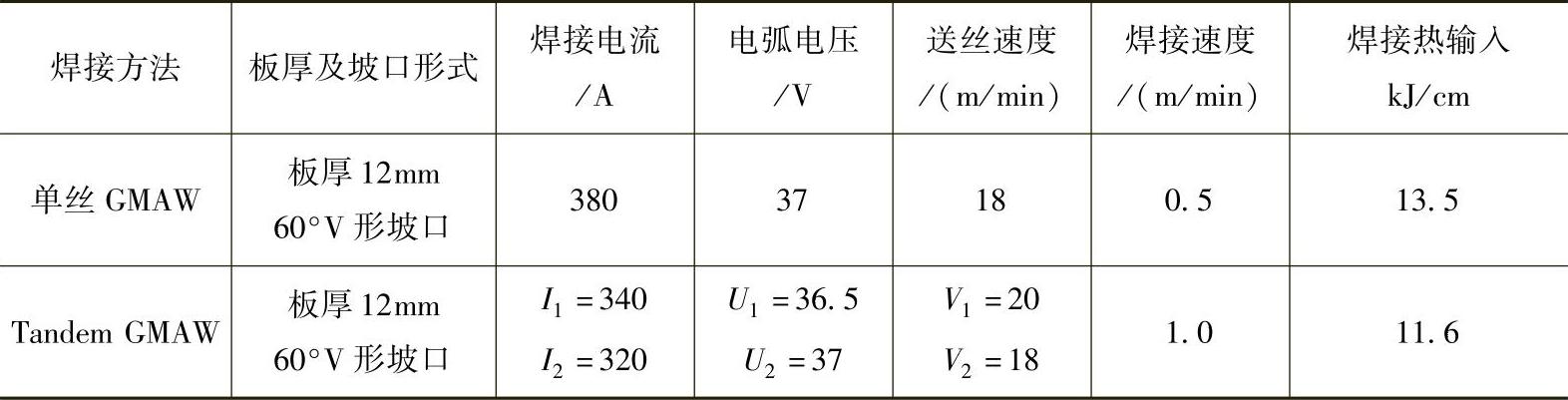
由上式可知,焊接热输入与UI的乘积成正比,与vs焊接速度成反比,即提高焊接速度可降低热输入。TandemGMAW的焊接速度大大高于传统的单丝GMAW,可明显地降低焊接热输入。表2-12列出了Tandem GMAW和传统单丝GMAW焊接热输入的对比数据。从中可见,即使Tandem GMAW的总焊接电流高于单丝GMAW的焊接电流1.7倍,但因焊接速度快1倍,焊接热输入从单丝GMAW的13.5kJ/cm降低到了11.6kJ/cm。故Tandem GMAW更适宜于低合金高强度钢的焊接。
表2-12 TandemGMAW与单丝GMAW焊接热输入的对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。