



双丝串列GMAW工艺按焊枪的结构和熔池分布形式不同,可分为双丝双枪双熔池、双丝单枪双熔池、双丝单枪单熔池和协同控制的双丝串列GMAW。
1.双丝双枪双熔池GMAW
双丝双枪双熔池GMAW是,双丝串列GMAW最原始的一种形式,其焊枪的布置和熔池的相对位置如图2-22所示。在这种工艺方法中,实际上使用了两套独立的GMAW焊接设备,只是将两焊枪靠近定位,并同时沿焊接方向移动。在这种情况下,前导焊丝形成的熔池尚未完全凝固时,尾随焊丝电弧紧跟将其重熔,并建立第2个熔池。此时由于焊接区的初始温度较高,尾随焊丝电弧熔化母材和焊丝所需的能量较少,如电弧功率与前导焊丝电弧功率相同,则可熔化更多的焊丝,即提高了尾随焊丝的熔敷速度。

图2-21 现代数字控制双丝串列GMAW全套焊接设备的外观(奥地利Fronius公司产品)
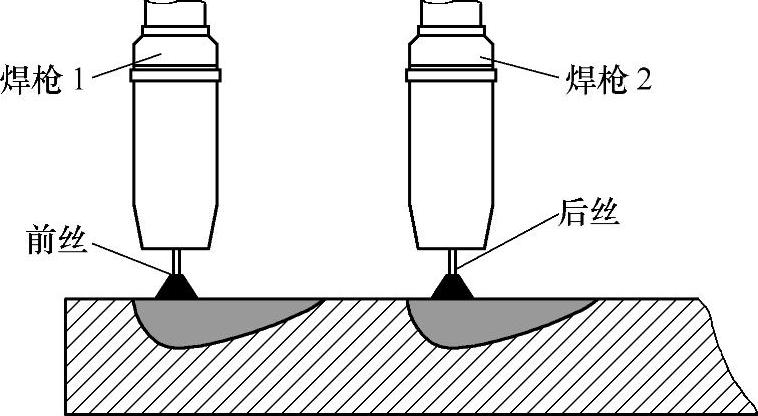
图2-22 双丝双枪双熔池GMAW示意图
双丝双枪双熔池法焊接过程中,两焊枪应保持一定的距离,使双弧相互不受干扰。当使用较小焊接电流或较低的焊接速度时,应调小丝间距,以使尾随焊丝充分利用前导焊丝熔池的余热。当以较大的焊接电流和较快的速度焊接时,则应适当调大焊丝间距,以保证前面的熔池有足够的时间凝固。由此可见,这种双丝串列工艺方法不可能大幅度地提高熔敷速度,并受到很多因素的制约。
2.双丝单枪双熔池GMAW
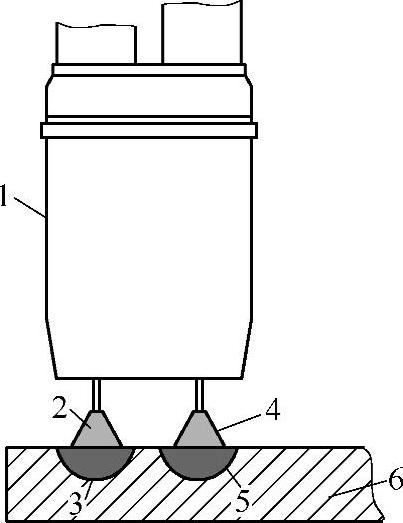
为简化焊接设备的配置并方便操作,将双枪改成单枪,形成双丝单枪双熔池法,如图2-23所示。将焊枪设计成特殊的结构,其中安装有两个相互绝缘的导电嘴,并共用一个保护气体喷嘴。焊接时,焊丝由两台送丝机分别给送,两台焊接电源单独供电。两焊丝的焊接参数可分开调节使之相互不受影响。试验表明,前导焊丝的焊接参数不宜太大。否则前后焊丝将形成同一个熔池而产生严重的干扰。
双丝单枪双熔池法由于前、后焊丝的间距是固定不变的,故局限性比双丝双枪双熔池法更大。一般只适宜于选用较小的焊接参数,焊接薄板接头。
3.双丝单枪单熔池GMAW
双丝单枪单熔池GMAW法是将两根焊丝从导电嘴送出后以一定角度交会,并形成同一个焊接熔池,如图2-24所示。在这种情况下,尾随焊丝可以利用前导焊丝电弧的辐射热和焊接熔池的余热,提高熔化速度,而前导焊丝亦可利用尾随焊丝电弧及熔池的热量加快熔化。这种热量互补的作用成倍地提高了双丝的熔化速度。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-23 双丝单枪双熔池法示意图
1—焊枪 2—前丝电弧 3—前丝熔池 4—后丝电弧 5—后丝熔池 6—焊件
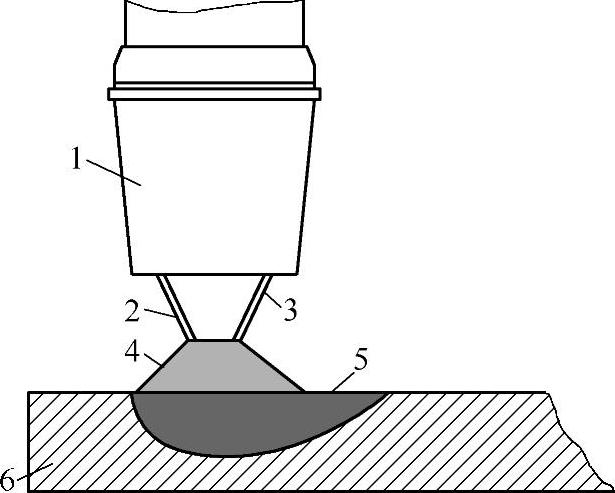
图2-24 双丝单枪单熔池法示意图
1—Tandem焊枪 2—前丝 3—后丝 4—电弧 5—熔池 6—焊件
但这种工艺方法的致命缺点是两焊丝间电磁干扰严重,导致焊接电弧和熔滴过渡很不稳定,焊缝难以成形,几乎不能用于实际生产。
4.协同控制双丝串列GMAW
20世纪80年代中期,新一代全数字控制GMAW焊接电源的问世,为从根本上解决上述双丝单枪单熔池GMAW存在的问题提供了可能,并开发出了协同控制双丝串列GMAW,在国际上简称Tandem GMAW。其系统组成如图2-25所示。由图可见,协同控制双丝串列GMAW法与普通双丝串列GMAW焊接设备最大的差别在于两电源及其控制系统通过协同装置相互协调工作。主、副焊接电源按照设定的焊接参数协调同步,可准确地分配两根焊丝的功率,并根据反馈信号始终将脉冲焊接电流和电弧电压控制在最合适的范围内,有效地避免了前、后焊丝相互的电磁干扰。可以在全功率范围内产生稳定的无飞溅的熔滴过渡。图2-26所示为Tandem GMAW焊接时熔滴过渡的快速摄影照片提供了证明。
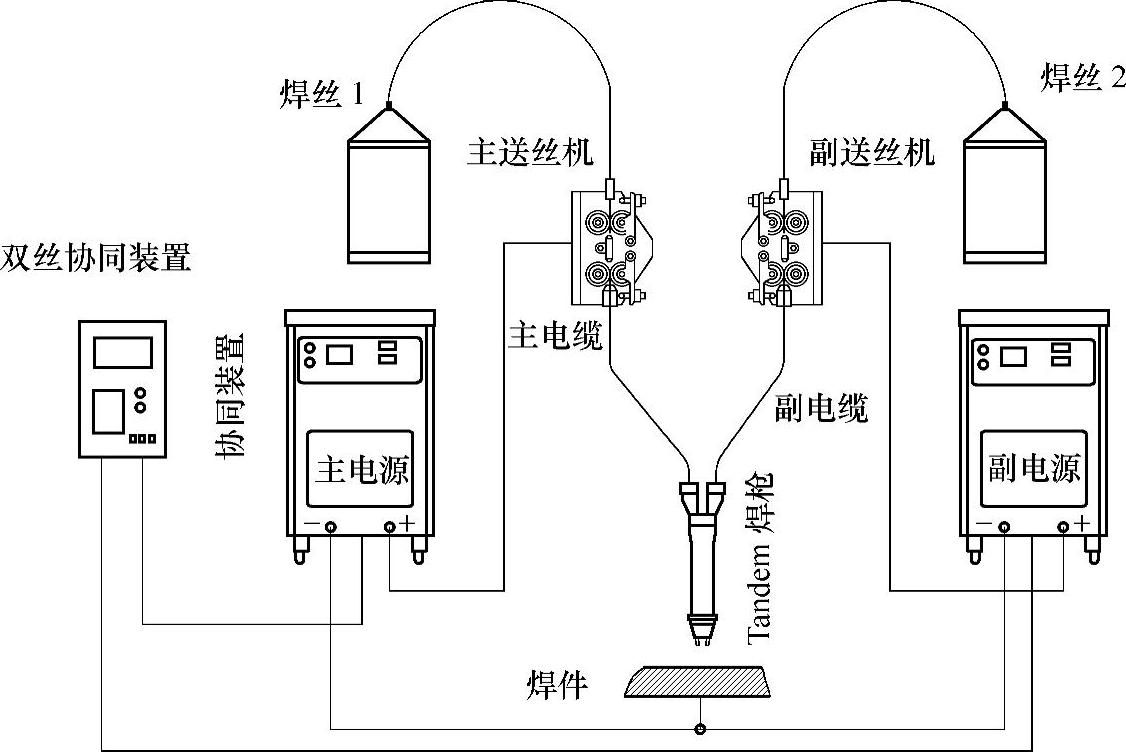
图2-25 协同控制双丝串列GMAW系统组成示意图

图2-26 Tandem GMAW熔滴过渡快速摄影照片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。