



双丝并联GAMW的工作原理如图2-12所示。其特点是两根焊丝由同一台焊接电源供电,且共用一个导电嘴。因此两根焊丝相对于焊件处于相同的电位。焊接过程中,每根焊丝的端部与焊件之间各自产生一个电弧。电弧的形态取决于两根焊丝的间距。因两根焊丝分别由两台送丝机送给,其送丝速度彼此独立可调,使焊接参数的调节范围明显扩大。在英文文献中,这种双丝并联GMAW法的英文名称为TWIN ARC或TIME TWIN焊。
在双丝并联GMAW中,按焊接方向排列,前面的焊丝称为前导焊丝,后面的焊丝称为尾随焊丝。前导焊丝的电弧起保证熔透的作用,尾随焊丝的电弧用以改善焊缝成形。通常前导焊丝的送丝速度大于尾随焊丝的送丝速度。

图2-12 双丝并联GMAW的工作原理
1—焊接电源 2—导电嘴 3—送丝机1 4—送丝机2 5—气体喷嘴 6—保护气幕 7—电弧 8—焊缝
在双丝并联GMAW的开发初期,曾遇到几乎难以克服的电弧磁偏吹问题。实际上,经典的电工学早就确定:两平行导体,当以相同的方向传导电流时,将相互吸引。电弧作为一种导电体也遵从这一规律。在双丝并联GMAW中,两电弧自然会彼此吸引,导致电弧燃烧不稳定现象,并产生不规律的熔滴过渡和剧烈的飞溅。后期的试验研究证明,利用脉冲电流可有效地控制电弧的磁偏吹。现代晶体管逆变式整流GMAW焊接电源的技术特性可以满足双丝并联GMAW法的要求,可使两电弧稳定地燃烧,并明显地减少了飞溅。不过试验同时表明,当使用普通GMAW脉冲焊接电源时,随着送丝速度的提高,脉冲电流与基值电流的差值逐渐缩小,如图2-13所示,明显地减弱了脉冲电流的效果。若改用优化脉冲电源,则可消除上述弊病。图2-14对比了普通脉冲电流和优化脉冲电流的波形及其焊缝横截面的形状。可见,优化脉冲电流不仅稳定了焊接电弧,减少了飞溅,而且改善了焊缝成形。
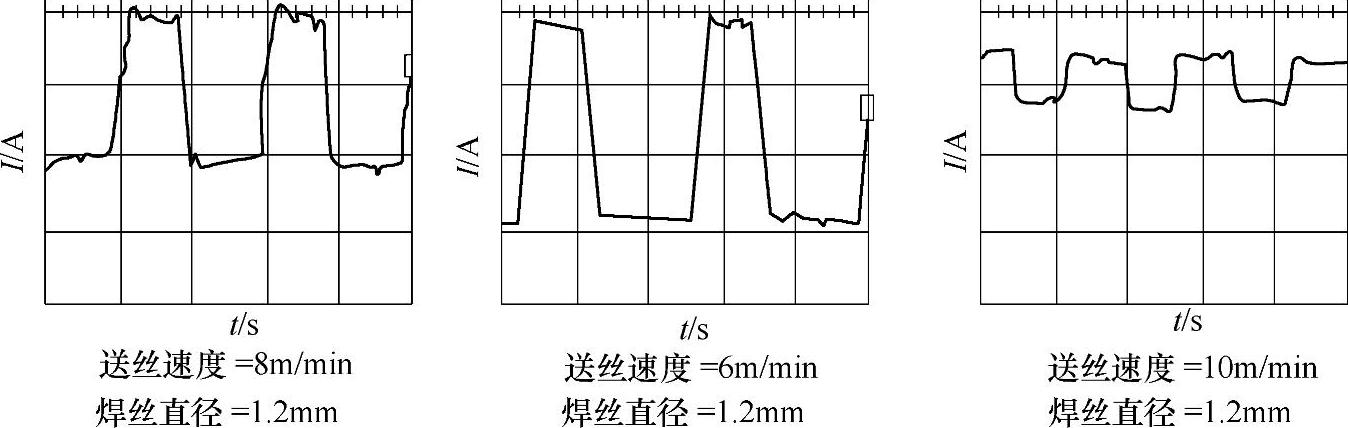
图2-13 使用普通GMAW脉冲电源时,不同送丝速度下的电流波形(https://www.xing528.com)
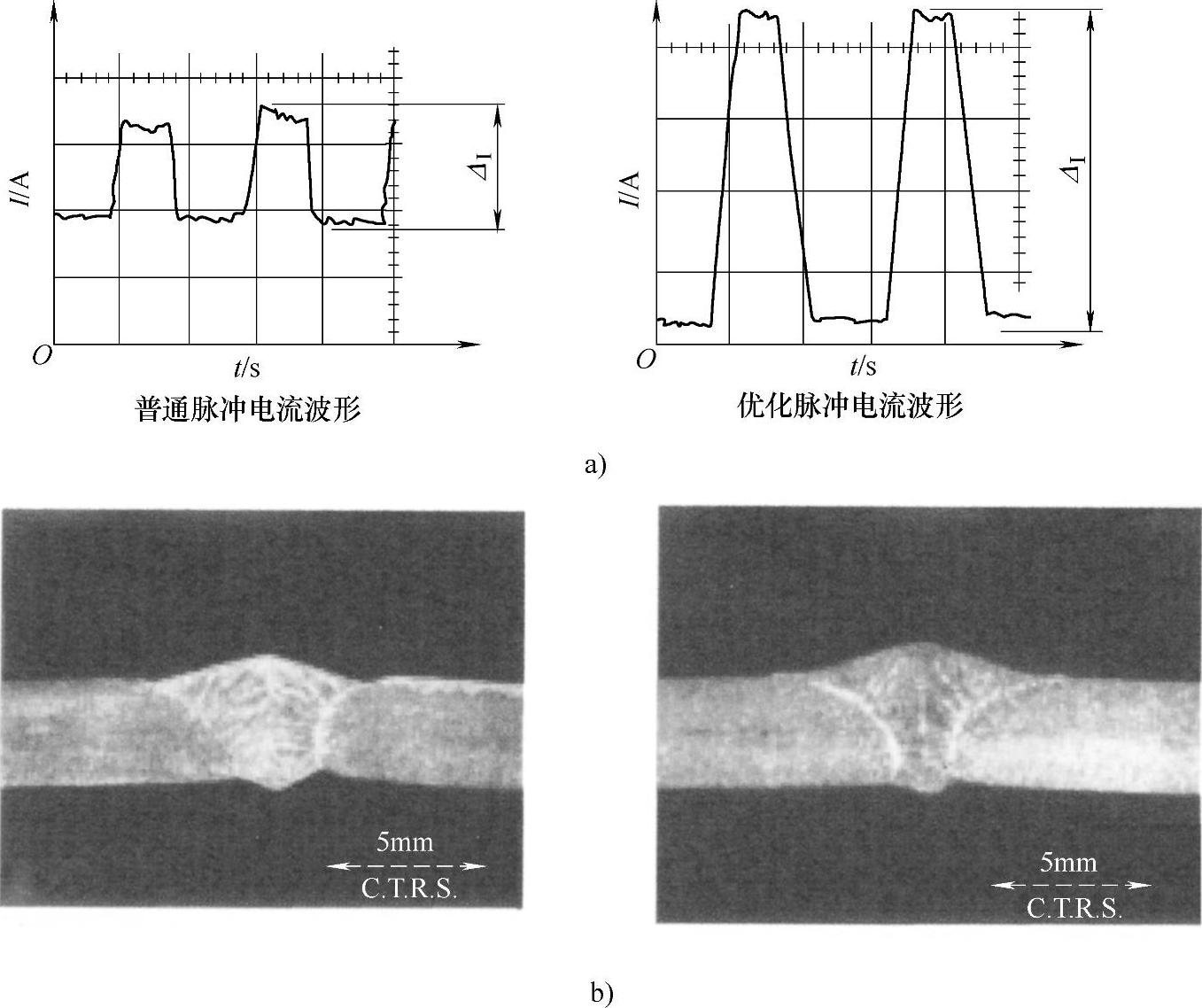
图2-14 双丝并联GMAW时,普通脉冲电流与优化脉冲电流的对比
a)脉冲电流波形图 b)焊缝横截面照片
此外,保护气体的特性也是决定双丝并联GMAW熔滴过渡形式的另一个重要因素。在保护气体中加入少量的氧,可降低熔化金属的表面张力而有利于熔滴脱落。图2-15对比了在两种不同的混合气体保护下熔滴过渡的实况。从图中可见,在Ar+CO2+O2三元混合气体保护下,电弧集中,熔滴快速直线过渡,更适用于双丝并联GMAW。
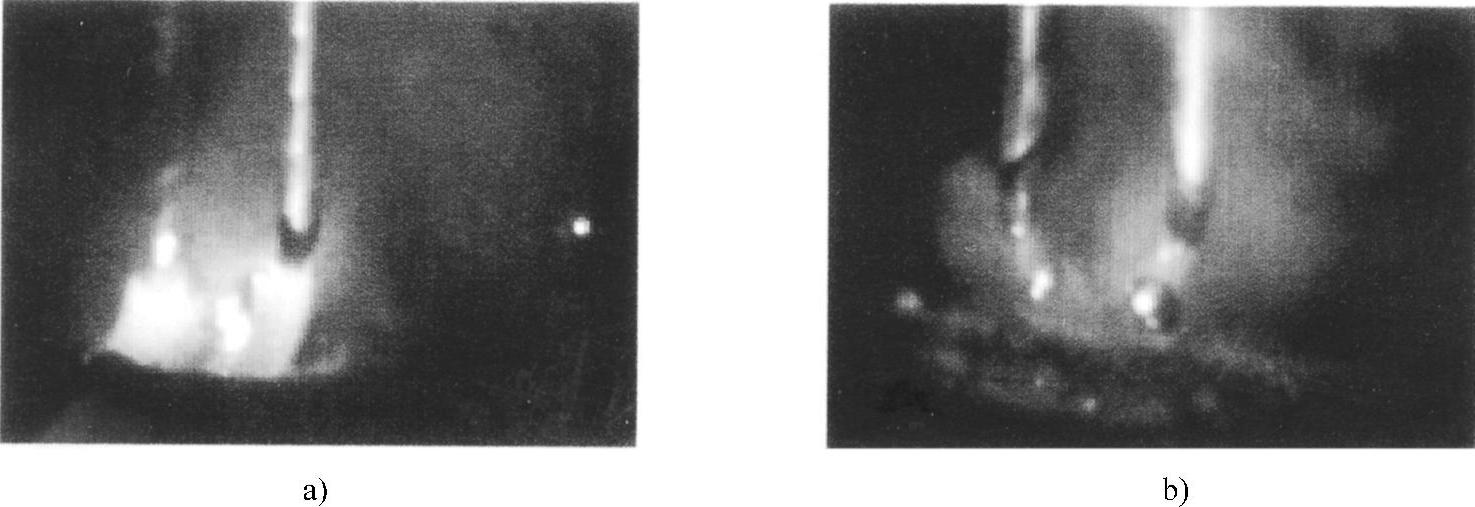
图2-15 双丝并联GMAW在不同成分的保护气体下,熔滴过渡实况
a)Ar+CO2 b)Ar+CO2+O2
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。