



【摘要】:采用两根或两根以上焊丝进行GMAW,可成倍地提高焊接效率,并改善焊缝成形。称为双丝并联GMAW。第二种方案是,两根焊丝分别由各自的送丝机构向两个相互绝缘的导电嘴给送,并由两台电源分别单独供电,称为双丝串列GMAW。双丝并联GMAW中,由于两根焊丝共用同一个导电嘴,并由同一台焊接电源供电,其电弧电压必定是相同的。鉴于上述两种双丝GMAW具有一系列的优点,发展潜力巨大,实用价值可观。
采用两根或两根以上焊丝进行GMAW,可成倍地提高焊接效率,并改善焊缝成形。最常用的多丝GMAW方法是双丝GMAW。这种方法基本上有两种工艺方案,如图2-10和图2-11所示。
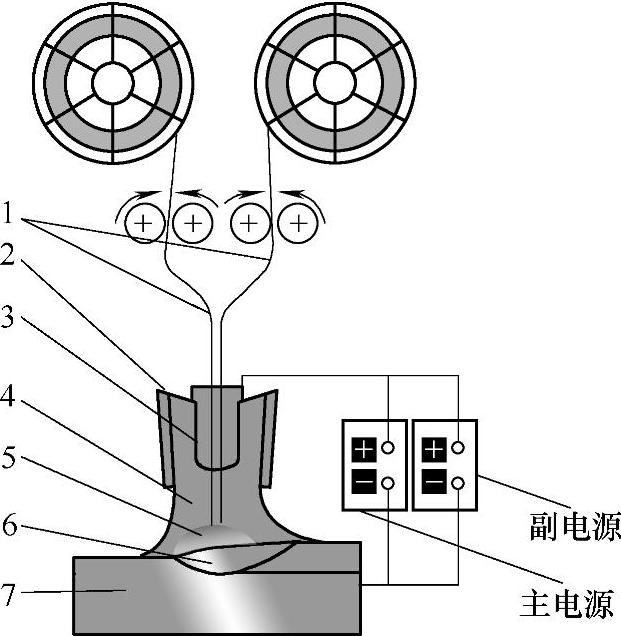
图2-10 双丝并联GMAW
1—焊丝 2—气体喷嘴 3—导电嘴 4—保护气体 5—电弧 6—熔池 7—焊件

图2-11 双丝串列GMAW
1—焊丝 2—气体喷嘴 3—导电嘴 4—保护气体 5—电弧 6—熔池 7—焊件(https://www.xing528.com)
第一种方案是,由两台送丝机向同一个导电嘴送进两根焊丝,并由同一台电源(或由两台并联的电源)供电。称为双丝并联GMAW。
第二种方案是,两根焊丝分别由各自的送丝机构向两个相互绝缘的导电嘴给送,并由两台电源分别单独供电,称为双丝串列GMAW。
双丝并联GMAW中,由于两根焊丝共用同一个导电嘴,并由同一台焊接电源供电,其电弧电压必定是相同的。但可利用双丝焊的特点,两根焊丝的送进速度可按要求分别进行调整。通常前导焊丝选择较高的送进速度、较大的焊接电流和较低的电弧电压,使之产生较大的熔深;而尾随焊丝选择较低的送进速度、较高的电弧电压,使之形成较平坦的焊缝外形。
双丝并联GMAW法总的送丝速度最大可达50m/min,最高熔化速度可达20kg/h。
在双丝串列GMAW中,每根焊丝的电弧电压和送丝速度可分别任意调节,焊接参数的选配比双丝并联GMAW更宽广,可以达到更高的焊接效率和成形更好的焊缝。
鉴于上述两种双丝GMAW具有一系列的优点,发展潜力巨大,实用价值可观。以下将单独立节详细介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。