



高效T.I.M.E焊接法于1980年由加拿大学者研究成功。T.I.M.E焊接法是英文“Transferred Ionized Molten Energy”的缩写,按字面直译为“电离能转换成熔化能”。从物理意义上来理解,实际上是一种高效GMAW法。这种GMAW法的最大特点是,采用特种四元混合气体保护,以相当高的送丝速度和较长的焊丝伸出长度进行焊接。
T.I.M.E焊接法原创的保护气体成分(体积分数)为:O20.5%、CO28%、He26.5%和Ar65%。曾在加拿大、美国和日本等国取得专利权。对于对接接头平焊又开发了T.I.M.EⅡ型保护气体。其成分(体积分数)为:O22%、CO225%、He26.5%和Ar46.5%。后期的试验研究证明,采用表2-2所列的二元或三元混合气体保护,也能达到高效GMAW的效果。
为形成高速旋转喷射电弧,T.I.M.E焊接法的送丝速度必须超过20m/min,且焊丝的伸出长度应保持在25~35mm之间,保护气体的流量应比常规GMAW高10%。
高效T.I.M.E焊接法与常规GMAW相比,具有以下优点:
1)焊丝熔敷速度大幅度地提高。在平焊位置,熔敷速度可达10kg/h以上;在难焊位置,熔敷速度可达5kg/h以上。
2)提高了工艺适应性。既可用于薄板的焊接,又可焊接厚板,也便于全位置焊接。
3)焊接热输入降低。由于焊接速度较高,焊接热输入降低,焊接变形减小。
4)熔透深度增加。多元混合气体保护下的电弧功率增大,焊缝熔透深度增加。对于角接接头,深熔焊缝提高了动载强度。
5)焊缝外形平滑美观。焊丝熔化过程中以高速旋转射流过渡可形成表面平坦美观的焊缝。由于高速射流过渡十分稳定,飞溅大大减少。
这种高功率GMAW法已在机械制造、建筑工程,起重机结构和船舶等制造行业得到实际的应用。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-6 TIME 500型数字控制GMAW焊接电源及VR4000—30型送丝机外形
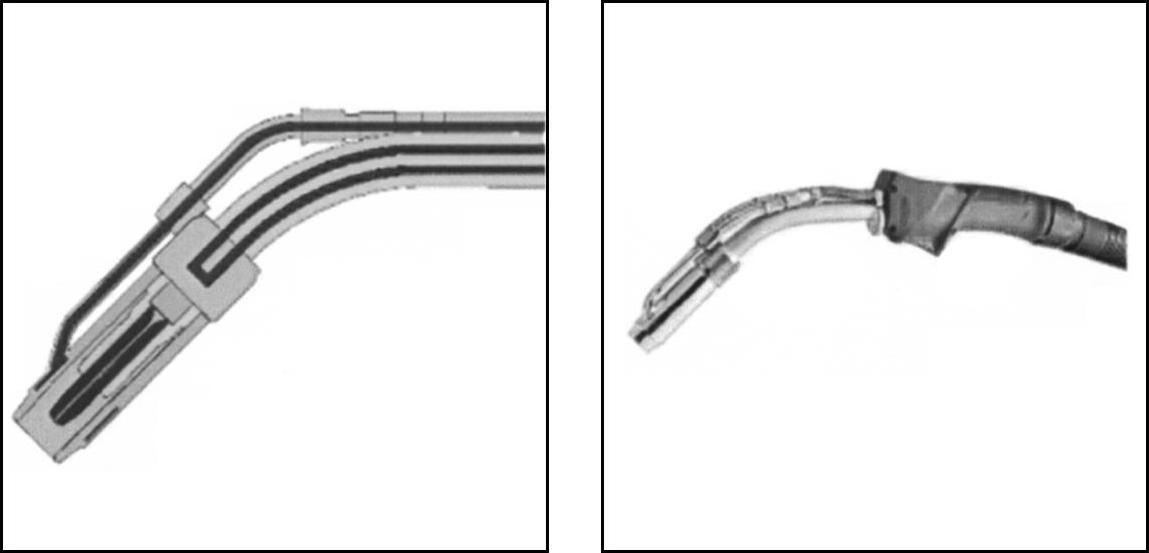
图2-7 TIME W/F半自动GMAW焊枪外形
世界某些著名焊接设备制造厂商为推动高效GMAW法的生产应用,专门设计开发了适用于这种焊接方法的GMAW焊接电源、送丝机和水冷焊枪。图2-6和图2-7分别示出奥地利Fronius公司投放市场的数字控制Time 5000型GMAW焊接电源及VR 4000—30型送丝机和TimeW/F半自动焊枪。其主要技术特性数据列于表2-3~表2-5。
表2-3 TIME5000型数字控制GMAW焊接电源技术特性数据
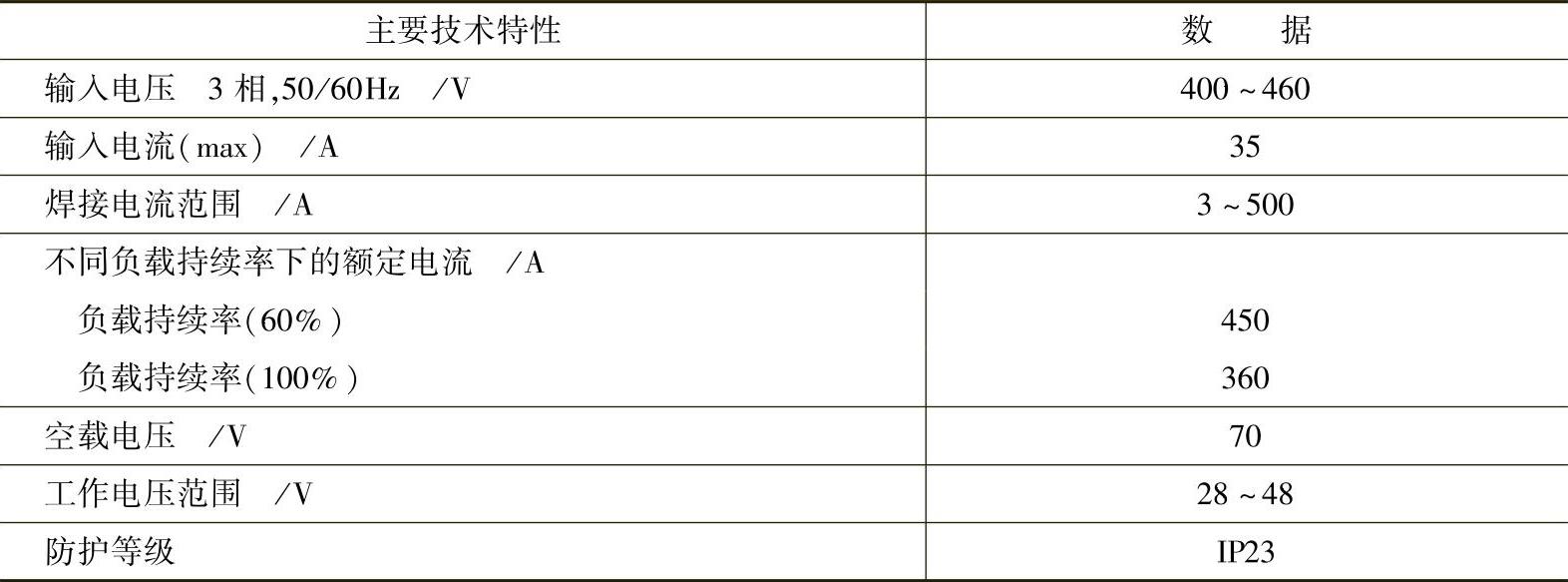
表2-4 VR4000—30型送丝机的技术特性数据
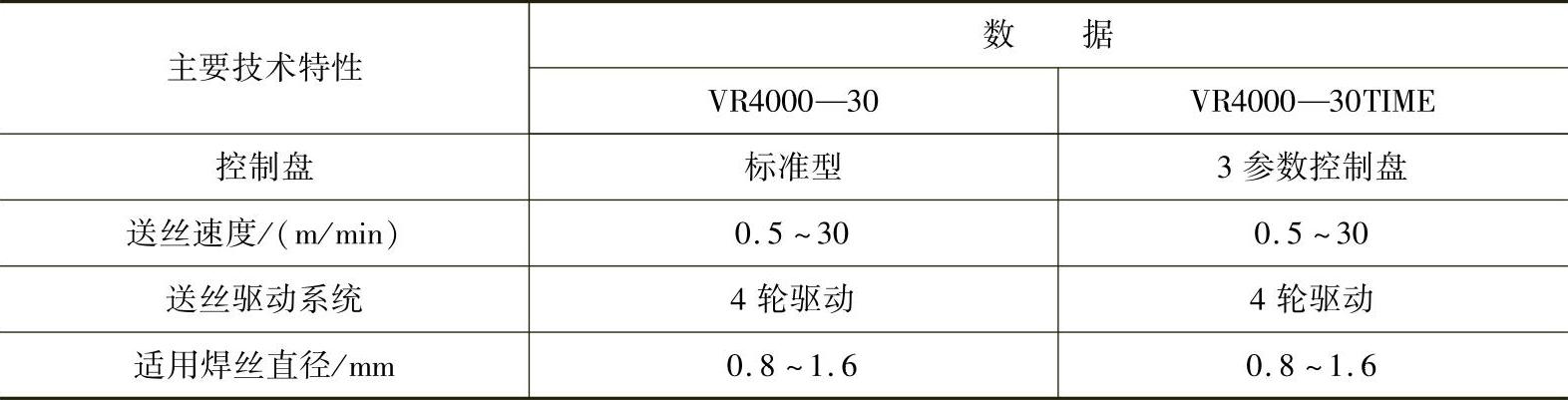
表2-5 TIMEW/FGMAW焊枪的技术特性数据

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。