



【摘要】:由上式可见,在焊丝伸出长度上产生的电阻热主要取决于焊接电流、焊丝直径和焊丝伸出长度。若将焊丝伸出长度从10mm加大到100mm时,焊丝的熔化速度可增加3倍。在T.I.M.E高效GMAW法中,也是利用这一机理提高焊丝的熔化速度,其焊丝伸出长度比常规GMAW加长约1倍。不过,在实际生产中不可能无限地利用加大焊丝伸出长度来提高焊接效率。过长的焊丝伸出长度,不仅使焊丝端部偏离焊缝中心,而且还会减弱保护气体对焊接区的有效保护。
在GMAW中,焊丝的熔化主要利用两种不同的热源:一种是电弧的热量;另一种是电流通过焊丝伸出长度时产生的电阻热,如图2-2所示。
焊接电流通过伸出的焊丝时,电能可按下列公式转变为热能:
Ew=∫I2ρL/Sdt
式中 I——焊接电流(A);
ρ——焊丝电阻热(Ω);
L——焊丝伸出长度(mm);
S——焊丝的横截面积(mm2);(https://www.xing528.com)
dt——通电时间(s)。
由上式可见,在焊丝伸出长度上产生的电阻热主要取决于焊接电流、焊丝直径(横截面积)和焊丝伸出长度。焊丝直径越小,电流密度越高,焊丝伸出长度上的电阻热越大,焊丝的熔化速度越快。若焊接电流和焊丝直径保持不变,则焊丝伸出长度越长,所产生的电阻热亦越大。若将焊丝伸出长度从10mm加大到100mm时,焊丝的熔化速度可增加3倍。
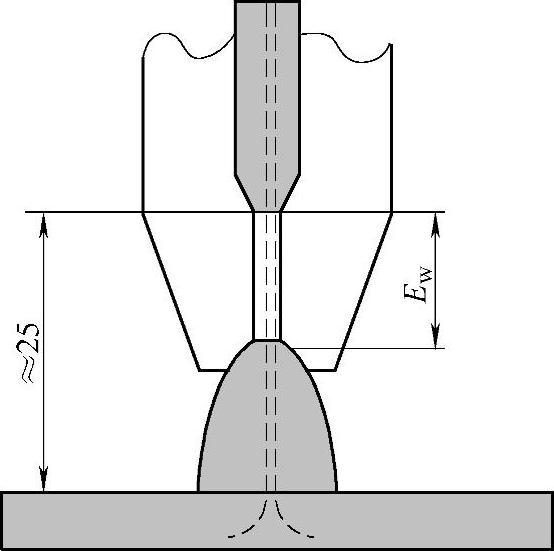
图2-2 焊丝伸出长度上产生的电阻热
在药芯焊丝电弧焊中,增加焊丝伸出长度亦可成倍地提高焊丝的熔化速度。在T.I.M.E高效GMAW法中,也是利用这一机理提高焊丝的熔化速度,其焊丝伸出长度比常规GMAW加长约1倍。不过,在实际生产中不可能无限地利用加大焊丝伸出长度来提高焊接效率。过长的焊丝伸出长度,不仅使焊丝端部偏离焊缝中心,而且还会减弱保护气体对焊接区的有效保护。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。