



添加金属粉末埋弧焊与传统的单丝埋弧焊相比,可在不增加焊接热输入的前提下,提高熔敷速度40%~100%。这对于要求高韧性的厚壁接头显得尤为重要,因此在海洋工程结构的生产中首先得到应用。
1.母材钢种,板厚和接头坡口形式
母材钢种2Ni钢,板厚90mm,双U形坡口对接接头,坡口尺寸见图1-191。
2.焊接材料牌号及规格
1)焊丝牌号。OKAutrod 13.27(AWS A5.23:ENi2)。
2)焊丝直径。ϕ4.0mm。
3)焊剂牌号。OKFlux 10.62(碱性烧结焊剂)。
4)金属粉末牌号。OKGrain 21.86。
OKAutrod 13.27焊丝的标准化学成分,见表1-72。
5)焊丝/焊剂组合标准型号。F8A4-ENi2。
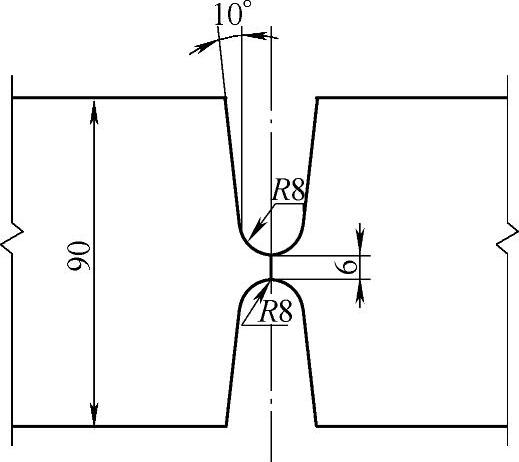
图1-191 海洋工程结构90mm厚板对接接头坡口形状及尺寸
表1-72 OKAutrod13.27焊丝的典型化学成分
 (https://www.xing528.com)
(https://www.xing528.com)
3.焊接设备型号
1)焊接机头型号。A6重型埋弧焊焊接机头,配备计量送粉装置。
2)焊接电源型号。LAF1000A直流埋弧焊焊接电源。
4.焊接参数
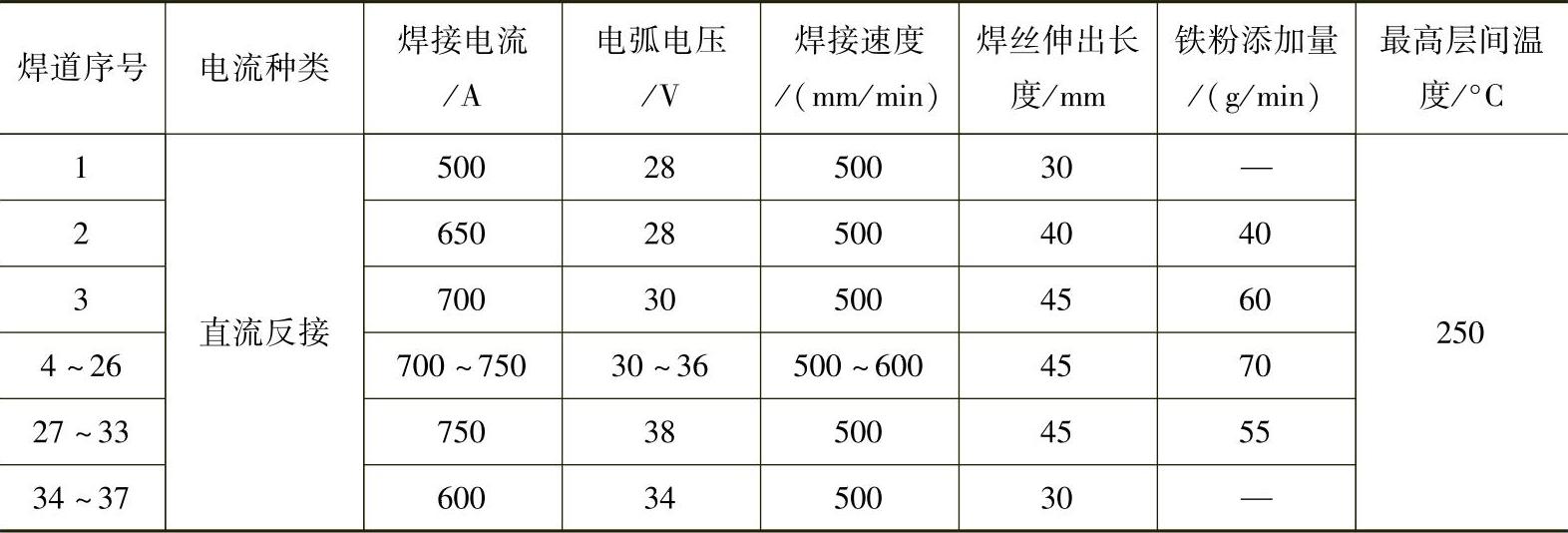
厚90mm双U形坡口对接接头添加金属粉末埋弧焊共焊接了37道,比原单丝埋弧焊53道焊缝,减少了16道。焊接时间从原105min/m缩短到了66min/m,即焊接效率提高了63%。具体焊接参数,见表1-73。
表1-73 厚90mm双U形坡口对接接头添加金属粉末埋弧焊的焊接参数
5.焊缝金属的典型力学性能
采用OKAutrod 13.27/OKFlux 10.62+OKGrain 21.86铁粉埋弧焊接的焊缝金属典型力学性能,见表1-74。
表1-74 添加金属粉末埋弧焊焊缝金属的典型力学性能
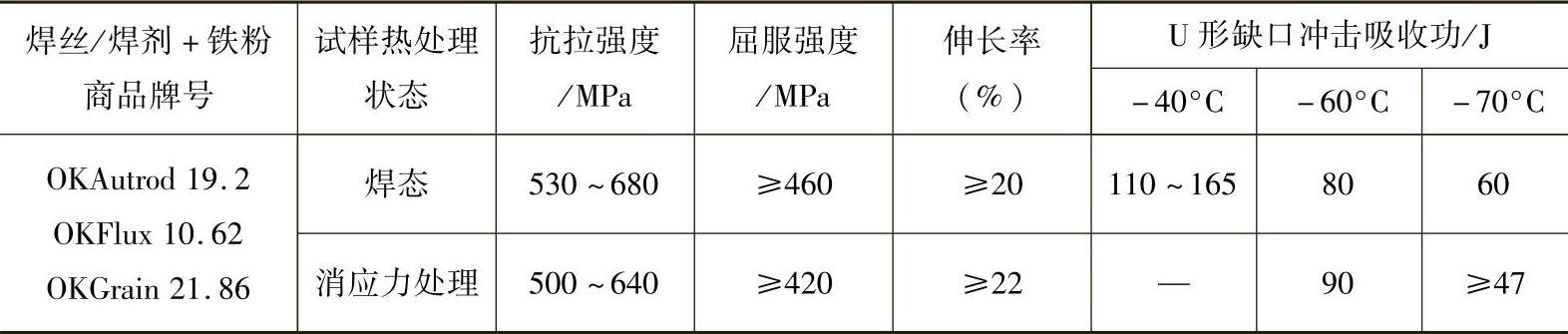
上表数据证明,添加金属粉末埋弧焊焊缝金属的力学性能,完全满足海洋工程结构厚壁接头的技术要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。