



药芯焊丝埋弧焊与常规实心焊丝埋弧焊相比,熔敷速度可提高20%~30%,其另一个重要优点是可以焊制出性能优良的焊缝金属,因此在许多重要焊接结构的生产中得到实际的应用。海洋工程结构部件的焊接是其主要的应用领域。由于海洋气候条件恶劣,焊接接头长期承受交变载荷,寒冬季节,极端气温可达到-40°C,因此对接头的低温韧度提出了特别高的要求。
1.母材强度等级、板厚及低温冲击吸收能量的要求
1)母材强度等级>470MPa。
2)板厚为35~40mm。
3)低温冲击吸收能量要求-40°C,>47J。
4)接头形式为单V形,双V形和K形坡口对接和角接。
2.焊接材料
1)药芯焊丝商品牌号。OKTubrod 15.24S。规格为ϕ2.4mm、3.0mm、4.0mm。
2)焊剂商品牌号。OKFlux 10.62(碱性烧结焊剂)、OKFlux 10.47(碱性熔炼焊剂)。
3)焊剂/焊丝组合型号AWS A5.23,F8A4-EC-G。
4)对焊缝金属力学性能要求。屈服强度>470MPa,V形缺口冲击吸收能量-40°C>47J,CTOD-10°C>0.25mm。
3.焊接设备的型号
1)A6SMastertrac型焊接小车。
2)LAF800A直流埋弧焊焊接电源。
4.焊接参数
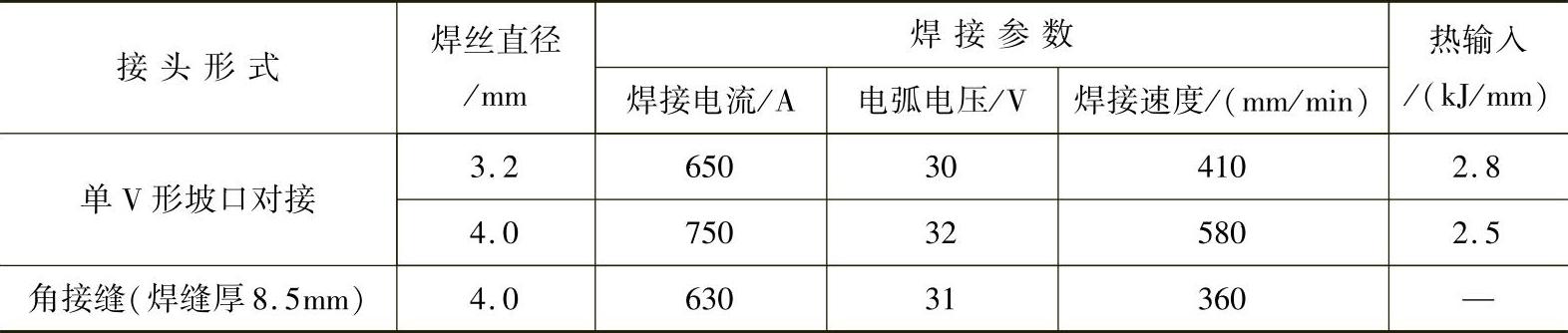
厚40mm钢板单面V形坡口对接和角接缝药芯焊丝埋弧焊的焊接参数见表1-68。(https://www.xing528.com)
表1-68 对接和角接药芯焊丝埋弧焊的焊接参数
5.焊缝金属的化学成分
OKTubrod 15.24S与OKFlux 10.47组合使用时,埋弧焊焊缝金属的化学成分见表1-69。
表1-69 药芯焊丝埋弧焊焊缝金属的化学成分

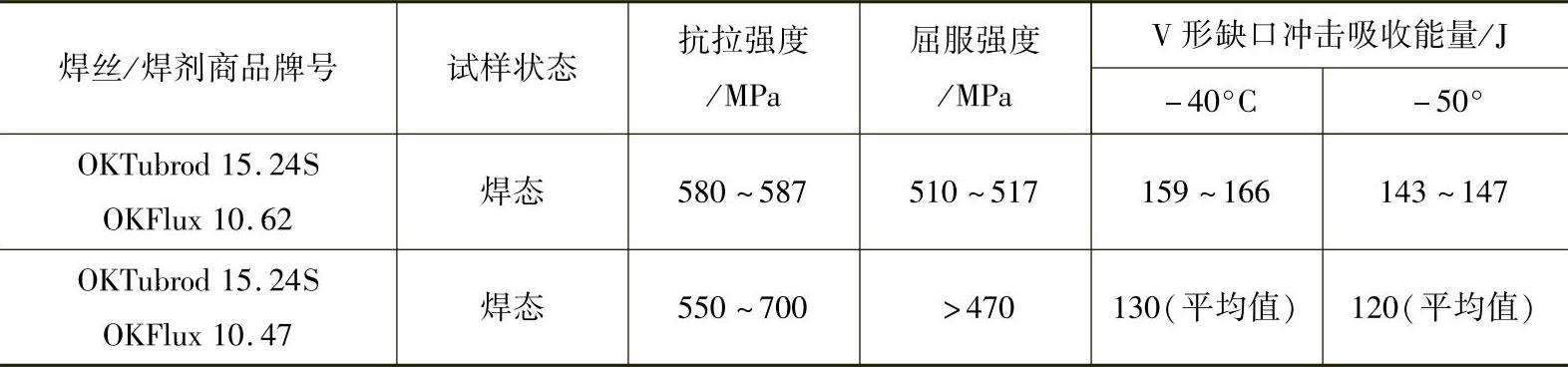
6.焊接接头的力学性能
OKTubrod 15.24S药芯焊丝与OKFlux 10.62和OKFlux 10.47组合埋弧焊焊接接头的力学性能试验结果见表1-70。
表1-70 药芯焊丝埋弧焊焊接接头的力学性能试验结果
三种不同坡口形式对接接头,药芯焊丝埋弧焊焊缝金属CTOD典型试验结果,见表1-71。
表1-71 药芯焊丝埋弧焊焊缝金属的CTOD典型试验结果

上列试验结果表明,药芯焊丝埋弧焊焊缝金属和焊接接头的强度性能及低温冲击韧度,完全满足了海洋工程结构的技术要求。因此得到了普遍推广应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。