



添加冷丝埋弧焊不仅可提高熔敷速度,而且可显著地降低焊接热输入,适用于对焊接热较敏感的钢材,如奥氏体铬镍不锈钢和双相不锈钢等。
1.母材钢号、板厚及接头坡口形式
母材钢号为X2CrNiMoN22-5-3(03Cr25Ni5Mo3N)。
板厚:14mm、20mm和22mm。
接头坡口形式如图1-188所示。
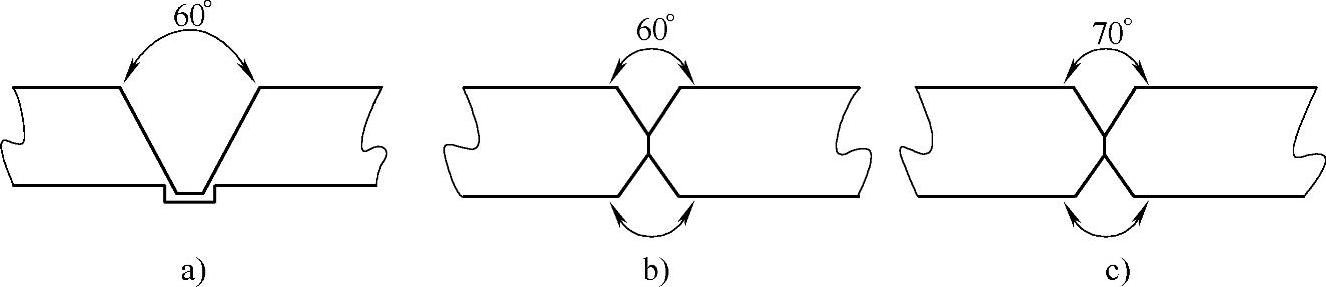
图1-188 三种不同板厚对接接头的坡口形式
a)板厚22mm,60°V形坡口,钝边0 b)板厚14mm,60°双V形坡口,钝边4mm c)板厚20mm,70°X形坡口,钝边4mm
2.焊接材料
焊丝商品牌号:OKAutrod 2209(AWS A5.9 ER2209)焊丝规格:ϕ3.2mm、ϕ2.4mm(冷丝)。
焊剂商品牌号为OKFlux 10.93(碱性烧结焊剂)。
3.焊接工艺方法
1)板厚22mm单面60°V形坡口,背面加铜衬垫。
根部第1、2层,采用OKTubrod 14.27药芯焊丝电弧焊封底,其余7层采用添加冷丝埋弧焊。
2)板厚14mm双V形坡口,正面采用冷丝埋弧焊,背面采用单丝埋弧焊。
3)板厚20mmX形坡口,正、背面均采用添加冷丝埋弧焊。
4.焊接设备型号
1)埋弧焊焊接小车型号。A6 Mastertrac,配添加冷丝机构。
2)焊接电源型号。LAF 800A直流埋弧焊焊接电源。
5.焊接参数
三种不同板厚对接接头添加冷丝埋弧焊焊接参数列于表1-64。
表1-64 双相不锈钢添加冷丝埋弧焊焊接参数

(续)(https://www.xing528.com)

6.焊缝金属的化学成分
三种不同板厚对接接头表层焊缝金属的实测化学成分见表1-65。
表1-65 双相不锈钢添加冷丝埋弧焊表层焊缝金属化学成分
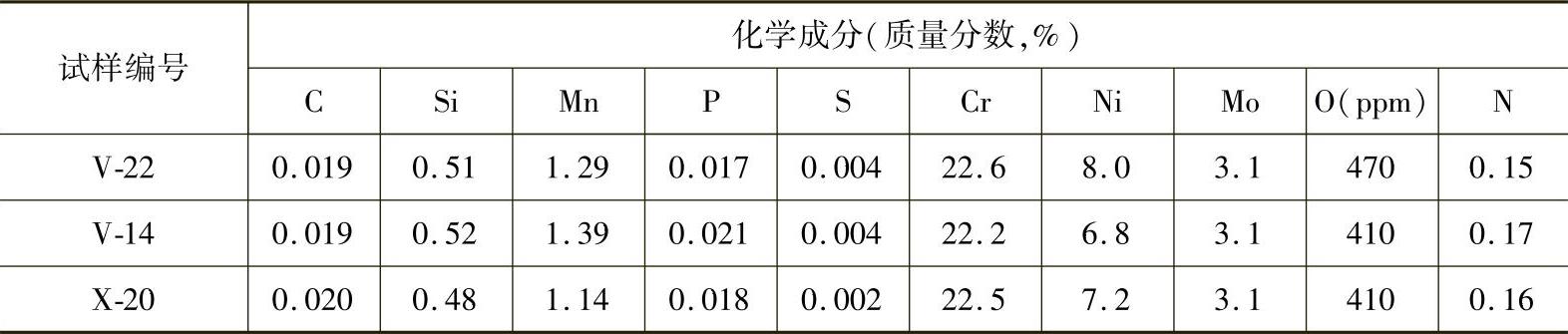
注:试样编号:V-22—板厚22mm单面V形坡口。
V-14—板厚14mm双V形坡口。
X-20—板厚20mmX形坡口。
7.焊接接头的力学性能
双相不锈钢添加冷丝埋弧焊焊接接头的力学性能试验结果,见表1-66。V-14号试样接头横截面硬度测量值见图1-189。焊缝横截面宏观金相照片如图1-190所示。
表1-66 双相不锈钢添加冷丝埋弧焊焊接接头的力学性能试验结果
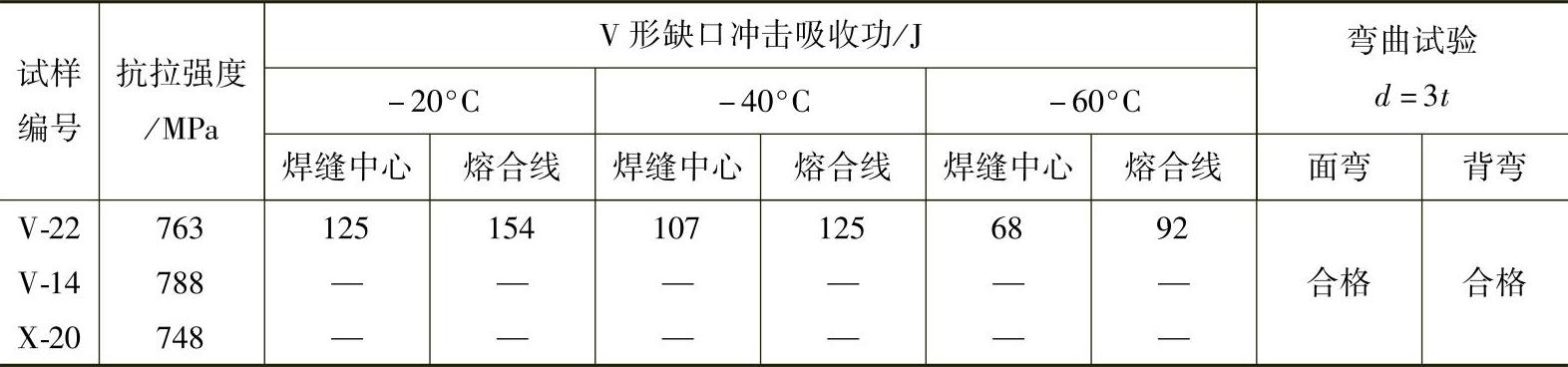
注:接头拉伸试样均断裂于母材。
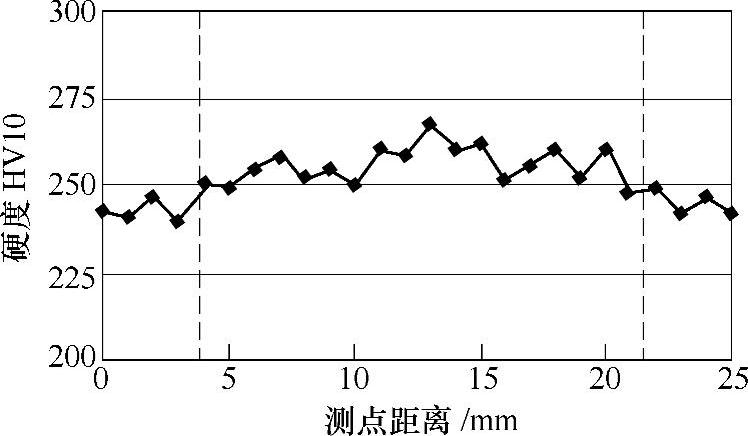
图1-189 V-14号试样接头横截面硬度测量值
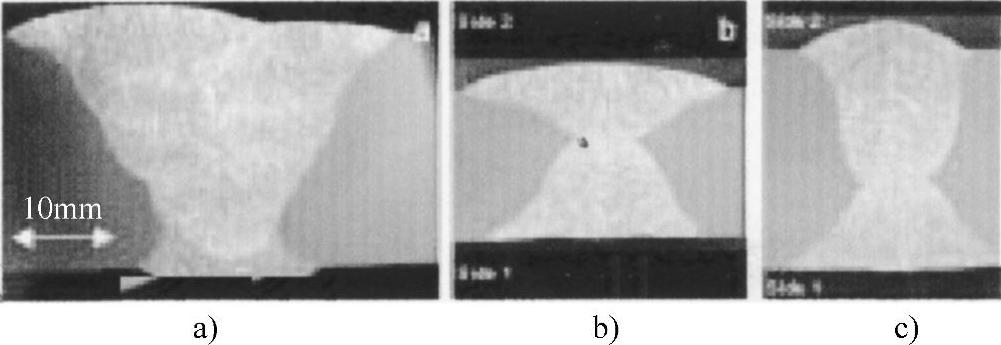
图1-190 三种不同板厚双相不锈钢冷丝埋弧焊对接接头横截面宏观金相照片
a)单面V形坡口 b)双V形坡口 c)X形坡口
8.焊缝金属的显微组织和铁素体含量
对于双相不锈钢焊缝金属,为获得最佳的综合性能,必须严格控制铁素体的体积分数在合适的范围内。表1-67列出三种焊缝金属铁素体含量测定结果。
表1-67 三种双相不锈钢焊缝金属铁素体体积分数的实测值(FN)

由上列试验数据可见,双相不锈钢添加冷丝埋弧焊接头具有相当高的力学性能。焊缝金属显微组织为典型的铁素体+奥氏体双相组织,只是X-20焊缝金属的铁素含量偏高,但尚未明显影响接头性能,可适当控制焊接热输入量将其降低到合适的范围。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。