



大型风电装备的风塔是由钢板卷制成筒体,并由纵、环缝组焊而成的全焊结构,焊接工作量相当大。风塔在长期运行过程中经受疲劳载荷,且野外气候条件变化多端,对接头的力学性能,特别是低温冲击韧度提出较高的要求。因此,必须选用低热输入的高效焊接法。最近开发的双/双丝串列埋弧焊是一种兼得高熔敷率和接头高性能的高效埋弧焊接法,并在欧洲许多国家的风塔焊接生产中得到了成功的应用。双/双丝串列高效埋弧焊焊接风塔筒体纵缝的实况,如图1-187所示。
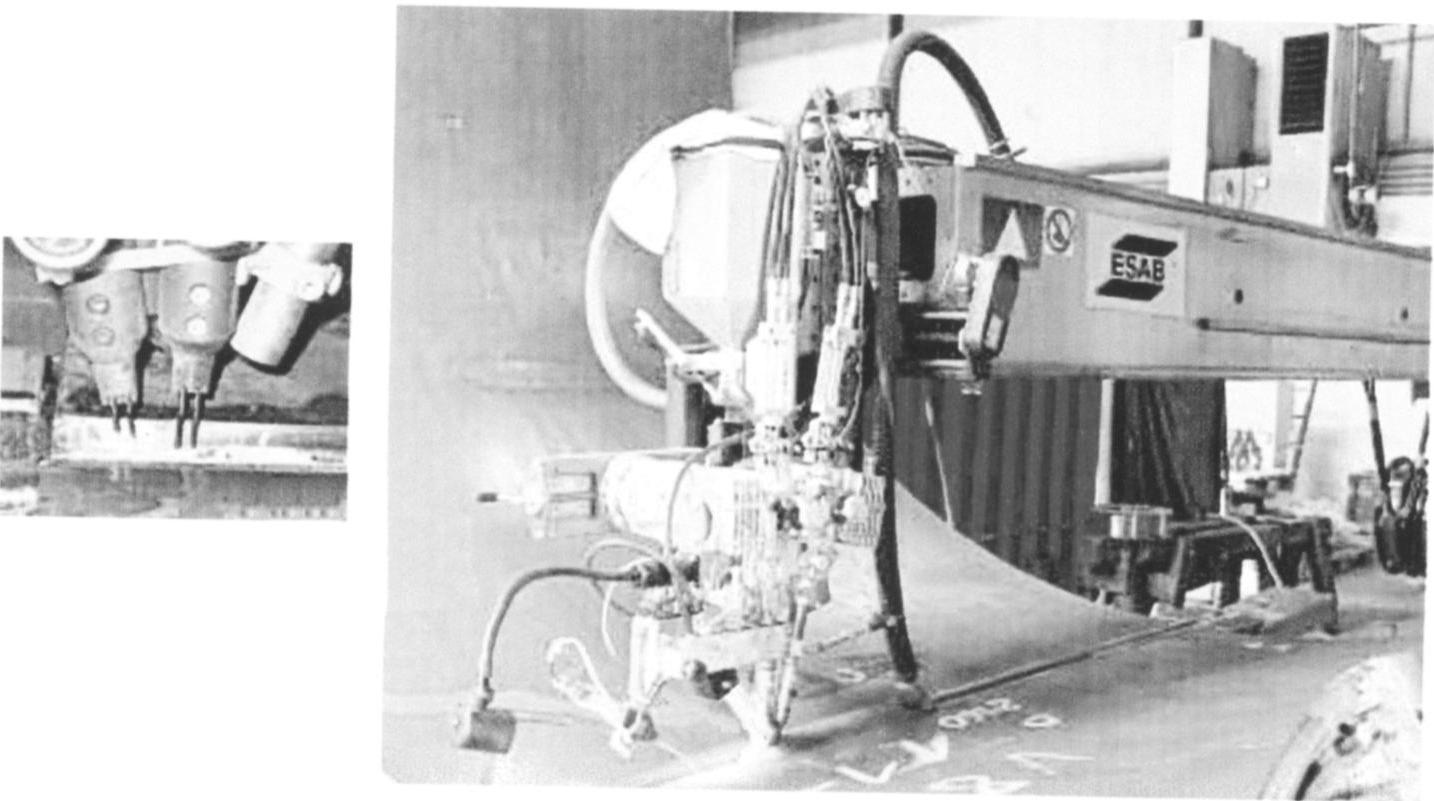
图1-187 双/双丝串列高效埋弧焊焊接风塔筒体纵缝实况
1.母材钢号、板厚及接头坡口形式
1)风塔母材钢号为S355G8+N,其实际化学成分及碳当量列于表1-61。板厚为40~50mm。
表1-61 S355G8+N母材实际化学成分

注:CEV为碳当量。
2)按照欧洲标准,风塔钢材-40°CV形缺口冲击吸收能量≥50J。3)接头坡口形式为50°单面V形坡口,钝边为3~5mm。
2.焊丝、焊剂牌号及规格
1)焊丝牌号。OKAutrod 12.22,其典型化学成分见表1-62,表1-62中一并列出了焊缝金属的化学成分。焊丝规格:ϕ2.5mm。
2)焊剂牌号。OKFlux 10.72(碱性烧结焊剂)。
表1-62 焊丝及焊缝金属化学成分

3.焊接设备型号
风塔筒体纵、环缝双/双丝串列埋弧焊装置,主要由下列部件组成:
1)CaB460型立柱-横梁操作机,规格为4m×4m和6m×6m两种。(https://www.xing528.com)
2)焊接滚轮架为:TAW型,规格40~70t。
3)焊接电源为:LAF1250A直流埋弧焊电源和TAF 1250A交流埋弧焊电源各1台。
4)A6S重型埋弧焊焊接机头两台。
5)PEH系统控制器两台。
6)GMD型焊缝自动跟踪系统一套。
7)焊剂输送回收系统及其他辅助器具。
4.焊接参数
1)预热温度为125°C,层间温度≤250°C。
2)焊接热输入为2.7kJ/mm。
3)焊接速度为100~120cm/min。
5.接头的力学性能
厚50mm风塔筒体双/双丝串列埋弧焊对接接头力学性能试验结果列于表1-63。
表1-63 双/双丝串列埋弧焊接头力学性能试验结果
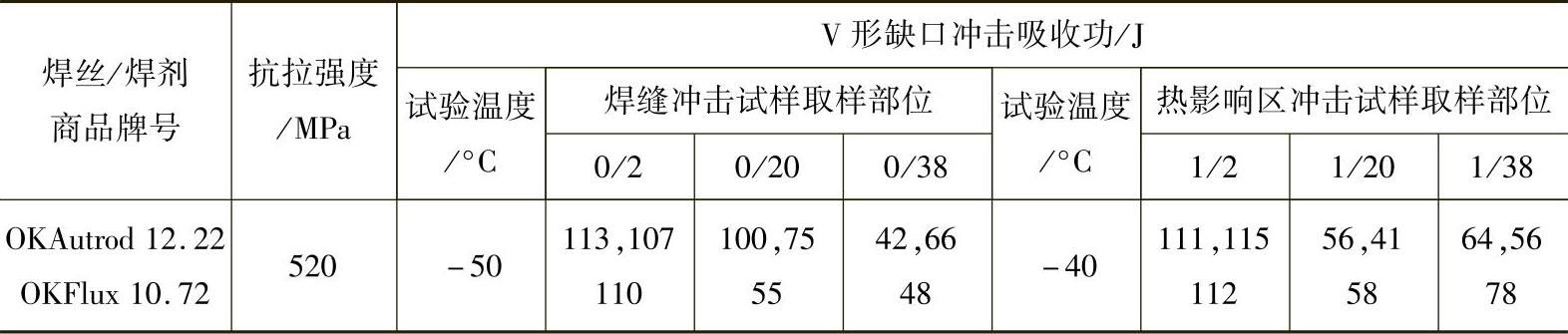
上表数据证明,厚50mm筒体双/双丝串列埋弧焊对接接头的力学性能试验结果,完全满足风塔制造规范的要求。接头横截面宏观金相检验未发现任何焊接缺陷,焊缝金属初生组织细密,焊缝层间产生明显的回火作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。