



在大尺寸钢板的拼接中,为省略费工、费时的钢板翻身,采用单面焊双面成形埋弧焊工艺不失为一种高效经济的焊接方法。对于厚度超过20mm的钢板拼接,目前已采用了丝串列埋弧焊工艺方法。
1.母材钢号、板厚及接头坡口形式
适用母材钢号为A、B、D、E三级船体用碳钢,以及A32、D32、E32、A36、D36和E36级船体用低合金结构钢。
适用板厚:22mm、24mm、26mm、28mm、30mm、32mm和35mm。
坡口形状和尺寸详见表1-3。
2.焊丝、焊剂牌号及规格
按钢板的强度等级分别选用日本神户制钢所的US-43焊丝和US-36焊丝,规格为:ϕ4.8mm和ϕ6.4mm。
焊剂牌号:PFI-55E(日本神户制钢所产品)。
衬垫焊剂牌号:PE1-50R(日本神户制钢所产品)。
3.焊接装备组成
单面焊双面成形多丝埋弧焊装备,由以下主要部件组成:
1)大型移动式焊接门架。
2)三丝埋弧焊焊接机头。
3)焊接电源,1000A交流埋弧焊电源两台并联。
1500A交流埋弧焊电源两台。
4)控制系统,包括焊缝自动跟踪装置。
5)焊剂输送、回收装置。(https://www.xing528.com)
6)电磁平台。
7)焊剂-铜衬垫及顶升机构。
4.焊接参数
钢板拼接单面焊双面成形三丝埋弧焊焊接参数见表1-59,三丝串列埋弧焊各焊丝的倾角和相对位置如图1-186所示。
表1-59 单面焊双面成形三丝埋弧焊的焊接参数

(续)
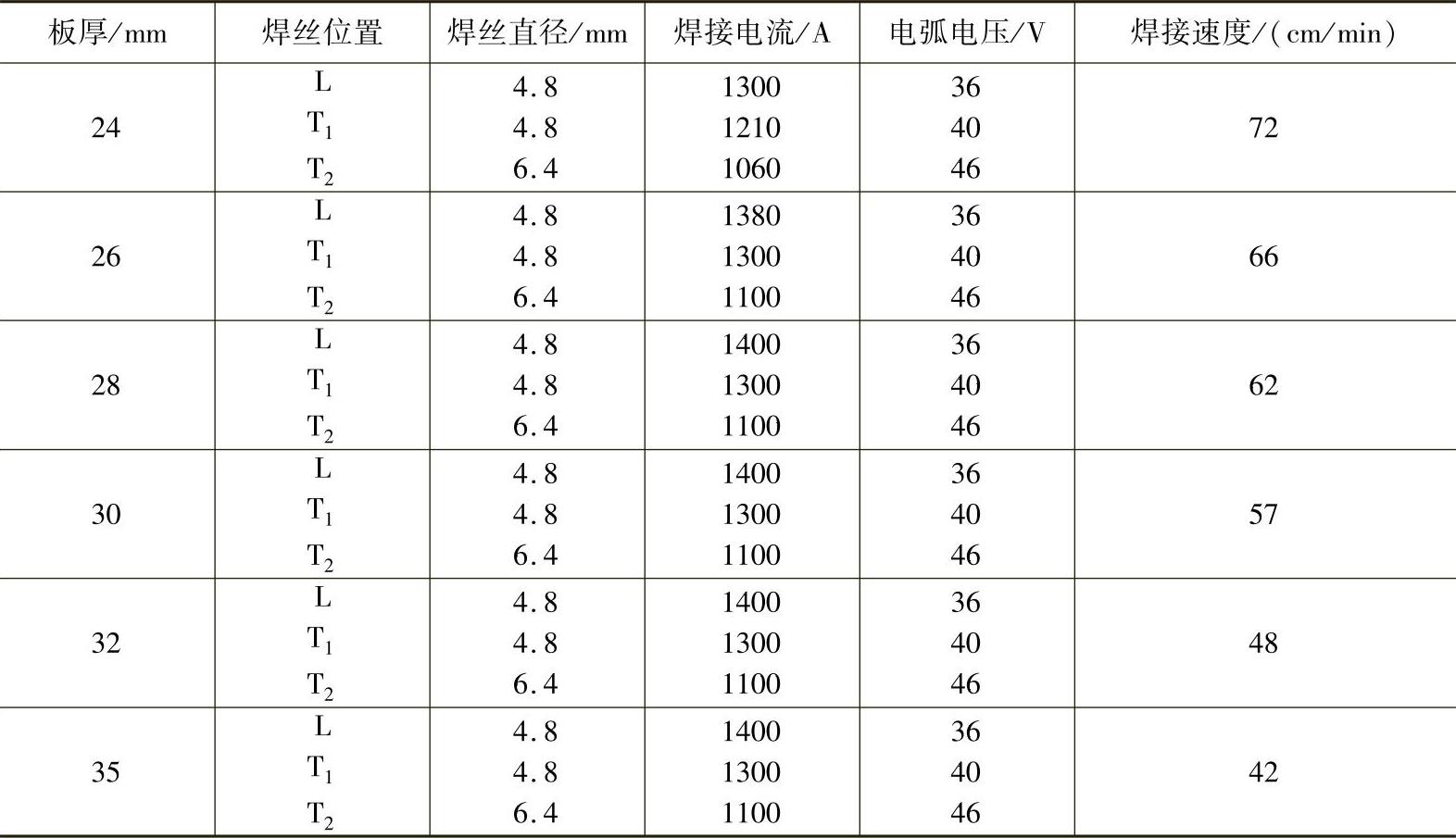
注:L——前丝,T1——中丝,T2——后丝。
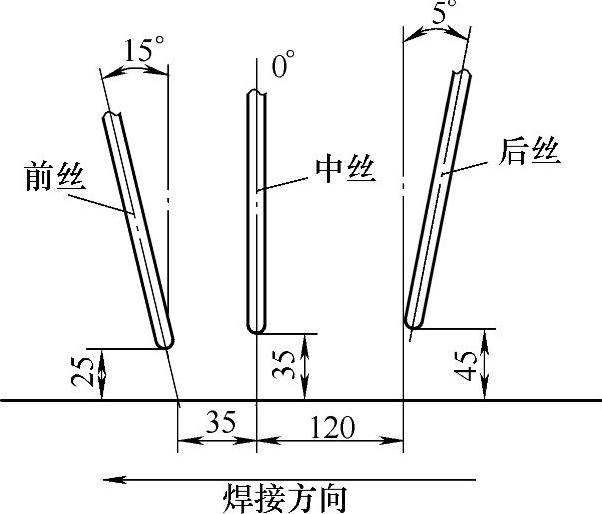
图1-186 三丝串列埋弧焊各焊丝的倾角和相对位置
5.焊接接头的力学性能
厚25mm和30mm钢板拼接单面焊双面成形埋弧焊接头的典型力学性能数据见表1-60。
表1-60 钢板拼接单面焊双面成形三丝串列埋弧焊接头力学性能
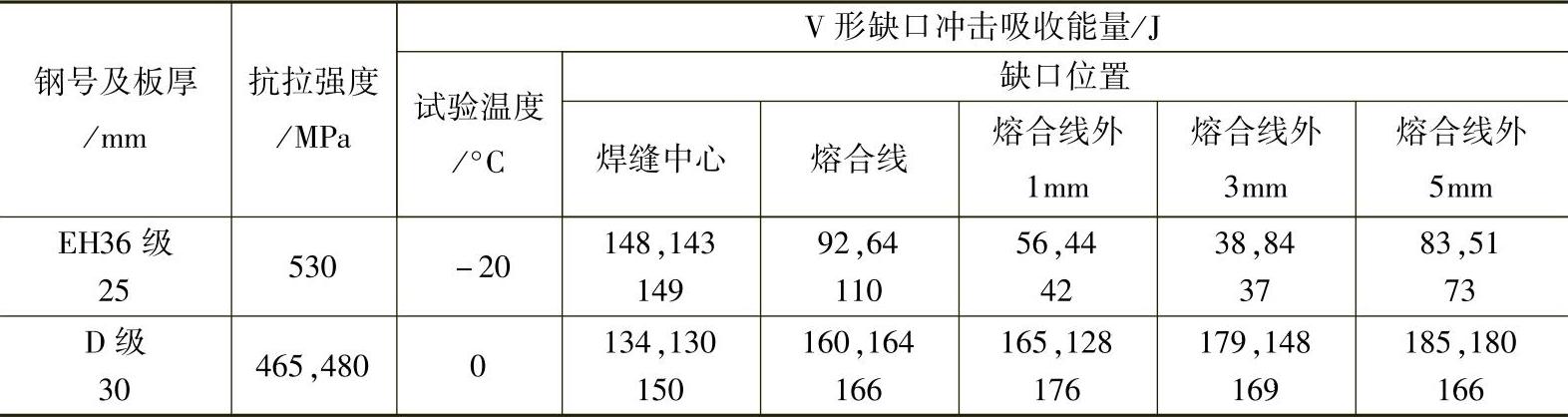
表载数据证明,厚度20mm以上钢板拼接单面焊双面成形三丝埋弧焊焊接接头的力学性能符合船级社相应规范的要求。接头的宏观金相检验表明,焊缝相当致密,无任何焊接缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。