



在现代大型船舶制造中,船体各部件钢板拼接工作量相当大,大多采用双丝串列高效埋弧焊。
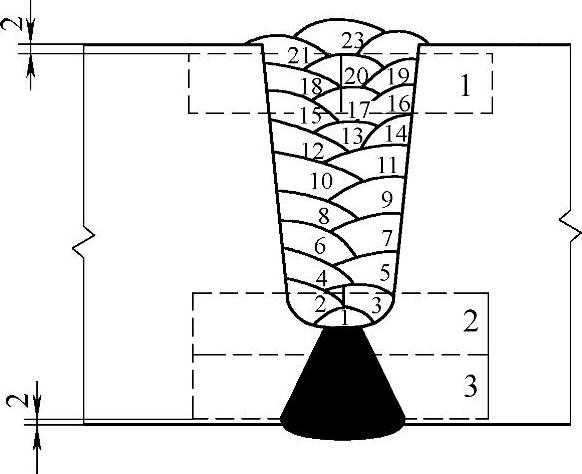
图1-183 冲击试样取样部位示意图
1.母材钢号、板厚及接头坡口形状
母材钢号为DH36,低合金高强度结构钢,板厚20mm、28mm。坡口形式:厚20mm的钢板采用直边对接,28mm厚板开Y形坡口,坡口角度及钝边尺寸如图1-184所示。

图1-184 船体钢板拼接双丝串列埋弧焊接头坡口形式及尺寸
a)直边对接 b)Y形坡口
2.焊丝、焊剂牌号及规格
焊丝与焊剂选用日本神户制钢所的US-36焊丝,规格为ϕ48mm,ϕ6.4mm。焊剂牌号为PFH-55E。焊剂/焊丝组合标准型号为F7A4-EH14。
3.焊接设备型号
钢板拼接双丝串列埋弧焊装备由移动式门架,可沿立柱升降,焊接小车、焊接电源、控制系统和其他辅助装置等组成。
1)焊接小车型号为SWT-24型(日本OTC公司产品)。
2)焊接电源型号为CRMR-1500型直流焊接电源、KRUMC-1500型交流焊接电源(均为日本OTC公司产品)。
前丝接直流电源,后丝接交流电源。焊丝侧角间距及与待焊钢板相对位置如图1-185所示。(https://www.xing528.com)
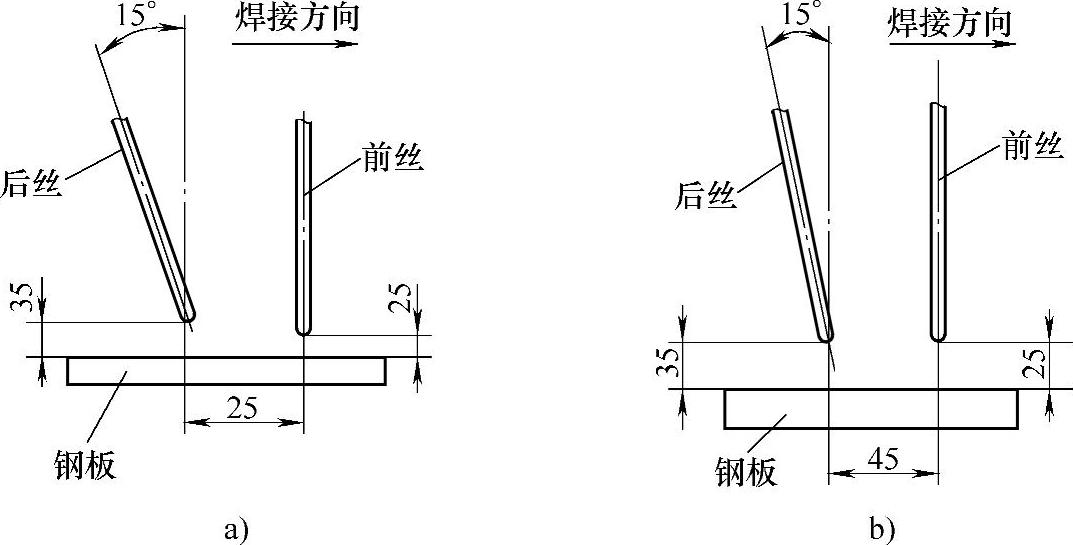
图1-185 双丝串列埋弧焊焊接不同厚度钢板时焊丝倾角、间距和与待焊钢板的相对位置
a)厚20mm钢板拼接 b)厚28mm钢板拼接
4.焊接参数
厚20mm,28mm钢板拼接双丝串列埋弧焊的焊接参数列于表1-57。
表1-57 钢板拼接双丝串列埋弧焊的焊接工艺参数
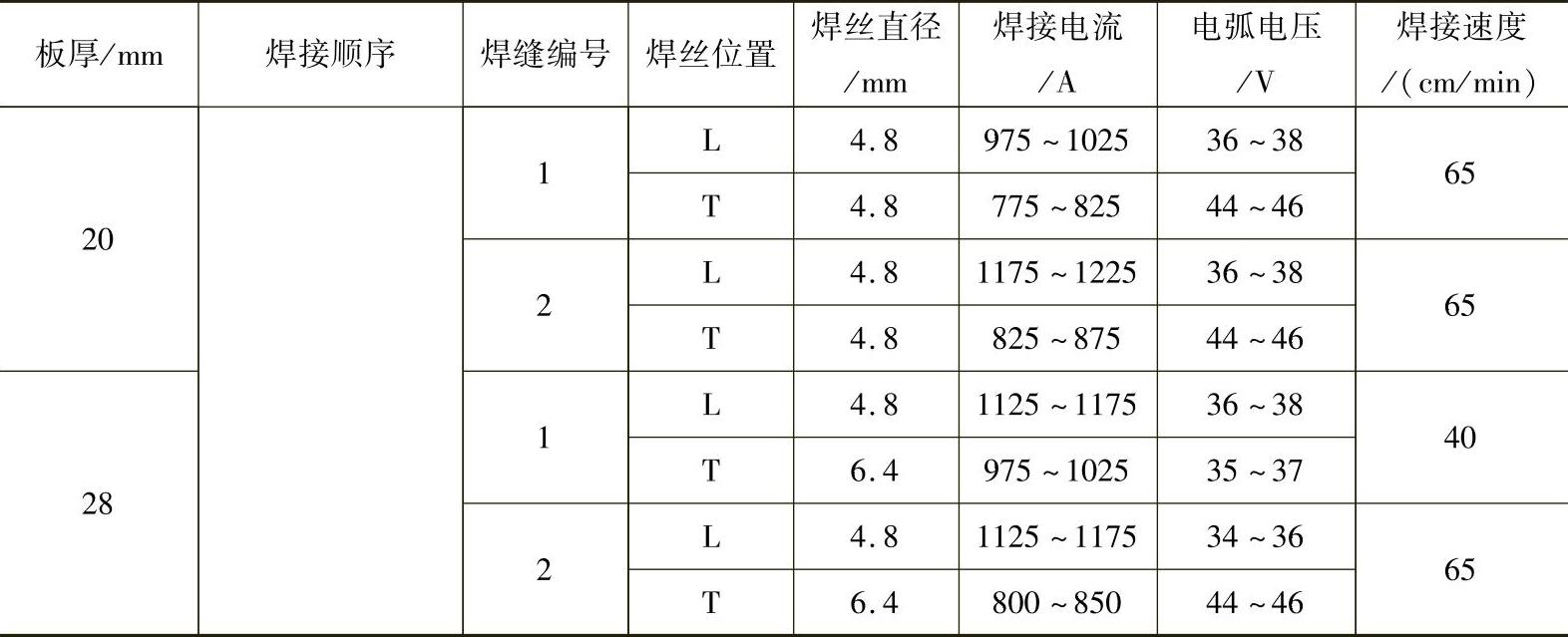
注:L——前丝,T——后丝。
5.焊接接头力学性能试验结果
从厚20mm和28mm钢板焊接试板中截取拉伸和冲击试样,试验结果列于表1-58。
表1-58 钢板拼接双丝串列埋弧焊接头力学性能试验结果
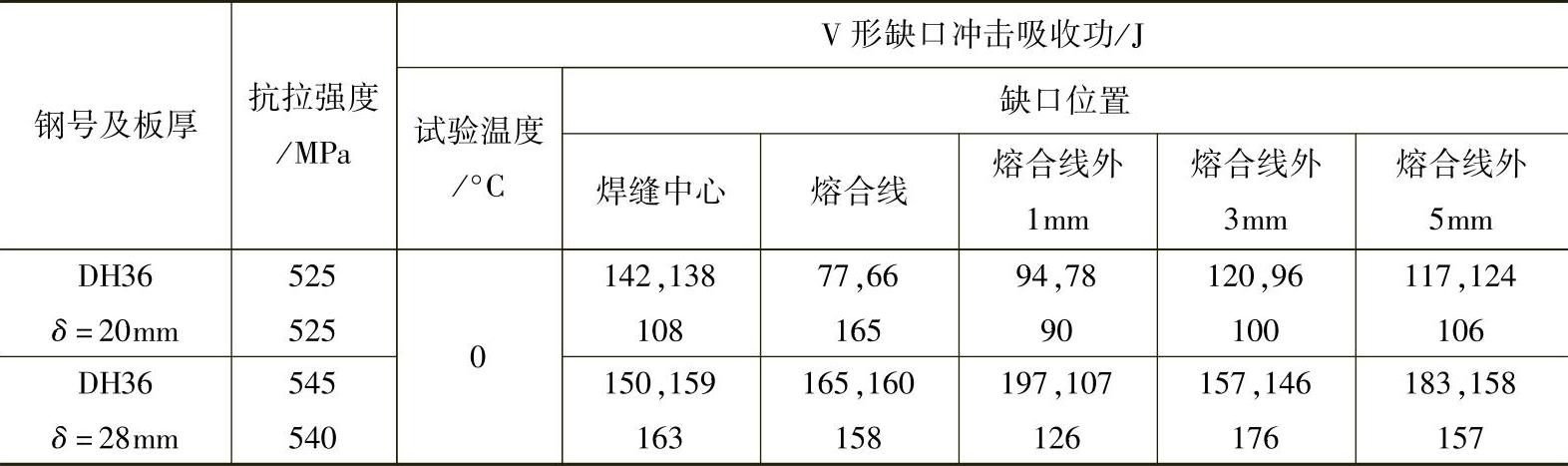
表载数据说明,钢板拼接双丝串列埋弧焊接头的力学性能完全符合船级社,材料与焊接规范的规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。