



双丝并联埋弧焊主要用于钢结构元件生产中角焊缝的焊接,可提高焊接速度50%以上,并改善焊缝成形,减少焊接变形。最近已将其应用范围扩大到厚壁构件对接缝的焊接,则不仅提高了焊接效率,还使接头的力学性能,特别是低温冲击韧度更加优异。
1.母材钢号、板厚及接头坡口形状
母材钢号为P355NH低合金高强度钢,板厚60mm。对接接头、坡口形状为V形+U形组合坡口,其尺寸如图1-181所示。
V形坡口采用火焰切割,U形坡口铣削加工,V形坡口焊满后背面用砂轮打磨清根。
2.焊丝/焊剂牌号及规格
1)焊丝牌号。OESD3,规格ϕ4.0mm、ϕ2.0mm。
2)焊剂牌号[2]。OP121TT。
3)焊剂/焊丝组合标准型号。F7ACP18-EG-G。
3.焊接工艺方法
V形坡口采用单丝埋弧焊,焊丝直径为4.0mm。
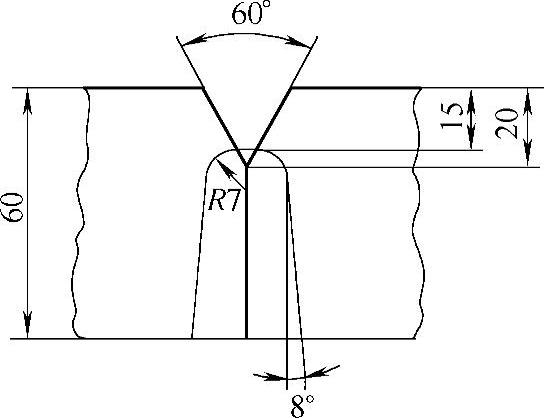
图1-181 厚壁构件对接接头坡口形状及尺寸
U形坡口采用双丝并联埋弧焊,焊丝直径为2.0mm×2。
4.焊接参数
焊前预热温度为100°C,层间温度≤200°C。
V形坡口单丝埋弧焊和U形坡口双丝并联埋弧焊焊缝顺序编号如图1-182所示。(https://www.xing528.com)
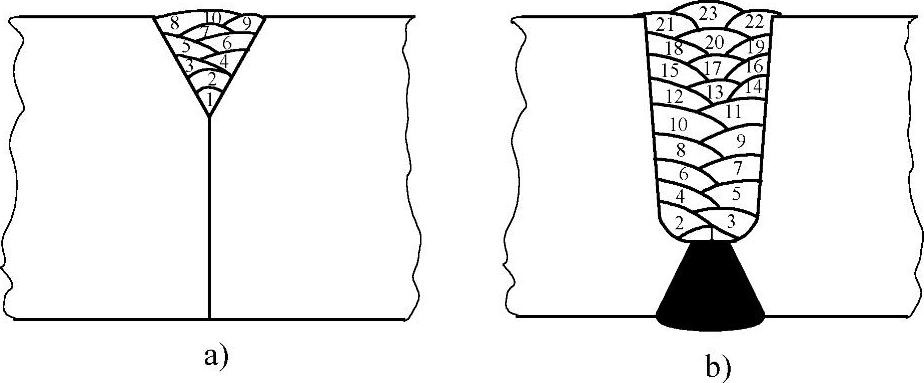
图1-182 V形坡口和U形坡口焊缝顺序编号
a)V形坡口 b)U形坡口
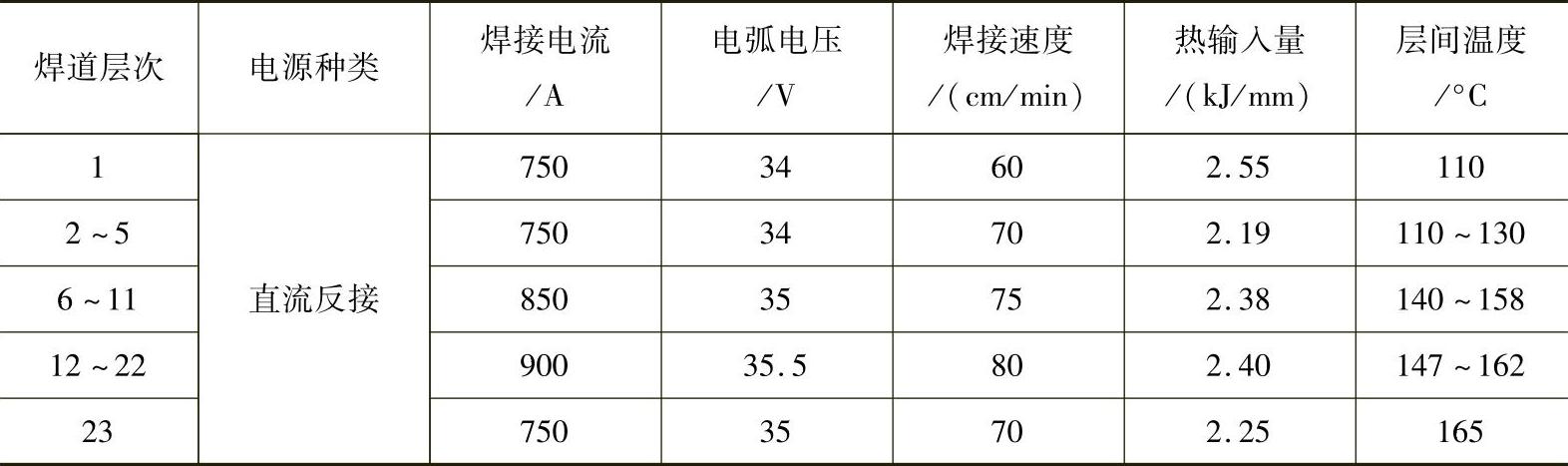
V形坡口单丝埋弧焊的焊接参数列于表1-53。U形坡口双丝并联埋弧焊焊接参数详见表1-54。
表1-53 单丝埋弧焊焊接参数
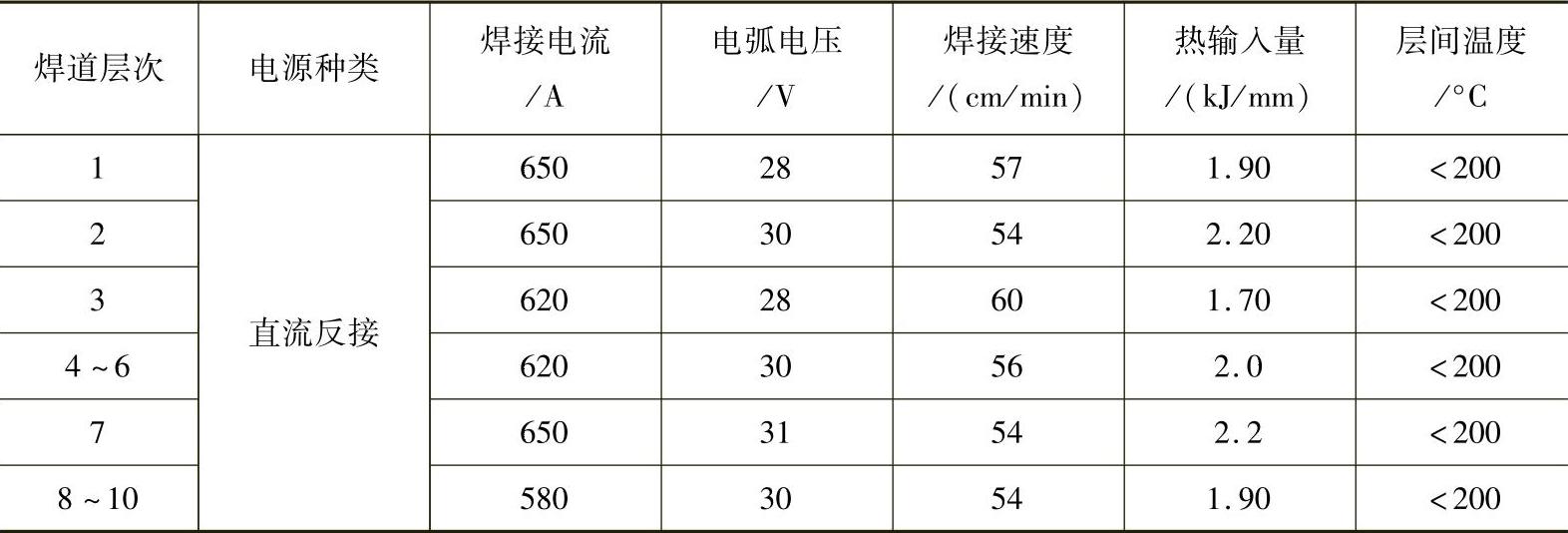
表1-54 双丝并联埋弧焊焊接参数
5.接头的理化性能试验结果
双丝并联埋弧焊焊缝金属的化学成分列于表1-55。接头的力学性能试验结果见表1-56,其中冲击韧度试样从3个部位截取,如图1-183所示。
表1-55 双丝并联埋弧焊焊缝金属的化学成分

表1-56 双丝并联埋弧焊厚壁接头力学性能试验结果
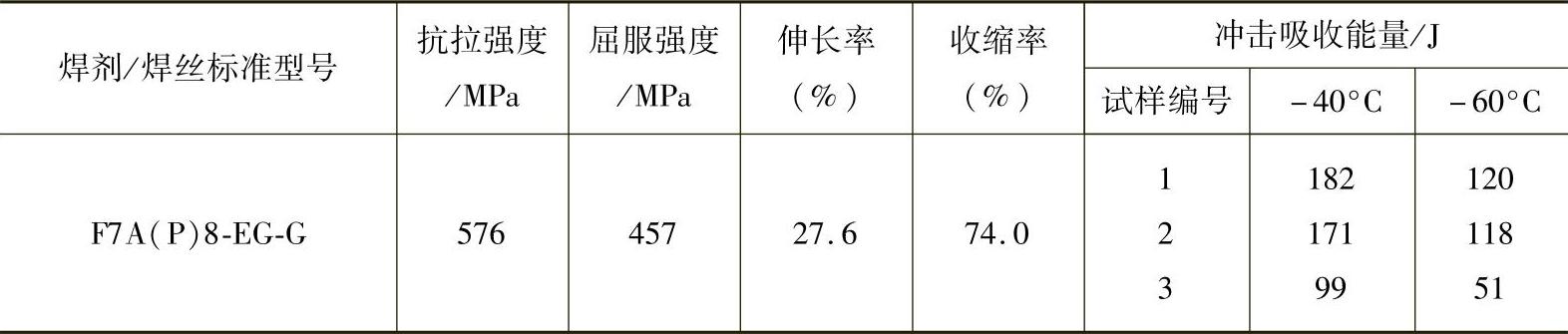
表载数据表明,双丝并联埋弧焊厚壁接头的强度性能远高于P355NH母材标准的规定值。从双丝并联埋弧焊焊缝金属中截取的No1和No2组冲击试样的低温冲击吸收能量,大大高于从单丝埋弧焊焊缝金属截取的No3组冲击试样的冲击吸收能量。这归因于双丝并联埋弧焊由于采用小直径焊丝而细化了焊缝金属组织。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。