



焊接工艺装备主要是指焊接机头移动机械、焊件变位机械和其他辅助装置等。
焊接工艺装备按自动化程度等级的不同,可分为机械化焊接装备、自动化焊接装备和全自动化焊接装备。
在高效埋弧焊中应用的焊接机头移动机械,主要有立柱-横梁焊接操作机、侧梁式焊接操作机和龙门式焊接操作机。焊件变位机械按其结构和功能不同,可分为焊接滚轮架、焊接变位机、焊接翻转机和焊接回转平台。焊接操作机与焊件变位机械往往组合使用而形成各种焊接中心。常用的辅助装置包括:上、下料装置,输送辊道,焊剂回收输送装置,操作平台和焊丝盘支架等。
1.焊接操作机
焊接操作机是一种能将焊接机头按焊件的形状和尺寸进行初始定位,并在焊接过程中以预置的速度移动焊接机头的机械装置。操作机的移动机构应有足够的刚度和精度,以保证焊枪准确对中并保持所要求的电弧长度。焊接操作机的技术特性是决定焊接质量的重要因素。
(1)立柱-横梁焊接操作机 立柱-横梁焊接操作机因以立柱和横梁作为基本构件而得名,这是一种通用性很好的操作机,其结构外形如图1-146所示。
如图1-147所示为这种操作机的基本构成和主要功能。该操作机是由垂直安装的立柱、托架、可左右移动的横梁和传动机构等组成。按使用要求,操作机的立柱可安装在固定式底座上或安装在轨道平车上。立柱底部装有回转支承和锁紧装置,可作360°旋转,并在所要求位置锁定。横梁由4轮托架支承,可沿立柱导轨上、下移动,并可以焊接速度或空程速度左右移动。焊接机头通常装在横梁的端部。但也可按焊接工艺的要求,将焊接机头安装在横梁移动小车上,可进一步提高其机动性。

图1-146 立柱-横梁焊接操作机的外形
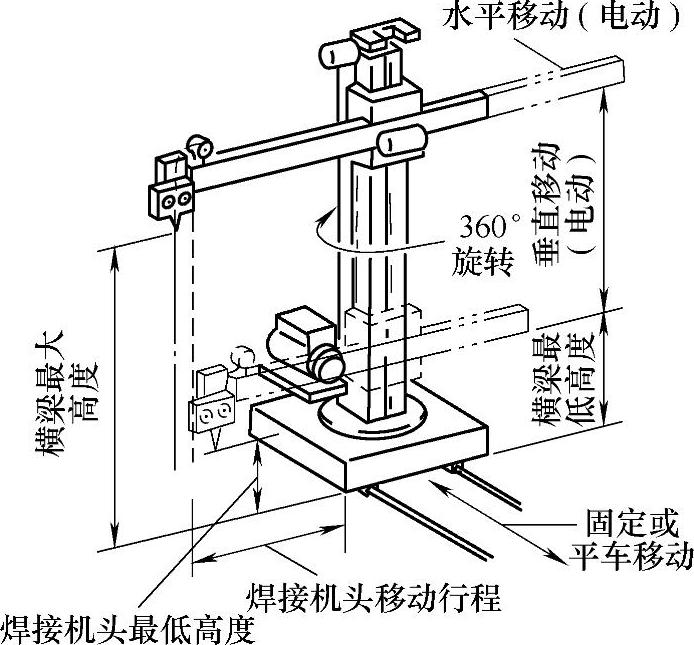
图1-147 立柱-横梁操作机的基本 构成和主要功能示意图
立柱和横梁通常采用钢板或型钢组焊而成,消除应力处理后进行机械加工。其横截面积应保证在最大的容许载荷和横梁伸出到极限位置下,横梁端点的下垂量不超过横梁长度的1/1000。立柱与横梁通过图1-148所示的托架机械连接。托架的结构和装配质量在很大程度上决定了横梁的移动精度。如托架沿立柱的上、下移动采用链条传动,则必须安装如图1-149所示的棘爪制动机构,严防链条偶发断裂,横梁突然下坠,造成设备损伤和人员伤亡事故。
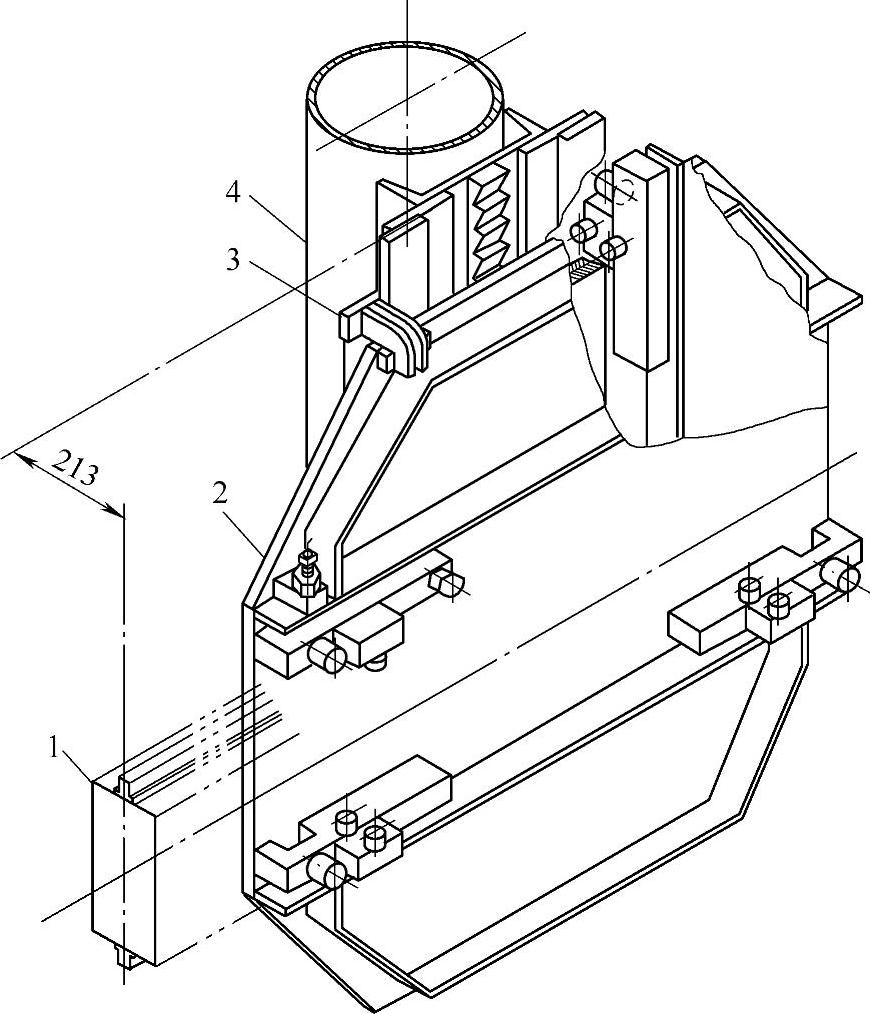
图1-148 横梁托架结构示意图
1—横梁 2—托架 3—定位板 4—立柱
托架的提升机构通常采用交流(AC)电动机驱动,而横梁的移动机构则采用直流(DC)电动机驱动,以在较宽的范围内无级调节移动速度。若对横梁移动速度的稳定性提出较高的要求时,则应采用交流伺服电动机驱动,并加测速反馈,控制精度可达±1%。
立柱-横梁焊接操作机的最主要特点是机动灵活、占地面积小和有效工作范围大。与各种焊接变位机械组合使用,可形成不同类型的自动焊接中心。操作机与焊接滚轮架组合使用的方案,可用于压力容器筒体内、外纵缝和环缝的自动埋弧焊。操作机也可与变位机组合使用,完成封头内壁不锈钢层带极埋弧堆焊。操作机与装夹工作平台组合的方案,可用于焊接箱形梁和工字梁的角焊缝。

图1-149 棘爪制动机构示意图
立柱-横梁焊接操作机由于结构较简单,便于采取模块化设计,标准化和系列化生产。目前在市场上可供应的立柱-横梁操作机,其最大规格为:立柱有效行程为12.5mm,横梁有效行程为15m。常用的标准规格为3m×3m,4m×4m,6m×6m等三种。
国产标准型立柱-横梁焊接操作机的技术数据列于表1-22。国外大型立柱横梁焊接操作机的标准技术数据见表1-23。
表1-22 国产立柱-横梁焊接操作机的技术数据
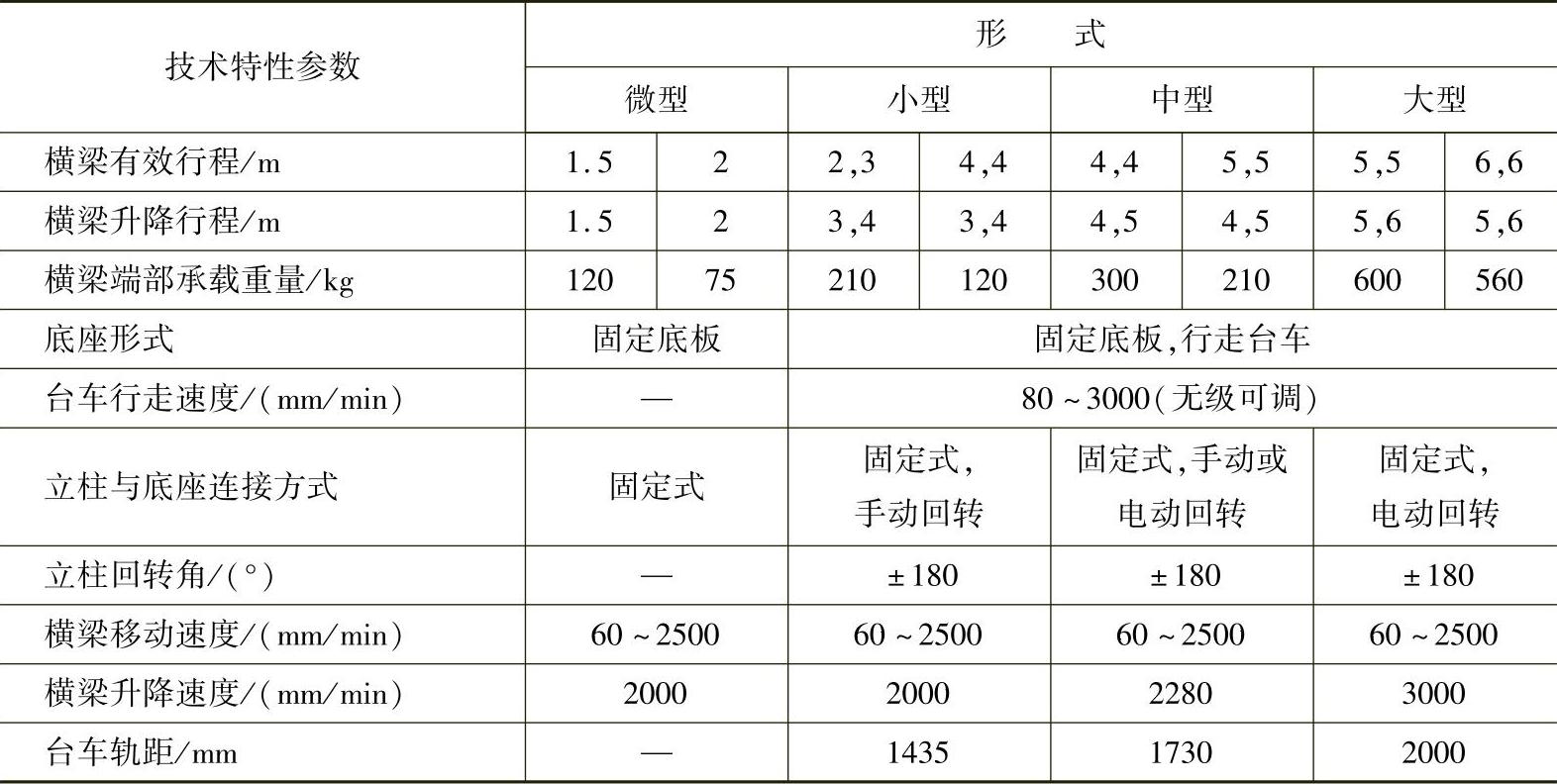
表1-23 国外大型立柱横梁焊接操作机的标准技术数据
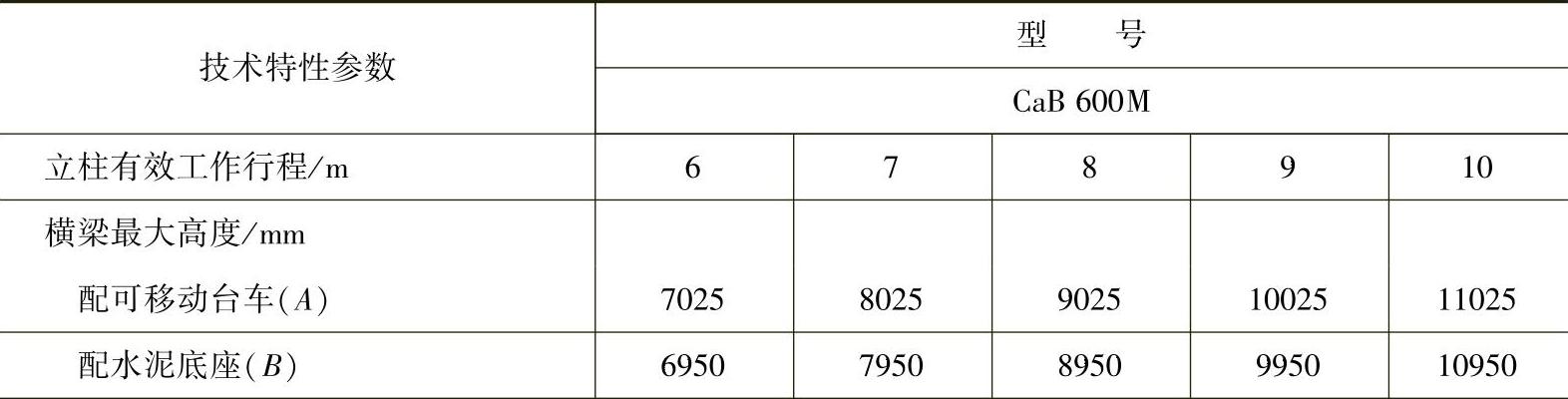
(续)
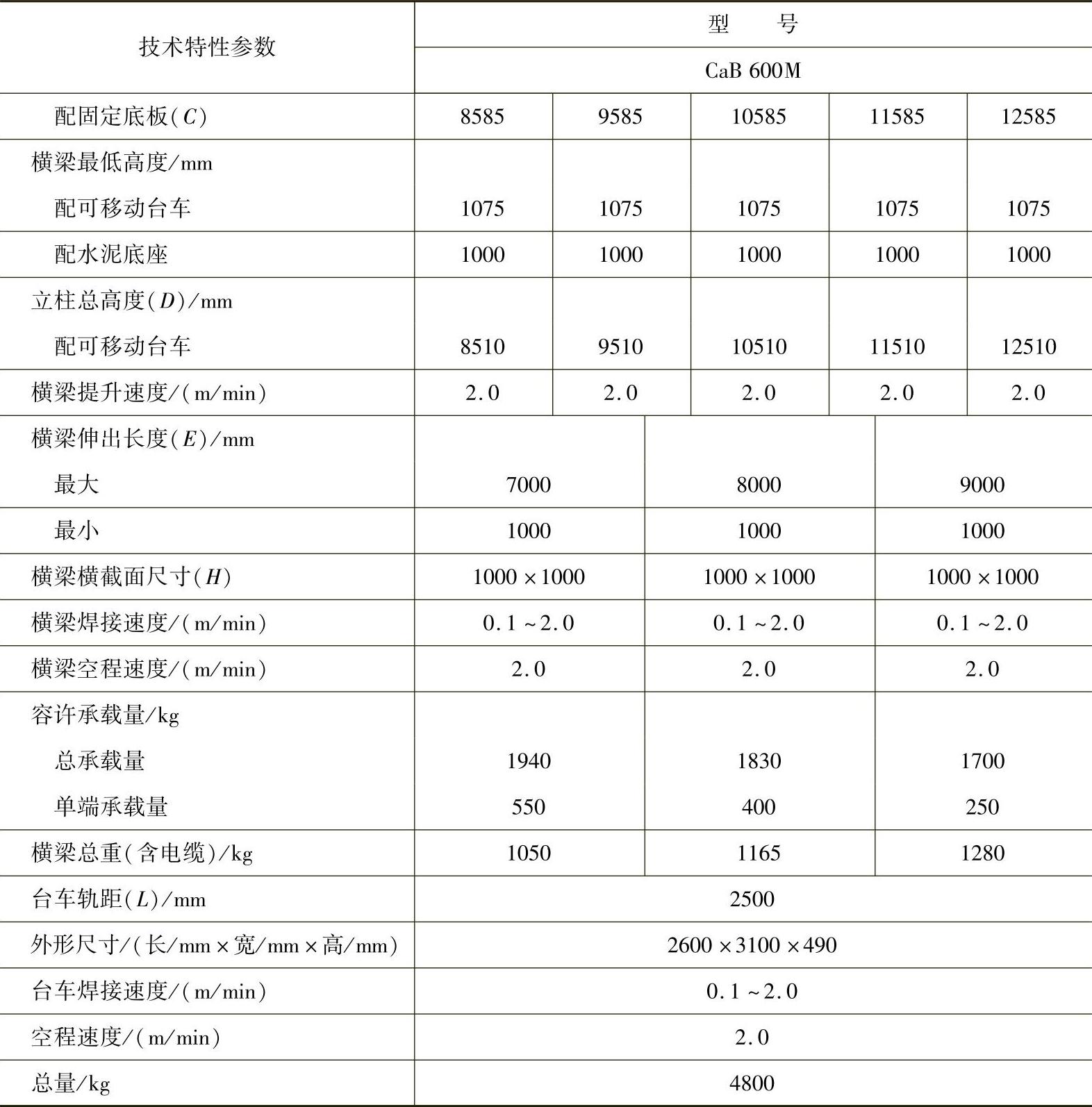
注:表载数据引自ESAB公司最新产品样本。
在上列两表的技术数据中,均未规定横梁端部在全载荷下的下垂量,其实这是评定立柱-横梁焊接操作机的关键性指标,应对其作出合理的规定。按理论力学定则分析,横梁端部的下垂量与横梁外伸长度成正比关系。同时横梁端部的下垂量还与载荷有关。按照立柱-横梁构件的理论分析。下垂量与横梁长度的关系应满足Δ1=L/1500(式中Δ1为横梁端部的下垂量,L为横梁伸出长度),对于工程构件来说,将容许下垂量定为1/1000比较切合实际,且符合焊接工艺的要求。
立柱-横梁焊接操作机的主要应用领域是:锅炉、压力容器、储罐、大直径管道、风电塔筒体和核能设备等制造行业。图1-150和图1-151分别示出其在压力容器和钢结构件焊接中的应用实况。
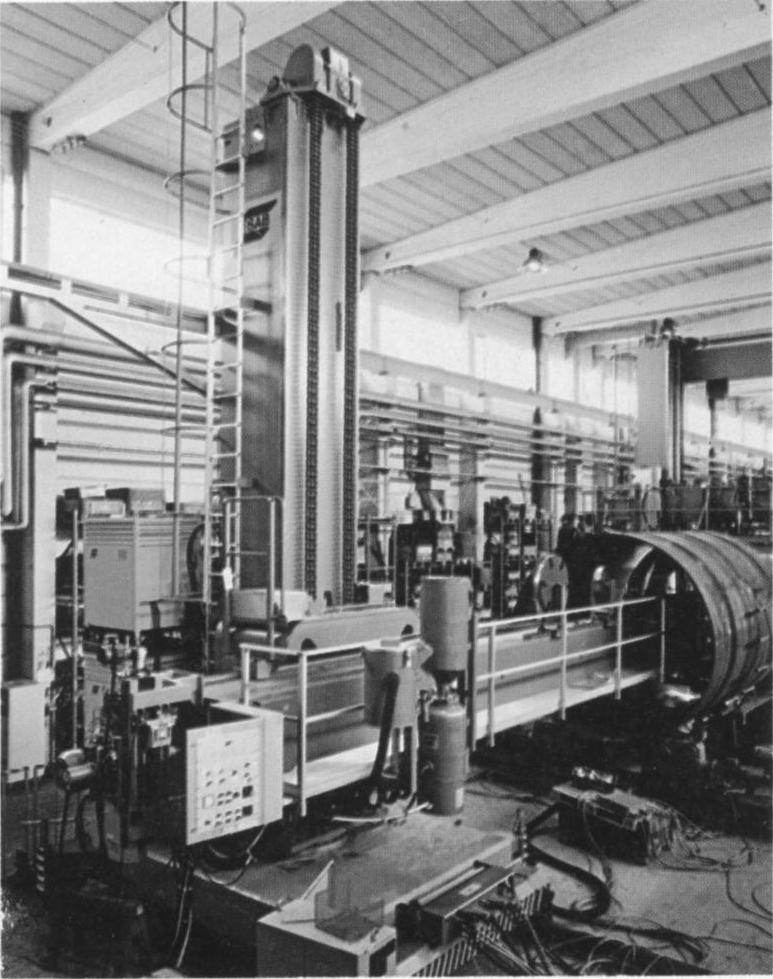
图1-150 立柱-横梁焊接操作机在压力容器焊接中的应用实况
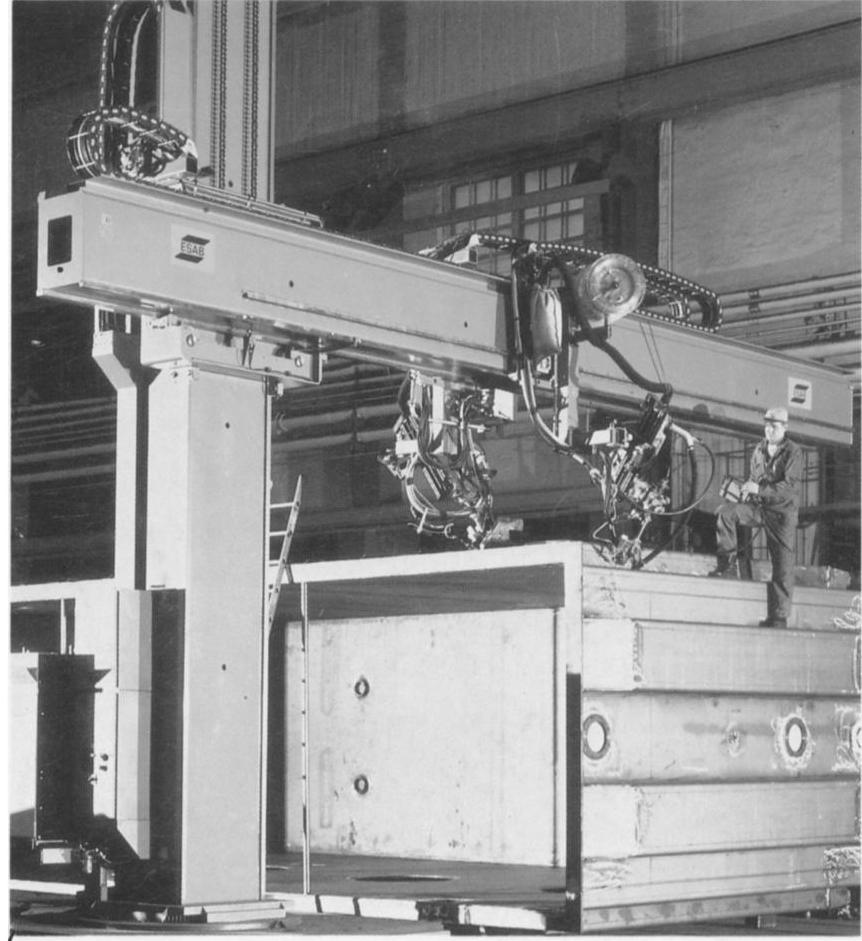
图1-151 立柱-横梁焊接操作机在钢结构件焊接生产中的应用实况
(2)侧梁式焊接操作机 侧梁焊接操作机亦称门架式焊接操作机,其典型的结构如图1-152所示。它是由侧梁、固定式立柱和行走小车组件构成。在行走小车的连接板上安装焊接机头、焊丝盘和焊剂斗支架以及控制盒等。侧梁式焊接操作机与立柱-横梁焊接操作机相比,前者结构较简单,制造成本低,但适用范围受到一定的限制。如焊件外形尺寸通常不应超过2m×20m。当侧梁长度超过10m时,为保证其挠度不超过规定值,可采用三点支撑的结构。
侧梁式焊接操作机的关键部件是横梁导轨,通常采用刚度足够大的箱形梁结构。在上、下两端边全长加工出合乎精度要求的导轨和镶嵌齿条的凹槽。行走小车通过夹紧轮和靠轮以及齿轮齿条传动,在横梁上平稳地移动。对于精密型侧梁焊接操作机,则采用直线导轨和滚珠丝杠传动。行走小车一般采用交流电动机+变频调速驱动。对于精密型侧梁操作机则采用直流电动机+测速反馈控制或采用交流伺服电动机驱动。
对于简易型侧梁式焊接操作机,可直接采用边缘经机械加工的轧制H型钢作横梁导轨,并配用特殊结构的行走小车,如图1-153所示。

图1-152 侧梁式焊接操作机的外形结构
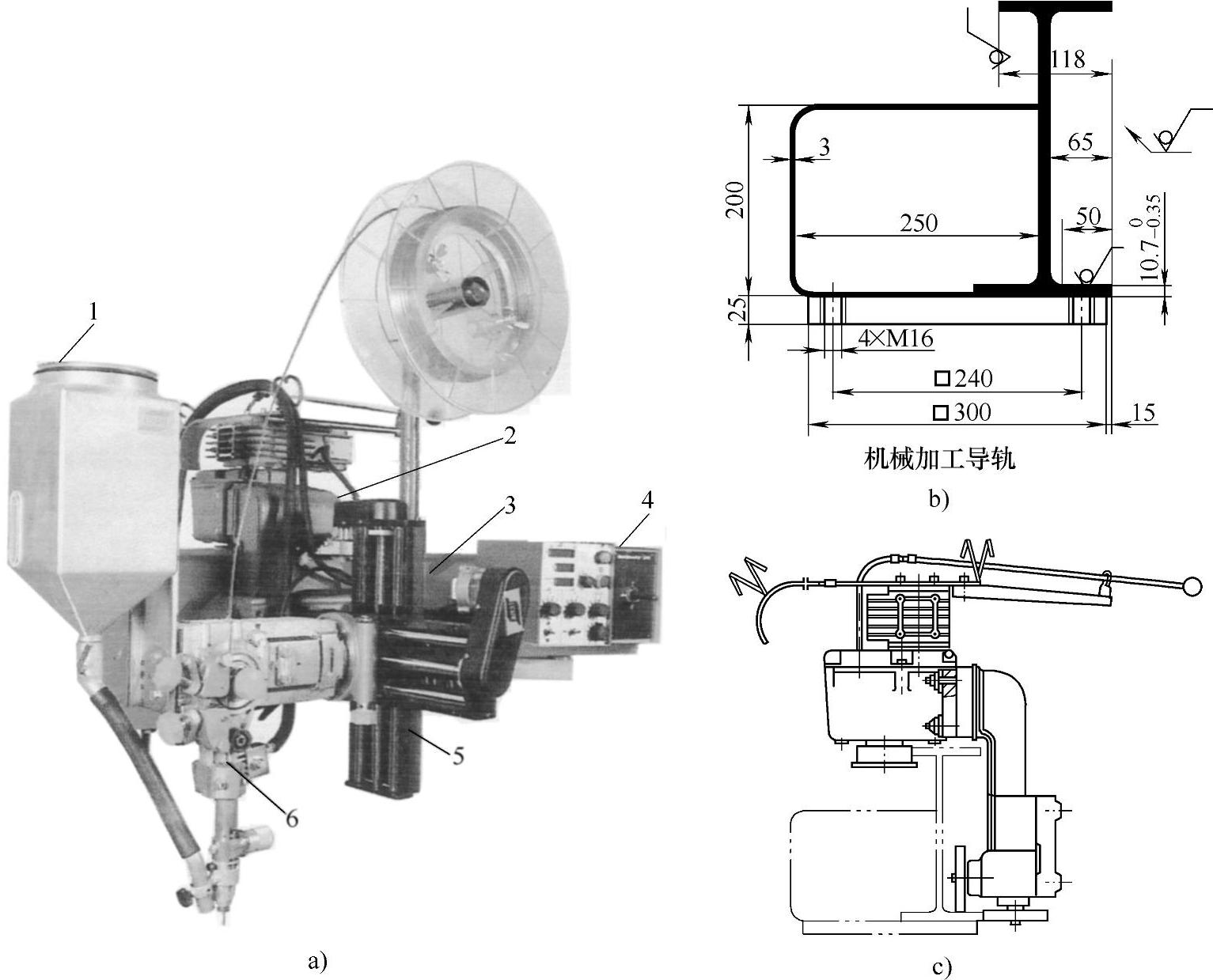
图1-153 简易型侧梁式焊接操作机结构
a)焊接机头总成 b)侧梁加工尺寸 c)行走小车在侧梁上安装方式
1—焊剂斗 2—双速行走机构 3—简易侧梁 4—控制器 5—电动十字滑架 6—A6S焊接机头
侧梁式焊接操作机通常与焊接滚轮架或头尾架翻转机等组合使用,可以完成圆柱形、圆锥形筒体纵环缝的焊接,其典型的组合形式如图1-154所示。
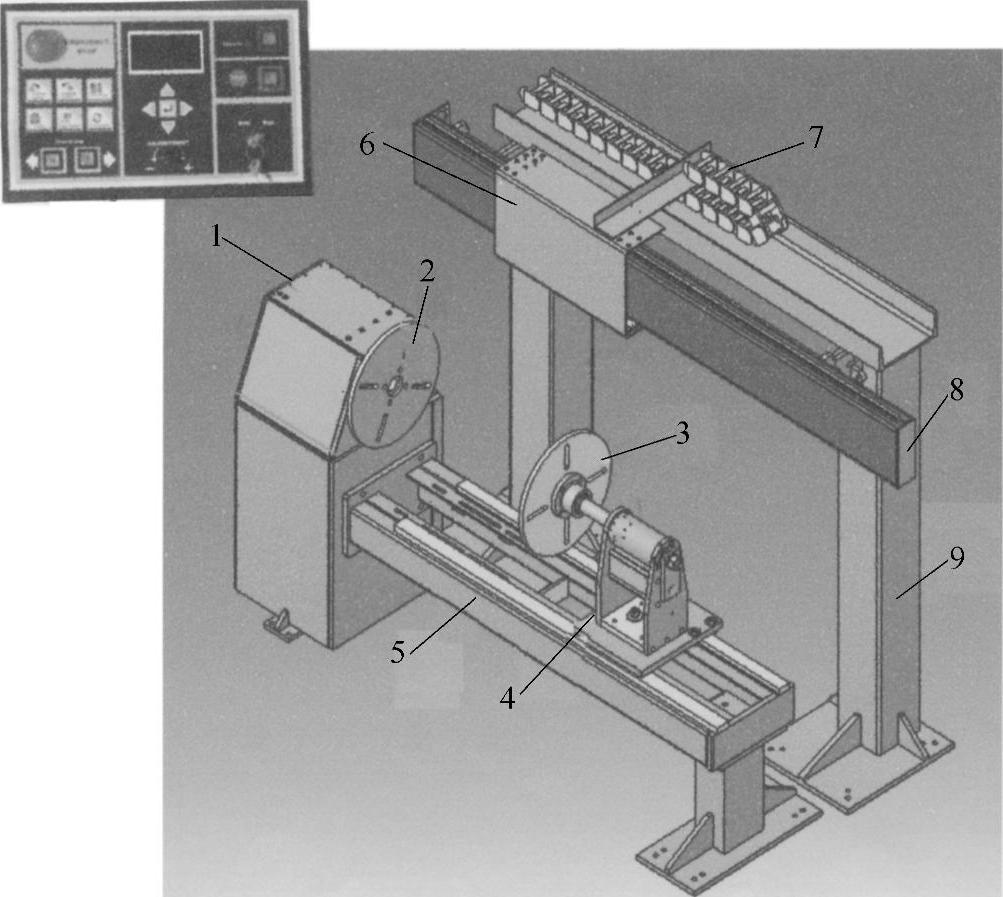
图1-154 侧梁式焊接操作机与头尾架翻转机的组合形式
1—头架 2—转盘 3—尾架卡盘 4—尾架 5—机架 6—行走小车 7—电缆线拖链 8—侧梁导轨 9—立柱
侧梁式焊接操作机由于结构简单,易于标准化系列化设计与制造。按其承载能力可分轻型、中型和重型三类。在埋弧焊生产中,主要配备中型和重型侧梁焊接操作机。
在我国迄今尚未制定侧梁式焊接操作机的技术标准。表1-24列出了美国Jet-line公司生产的中型、重型侧梁焊接操作机基本特性参数。适用于埋弧焊的侧梁式焊接操作机技术数据见表1-25。
表1-24 侧梁式焊接操作机基本特性参数
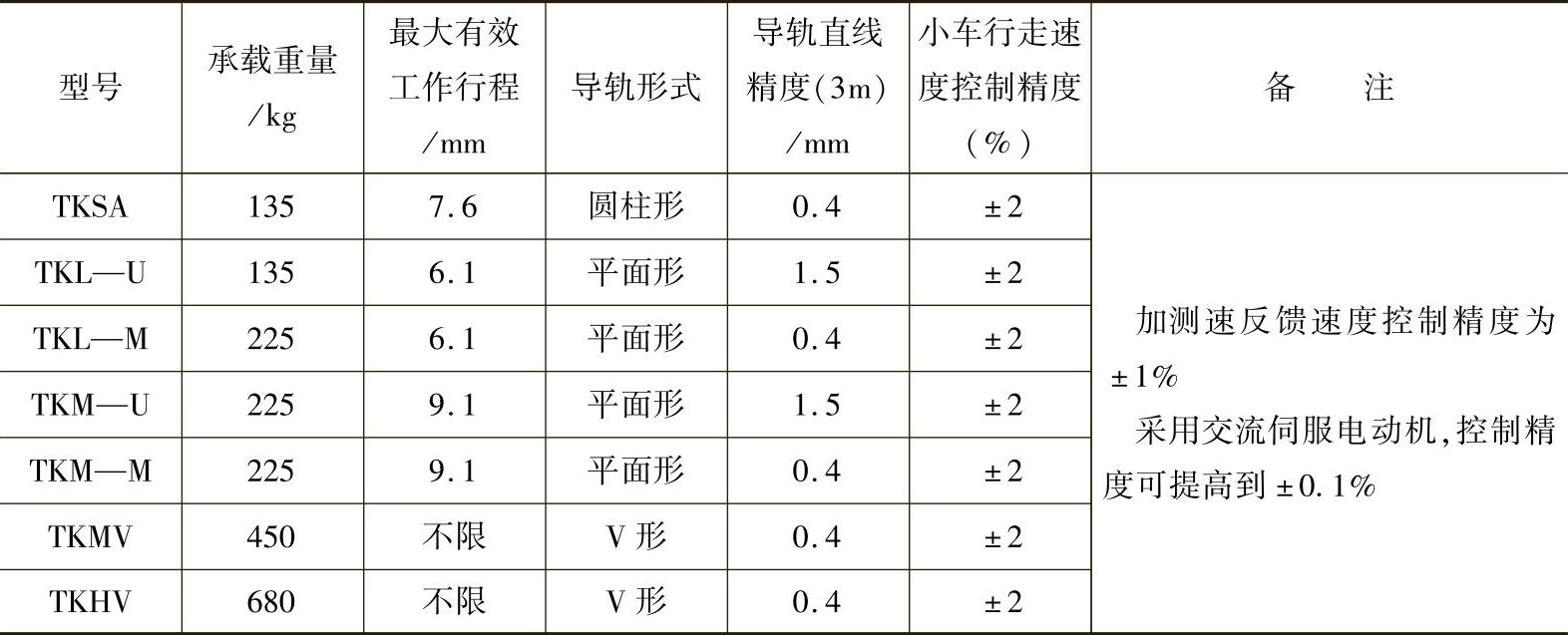
表1-25 适用于埋弧焊的侧梁式焊接操作机技术数据
注:表1-21,表1-22所载数据引自美国Jetline公司产品样本。
由侧梁式焊接操作机、头尾架翻转机、支撑滚轮架、悬臂梁、焊接机头、焊接电源和控制系统等组成的筒体环缝焊接装置外形与尺寸,见图1-155a、b这类焊接装置已广泛应用于各类储罐、轧辊表面堆焊,厚壁管道压力容器和食品饮料机械的焊接。
(3)龙门架焊接操作机 龙门架焊接操作机具有稳定性好、机架尺寸不受限制和焊工操作空间大等优点。特别适用于大型焊件和特长焊件的焊接,是大型自动化焊接装备的主要形式之一。在船舶、铁路车轴、大型厚壁压力容器、重型机械、厚壁管道和钢结构等制造行业得到了广泛的应用。
图1-156示出一种典型的龙门架焊接操作机结构外形,它是由下列主要部件构成:框形结构门架、双驱动行走机构、横梁导轨、焊接机头、拖板、焊接电源、送丝机、控制系统、焊剂回收输送装置和地轨等。
行走机构带动整台龙门机架沿两条相互平行的地轨移动,其工作行程取决于所焊工件的长度。行走速度分空程速度和焊接速度两档。龙门架横梁导轨可沿立柱上下升降,其高度和宽度按所焊工件外形尺寸而定。横梁导轨上可配备一个或多个焊接机头,通过电动机驱动机构,焊接机头连同拖板可在横梁导轨行程范围内移动,以将焊枪定位,对准待焊接缝。焊接机头拖板可作上、下调节,以适应不同规格的焊件。焊接电源、焊丝盘及支架,焊剂回收装置等可安装在龙门架顶层平台上,不仅使操作机结构紧凑,还可缩短焊接回路电缆线,降低了能量消耗。
图1-157所示为一台船厂专用的大型龙门架焊拉操作机,正在焊接大张钢板的拼接缝。龙门架横梁全长约18m,装有两套串列电弧埋弧焊焊接机头,可同时焊接两条拼接缝。焊接过程中只需一名操作工通过遥控盒和视频监控系统对焊接机头进行监视和调整。由于焊接机头上装有自动跟踪机构,焊接过程基本可实现全自动化。另外采用电磁平台将钢板背面接缝与衬垫贴合,可以进行单面焊双面成形的高效埋弧焊。
与重型焊接滚轮架组合使用的龙门架焊接操作机全貌如图1-158所示。这种操作机专用于厚壁重型容器和超高压锅炉锅筒纵、环缝的焊接。其特点是横梁导轨与工作平台连成一体,通过牵引机构做上下移动,以适应不同直径压力容器的焊接。横梁上装有双丝串列窄间隙埋弧焊焊接机头。焊接电源、焊丝盘及其支架,以及其辅助装置均安放在工作平台上。如焊接要求高温预热的焊件,为改善焊工的劳动条件,可将操作平台改建成封闭式,内部装上空调设备,使操作人员免受高温焊件的热辐射,明显降低工作环境的温度。

图1-155 筒体环缝自动埋弧焊焊接装置外形及尺寸示例
a)外形照片 b)外形尺寸
1—行走小车 2—电缆线拖链 3—侧梁导轨 4—立柱

图1-156 龙门架焊接操作机典型结构外形
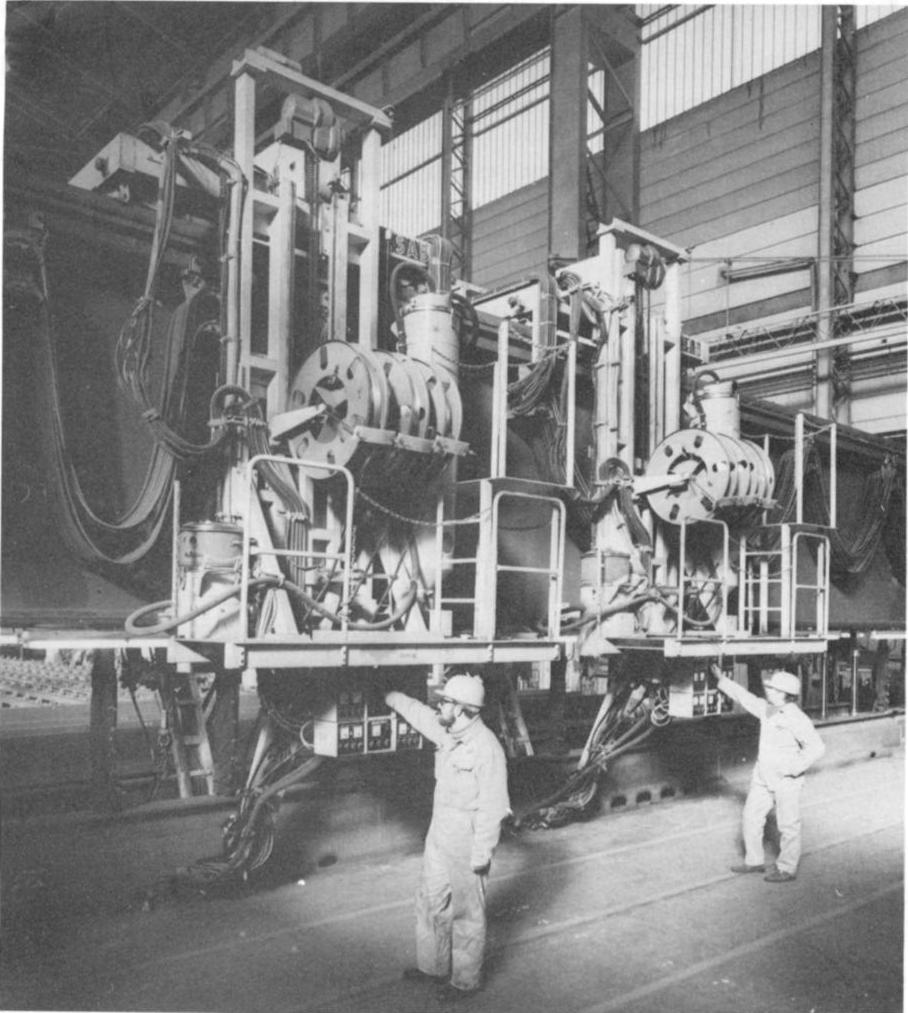
图1-157 船厂专用大型龙门架焊接操作机的外形
大型龙门架焊接操作机典型的技术特性数据见表1-26。实际上,这类焊接操作机都是按所焊工件的外形尺寸范围定制的,故表列数据只供参考。
2.焊件变位机械
在高效埋弧焊装备中,使用的焊件变位机械有:焊接滚轮架、焊接变位机、头尾架焊接翻转机和焊接回转平台。
(1)焊接滚轮架 焊接滚轮架是通过电动机驱动滚轮,带动圆筒形焊件以一定速度旋转的变位机械,通常由一副主动滚轮架和一副被动滚轮架组成。
焊接滚轮架主要用于圆柱形焊件的焊接。当主动滚轮架和被动滚轮架以不同高度安装时,也可进行圆锥体和异径圆柱体焊件的焊接。
焊接滚轮架按其用途可分成通用型和特殊型两类。
1)通用型焊接滚轮架。通用型焊接滚轮架按其结构形式,可分为自调式焊接滚轮架和可调式焊接滚轮架两种,其外形分别如图1-159和图1-160所示。
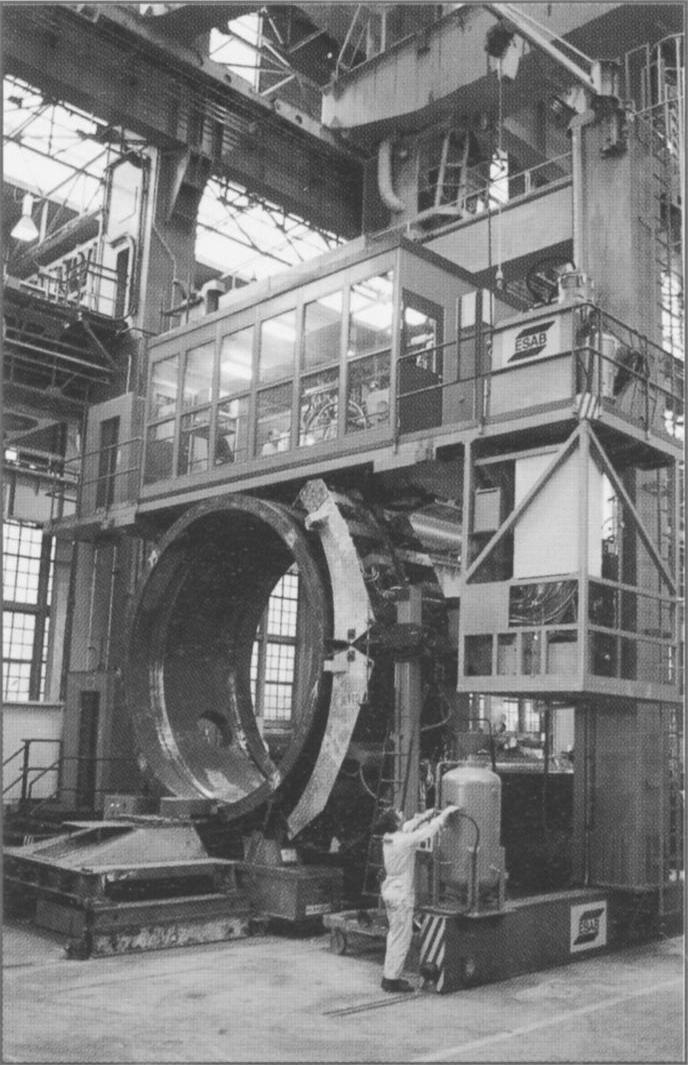
图1-158 用于大型厚壁压力容器的龙门架焊接操作机
表1-26 大型龙门架焊接操作机典型的技术特性数据

自调式焊接滚轮架的结构特点是,每一副滚轮架由两组双滚轮组成,且每组滚轮支架可以其支点为中心旋转。因此,可用于直径范围较宽的圆筒形焊件而无需改变两组滚轮之间的距离。但在焊接直径很小的焊件时,焊件的外圆只能与每对滚轮架的两个滚轮接触(见图1-159),滚轮架的承载重量降低至额定载荷的75%。
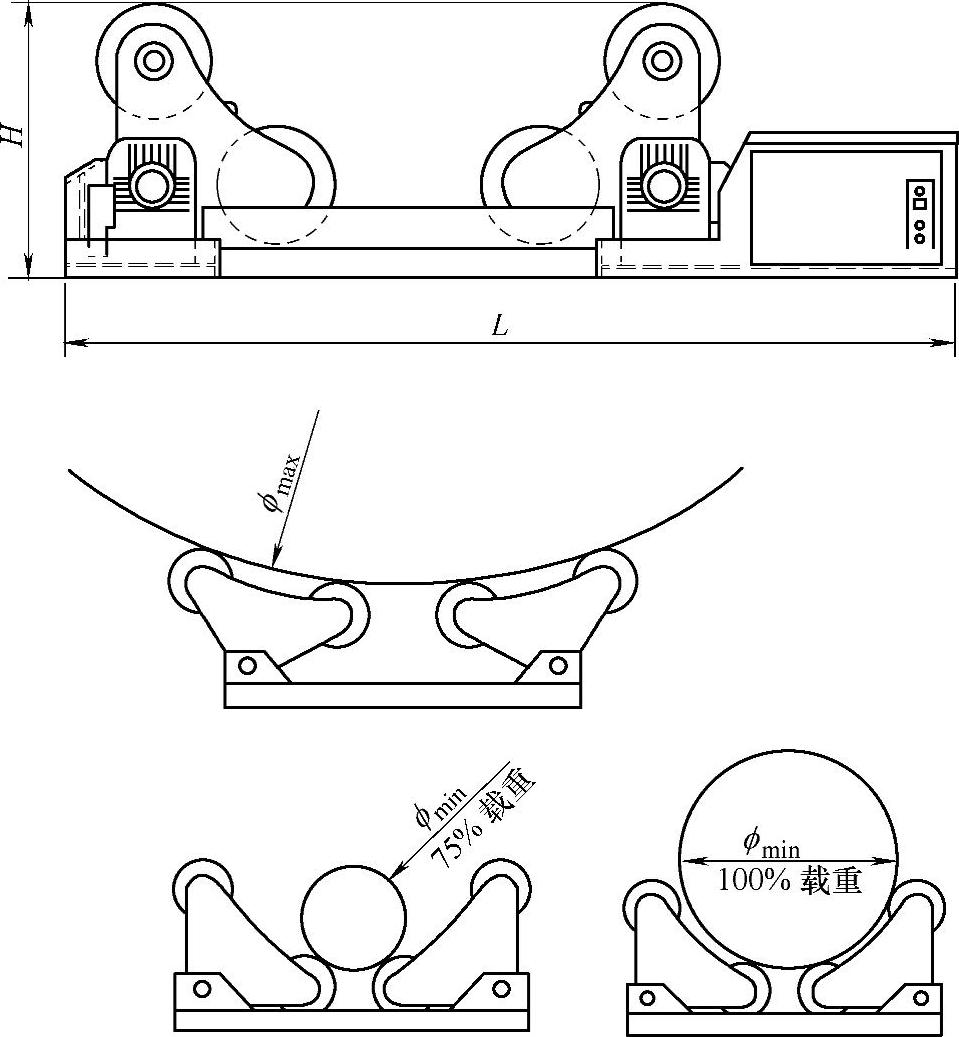
图1-159 自调式焊接滚轮架的结构形式
H—滚轮架高度尺寸 L—滚轮架宽度尺寸

图1-160 可调式焊接滚轮架的结构形式
H—滚轮架高度尺寸 L—滚轮架宽度尺寸
自调式焊接滚轮架通常采取双驱动方式。电动机通过二级减速箱和连接轴将转矩传递给两组滚轮,以获得平稳的旋转速度。驱动机构可采用交流电动机加变频器无级调速。对于速度控制精度要求较高的焊接滚轮架,则应采用直流电动机,晶闸管调速加测速及反馈控制。
可调式滚轮架的结构特点是,每副滚轮架的滚轮间距是可调的。以适应不同直径焊件的焊接。滚轮间距的调节可以采取多种方法。最简单的办法是在滚轮架支座面上钻两排孔间距相等的螺栓孔,滚轮座则按焊件的直径安装在相应的孔位上,并用螺栓固定。当所焊工件的直径经常变化时,则可采用丝杠传动机构调节滚轮间距。
可调式焊接滚轮架通常采用一副主动滚轮架和一副被动滚轮架组合,其中主动滚轮架可分单驱动和双驱动。在后一种驱动模式中,两台电动机可通过电子线路同步起动。双驱动的优点是焊件旋转速度平稳,并可消除跳动现象。
当焊件总重量超过单组滚轮架的额定载荷或焊件长度过大时,可以采用一副主动滚轮架和两副被动滚轮架的组合形式。若必须采用四副或更多的滚轮架时,则其中两副必须是主动滚轮架。
当焊接长度多变的各种焊件时,最好采用可在轨道上移动的滚轮架,通常将主动滚轮架固定安装,被动滚轮架安装在平车上,可借助人力或电动机驱动沿轨道移动,按焊件实际长度调节主动滚轮架和被动滚轮架之间的距离。
在我国,现已制定了焊接滚轮架行业标准JB/T 9187—1999。该标准对主动滚轮架滚轮圆周速度范围规定为6~60m/h,且应无级可调。速度控制精度分为二级,即不大于±5%和±10%,并不允许有爬行现象。相应的国际标准规定,速度控制精度为±3%,如带测速反馈,控制精度为±1.5%。
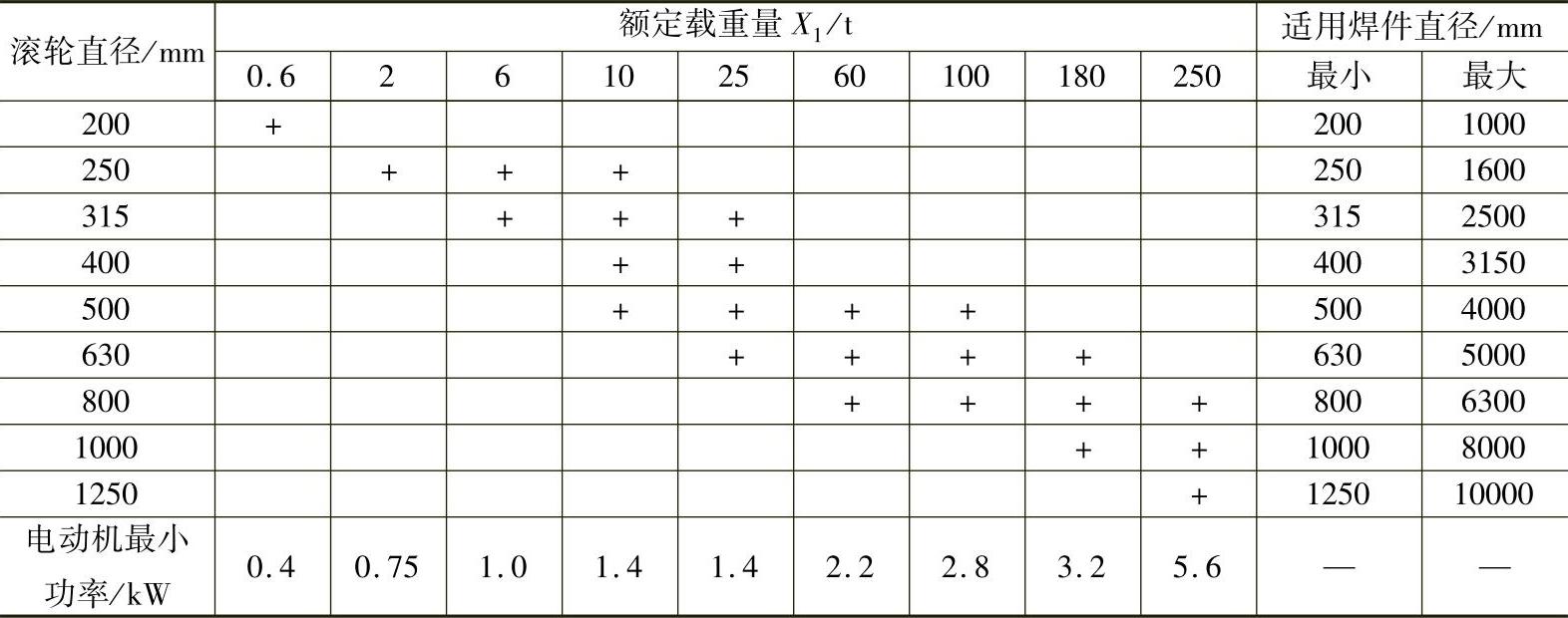
JB/T 9187—1999《焊接滚轮架》行业标准规定的通用焊接滚轮架技术特性数据见表1-27。瑞典ESAB公司生产的自调式滚轮架和可调式滚轮架系列产品的典型技术数据分别见表1-28和表1-29。
表1-27 通用焊接滚轮架规格及技术特性数据
 (https://www.xing528.com)
(https://www.xing528.com)
注:所列电动机功率值为一台电动机驱动一对主动滚轮,若用两台电动机分别驱动两个主动滚轮,则电动机功率值可减一半。
表1-28 ESAB公司自调式焊接滚轮架的技术数据
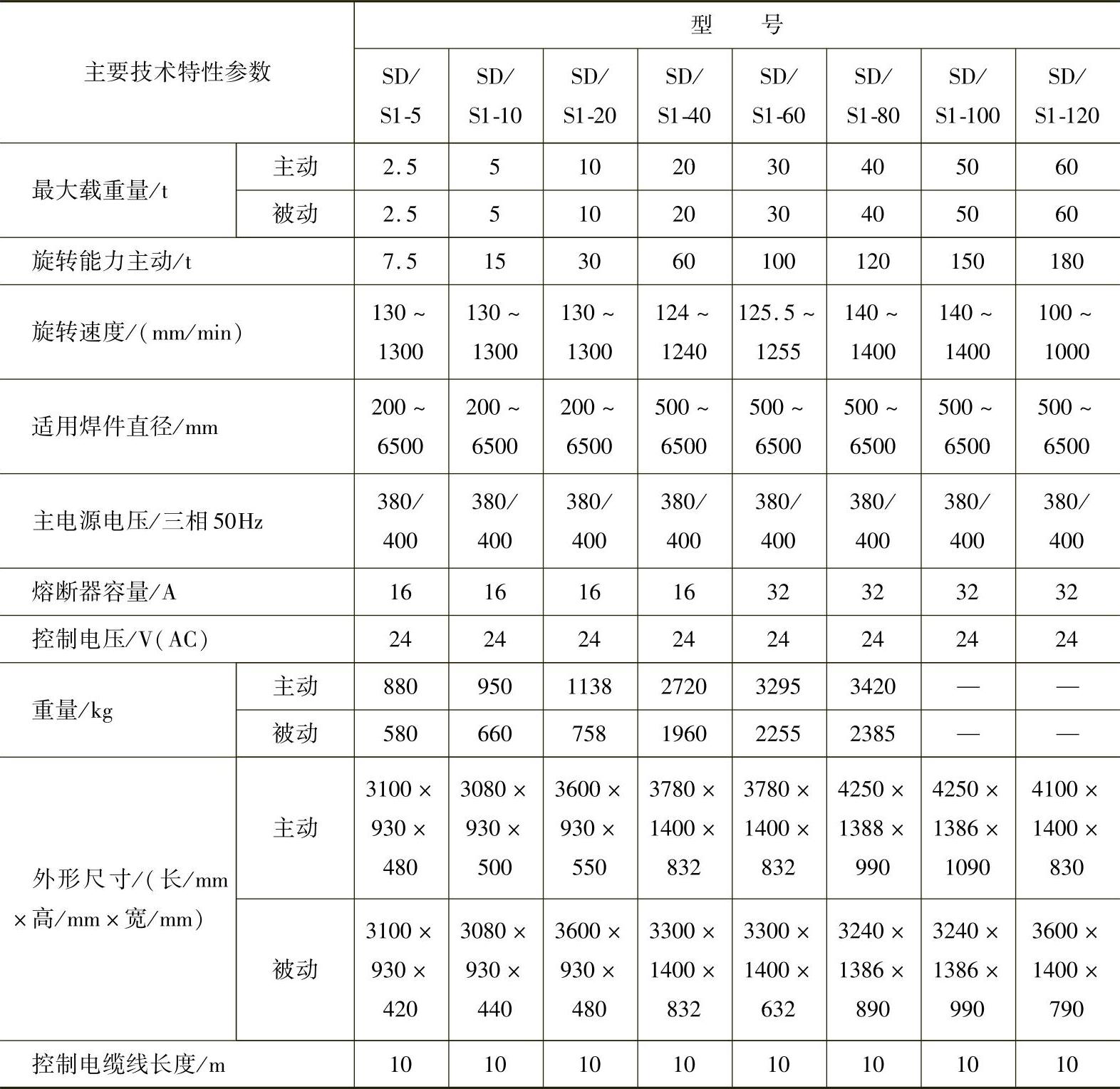
表1-29 ESAB公司可调式焊接滚轮架的技术数据
(续)
2)特种焊接滚轮架。在高效埋弧焊中应用的特种滚轮架主要是防轴向窜动的焊接滚轮架。亦称防偏移滚轮架,它是利用从动滚轮的提升或下降、偏转或平移机构的作用,可抵消圆柱形焊件在滚轮架上旋转时所产生的轴向窜动。其中提升式防偏移滚轮架的结构较简单,实际应用较普遍。
厚壁容器环缝埋弧焊时,焊件在滚轮架上连续旋转的圈数至少为几十圈,甚至上百圈。由于主动滚轮架和被动滚轮架的安装平面不可能完全处于同一水平面上,且容器筒体的实际外形也绝非是理想的圆柱体,各筒节的中心线也不可能完全重合。因此,在焊接过程中,筒体在滚轮架上转动时产生轴向位移是不可避免的。假如焊件每转一圈,其轴向位移平均为1mm,则连续旋转上百圈后,总的轴向位移至少为100mm。实际上,这种轴向窜动量可能会大得多,影响焊接机头焊枪的准确对中,并可能形成各种焊接缺陷。对于某些特种焊接工艺,如厚壁筒体环缝的窄间隙埋弧焊和筒体内壁螺旋形连续带极埋弧堆焊等,焊件在焊接(堆焊)过程中存在少量的轴向窜动也是不容许的。因此,必须配备自动防轴向窜动的滚轮架。
图1-161为一种典型的升降式自动防窜焊接滚轮架外形。这种滚轮架与普通焊接滚轮架相比,主要区别是装备了高灵敏度的位移传感器、微机控制系统和防窜动执行机构。
升降式防轴向窜动执行机构是,利用被动滚轮架中的一个滚轮上升或下降使焊件产生逆向轴向移动,其纠偏原理如图1-162所示。
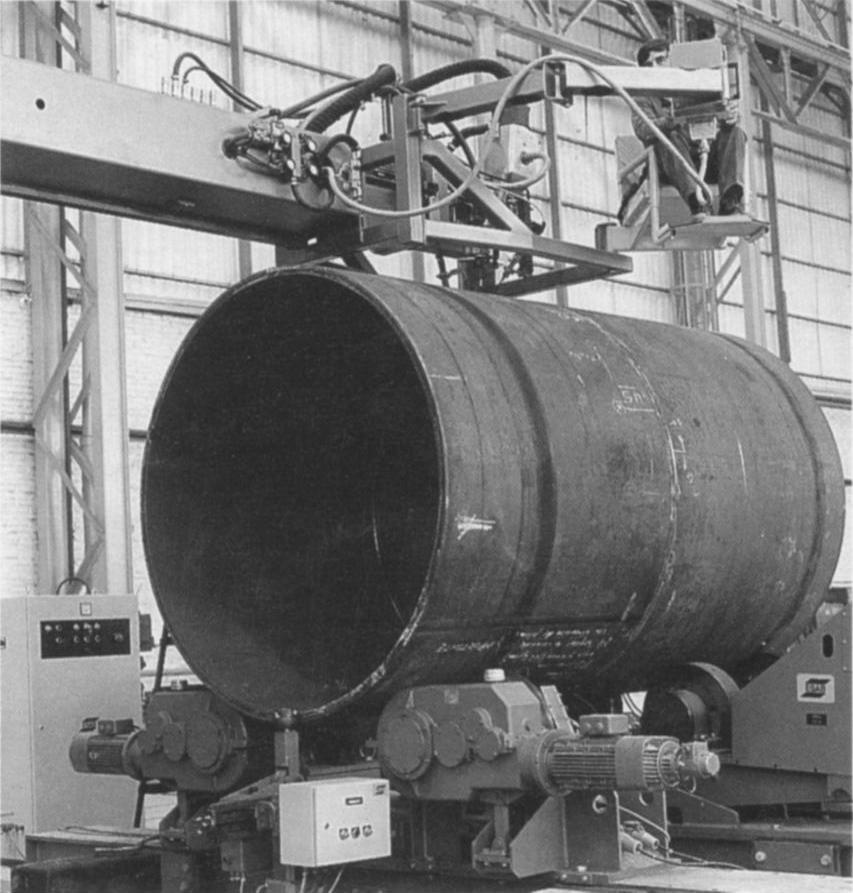
图1-161 升降式自动防窜焊接滚轮架的外形
(2)焊接变位机 焊接变位机是一种可将焊件回转,又可同时进行翻转的变位机械,以使待焊焊缝始终处于容易焊接的位置。合理使用焊接变位机可明显地提高焊接效率和焊接质量,并可减轻焊工的劳动强度。焊接变位机若与各种焊接操作机联合使用,则可以解决形状复杂焊件的自动焊接问题。目前,焊接变位机已广泛用于工程机械、重型机械、铁路车辆、锅炉、压力容器和管道等制造行业。
焊接变位机按结构形式不同,可分为伸臂式、座式、双座式和L形双回转式四种。

图1-162 升降式防轴向窜动执行机构的纠偏原理图
1—主动滚轮 2—焊件 3—从动滚轮 4—升降式从动滚轮
1)伸臂式焊接变位机。伸臂式焊接变位机的结构示意图见图1-163,它是由回转工作平台、伸臂、倾斜轴、转轴和底座等主要部件组成。回转工作台由电动机驱动作恒速旋转,并安装在伸臂的端部。伸臂连同回转工作台通过倾斜轴,可作一定角度的倾斜,而转轴又可使工作台围绕伸臂纵轴旋转。这种变位机的特点是变位范围大,操作灵活,工艺适应性强。
伸臂式焊接变位机倾斜轴亦可采用液压系统驱动,可提高最大承载重量和平稳性。
2)座式-焊接变位机。座式焊接变位机是应用最普遍的一种焊接变位机,其结构示意图见图1-164。这种变位机主要由回转工作台、倾斜机构、电动机驱动系统和机座等组成。焊件安放在回转工作台上,并采用相配的夹具压紧,以便保证回转工作台倾斜时焊件不致松动。回转工作台可采用直流或交流电动机驱动,通过调速系统在较宽的范围内进行无级调速,以满足焊接工艺的需要。回转工作台的翻转或倾斜可通过扇形齿轮,由电动机驱动,或由液压缸顶升或回抽,最大倾斜角在110°~135°范围内,并以恒定的速度倾斜,到达所要求倾斜角时自锁。
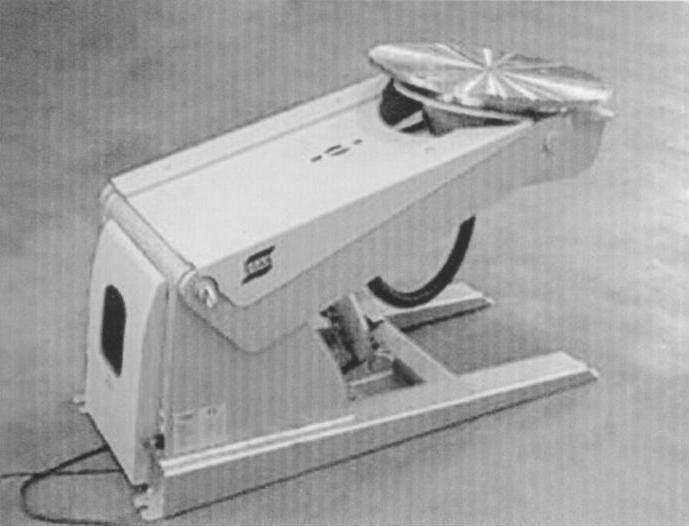
图1-163 伸臂式焊接变位机结构示意图
这种座式焊接变位机的特点是结构紧凑、稳定性好、承载能力大(最大可达400t)、移动方便和灵活。
为进一步扩大座式焊接变位机的工作范围和功能,可将其设计成提升式,如图1-165所示。提升机构可以通过电动机驱动夹紧滚轮在立柱导轨上移动,亦可采用丝杠传动机构提升工作平台。
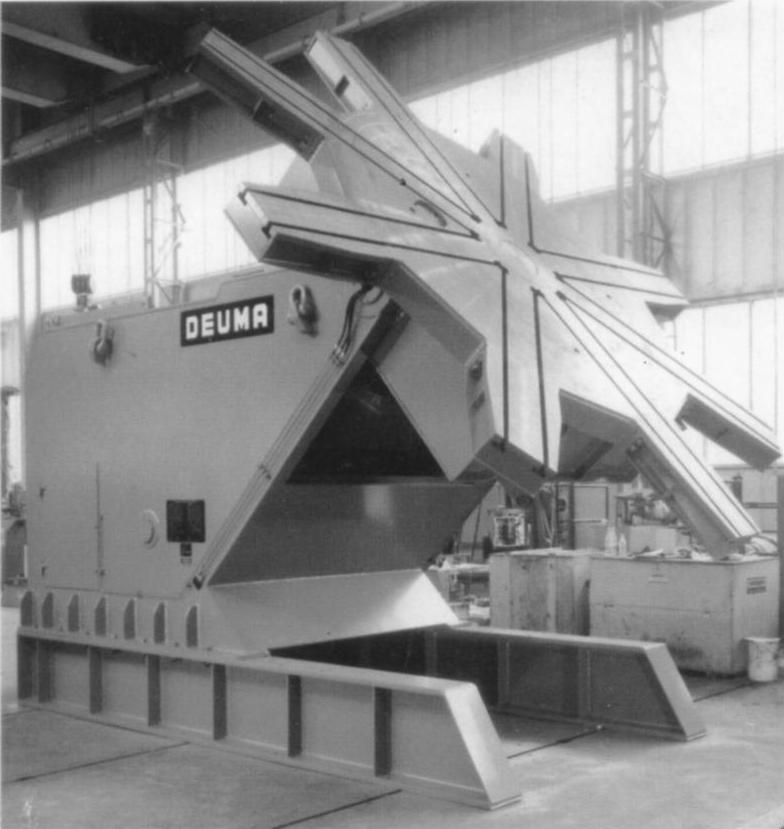
图1-164 座式焊接变位机结构示意图
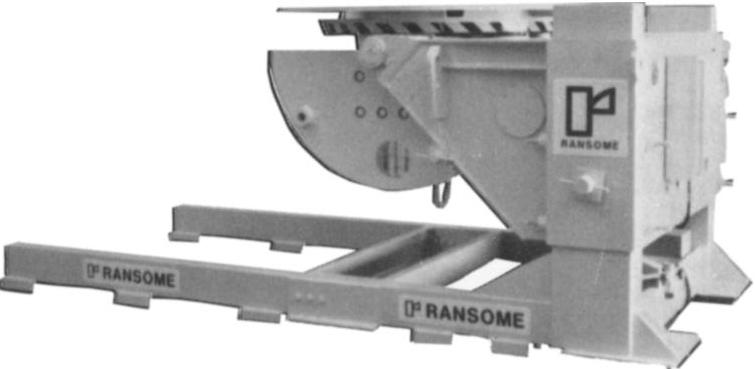
图1-165 提升式座式焊接变位机外形
为提高座式焊接变位机操作的平稳性和安全性,其提升和倾斜机构可以采用液压缸驱动,使结构更加紧凑。
座式焊接变位机可与立柱-横梁焊接操作机组合使用,可用于球形封头拼接缝,大直径接管马鞍形环缝的焊接,以及球形封头的内壁堆焊。
座式焊接变位机的缺点是,对焊件的长度有一定的限制。焊件的重心距不能超过规定的范围。当必须采用焊接变位机焊接长度较大的焊件时,一种最简单的解决方案是与从动滚轮架组合使用。当焊件长度多变时,可将从动滚轮架安装在电动台车上,以适应不同长度的焊件。
3)双座式焊接变位机。双座式焊接变位机的结构外形见图1-166,其工作平台及回转机构安装在“ ”形支架上,而支架则由两侧的机座支撑,并通过电动机驱动,将其绕水平轴作任意角度的翻转。这种变位机的特点是稳定性相当好,承载能力大,适用于大吨位焊件的翻转变位。
”形支架上,而支架则由两侧的机座支撑,并通过电动机驱动,将其绕水平轴作任意角度的翻转。这种变位机的特点是稳定性相当好,承载能力大,适用于大吨位焊件的翻转变位。
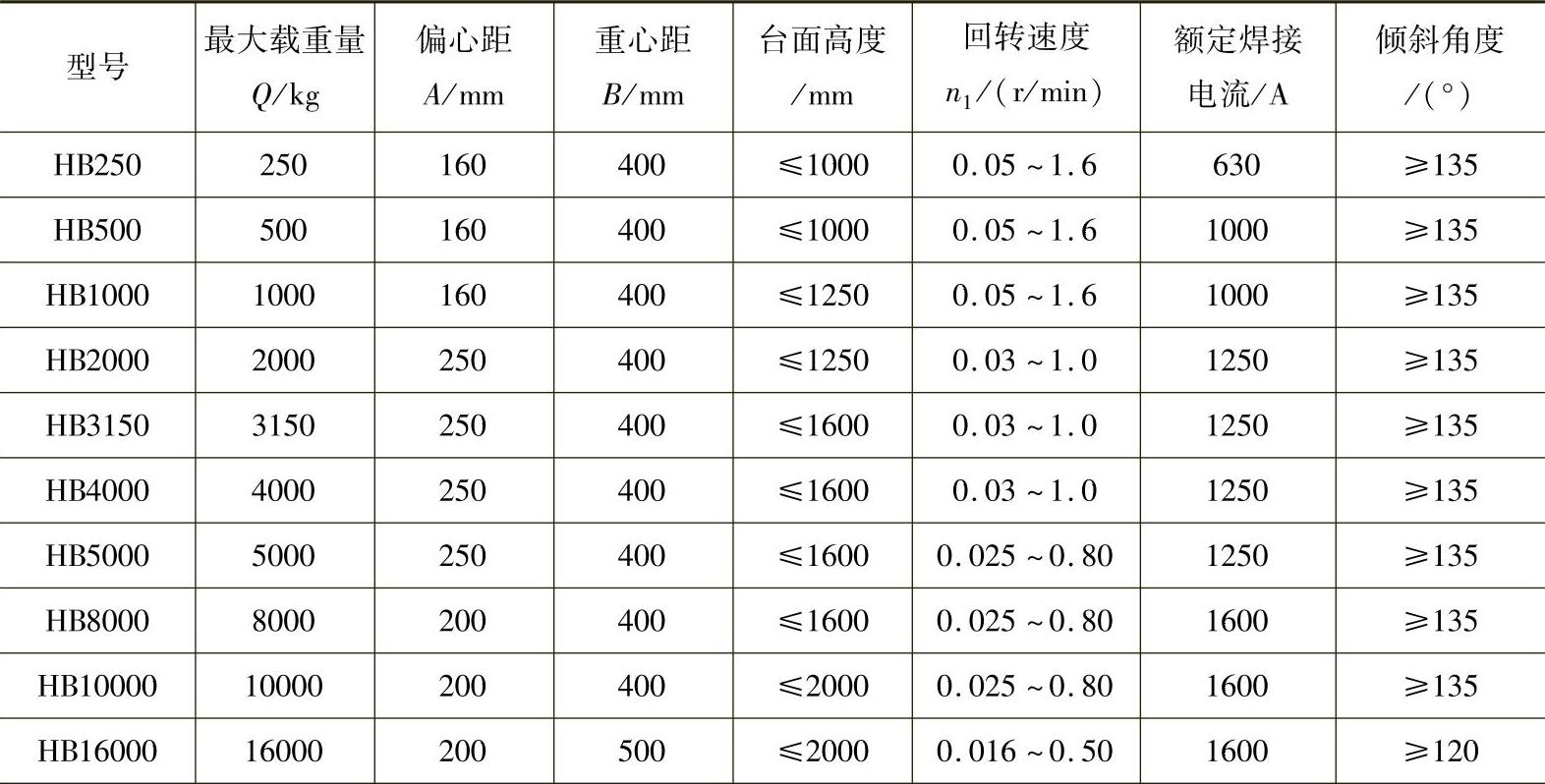
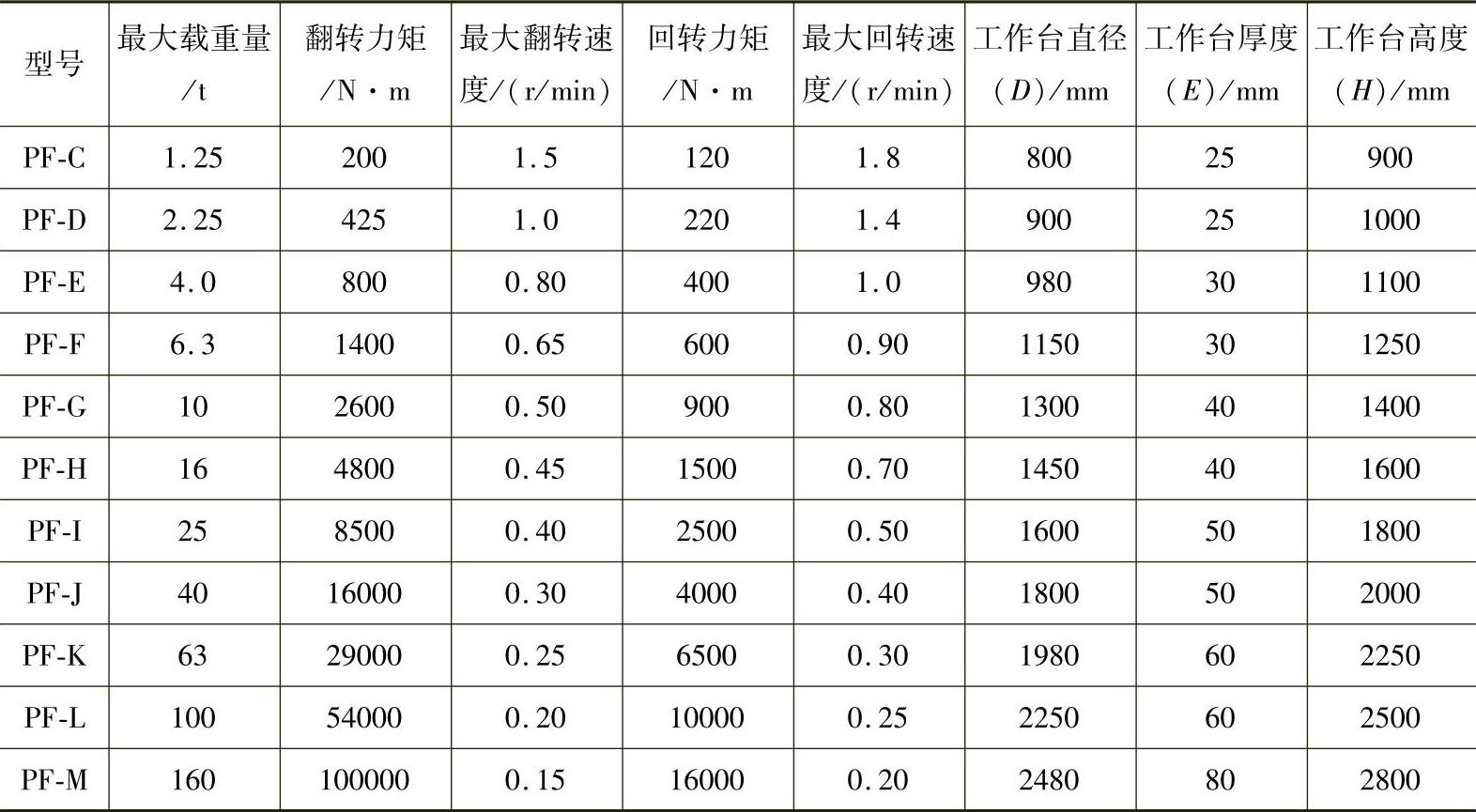
4)焊接变位机的技术特性参数。我国业已制定了座式焊接变位机的行业标准,即JB/T 8833—2001《焊接变位机》。该标准规定的座式焊接变位机主要技术特性数据,见表1-30。从中可见,对于实际生产应用,数据不够完整。为弥补这一不足,表1-31列出法国L-j公司座式焊接变位机的技术特性参数。
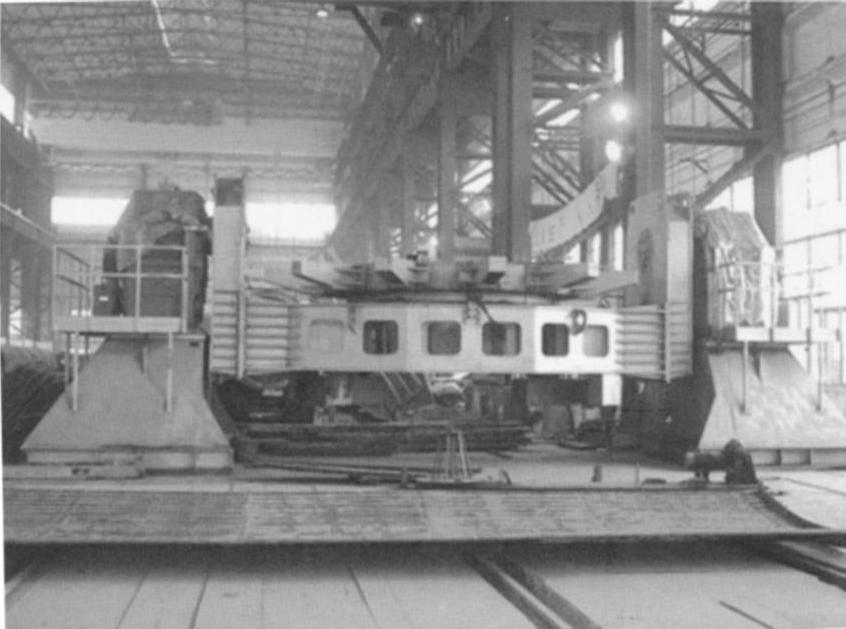
图1-166 双座式焊接变位机结构外形
双座式焊接变位机在我国尚未制订相应的技术标准,通常按用户的要求定制。
表1-30 座式焊接变位机的主要技术特性参数(按JB/T 8833—2001)
(续)

注:承载最大重量时,回转速度的波动不超过5%。
表1-31 法国L-j公司座式焊接变位机的主要技术特性参数
注:表载数据引自法国L-j公司最新产品样本。
(3)焊接翻转机 焊接翻转机是一种将焊件绕水平轴翻转或连续旋转,使焊接熔池始终处于最佳位置的焊件变位机械,在高效埋弧焊中常用的焊接翻转机主要有头尾架式、框架式和链条式焊接翻转机。
1)头尾架式焊接翻转机。标准型头尾架焊接翻转机的外形如图1-167所示,它由配备驱动系统和回转工作平台的头架和无驱动系统,但装有顶紧机构和/或夹紧机构的尾架组成。头架的结构与座式变位机相似,但通常不设倾斜机构。为提高头尾架焊接翻转机的通用性,一般总是将尾架设计成可在轨道上移动,使头架和尾架之间的距离可在一定范围内调节,以适应不同长度焊件的焊接。
为扩大头尾架焊接翻转机的有效工作范围,可将头尾架设计成沿立柱导轨上、下移动,形成升降式头尾架翻转机,其外形结构如图1-168所示。
头架工作平台(夹盘)的回转运动大多数采用电动机驱动,按焊接工艺的要求,可分别采用交流电动机加变频器调速,直流电动机加晶闸管调速和交流伺服电动机加编码器测速反馈控制。

图1-167 标准型头尾架焊接翻转机外形

图1-168 升降式头尾架焊接翻转机外形
头尾架焊接翻转机通常与侧梁焊接操作机组合使用。
对于直径范围较大的焊件,可以采用与立柱-横梁操作机组合的方式。
头尾架焊接翻转机在我国尚未制订相应的技术标准。国内某些焊接设备生产厂家已具备系列化设计制造能力。表1-32列出了国产头尾架焊接翻转机的技术特性数据。国外升降式头尾架焊接翻转机的技术特性数据引自法国L-j公司的相关技术资料,详见表1-33。其外形尺寸标注代号参见图1-169。
表1-32 国产头尾架焊接翻转机的技术数据
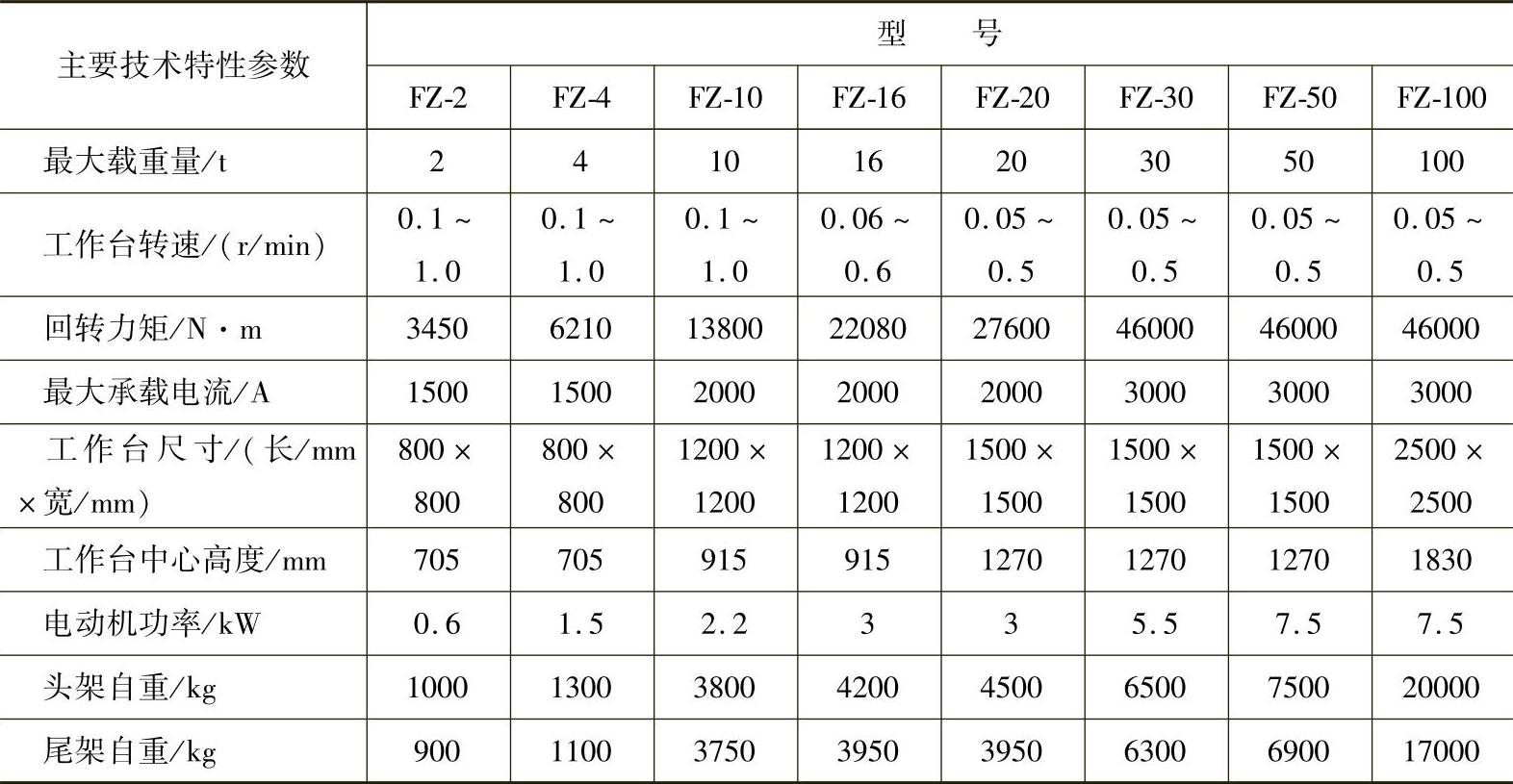
表1-33 法国L-j公司升降式头尾架焊接翻转机的技术数据

2)框架式焊接翻转机。框架式焊接翻转机是头尾架翻转机的一种特殊形式。图1-170为一种典型的框架式焊接翻转机外形,其特点是头架与尾架之间的距离是不变的,取决于框架的长度,而框架的结构和尺寸则按焊件的形状和夹具的形式进行设计。根据焊件的结构和焊接工艺的要求,在框架中间可配备回转工作平台。因此,框架式焊接翻转机具有更多的功能。某些结构的框架式焊接翻转机由于框架底板支撑焊件,不可能将焊件绕水平轴作360°回转,而只能作一定角度范围的倾斜。
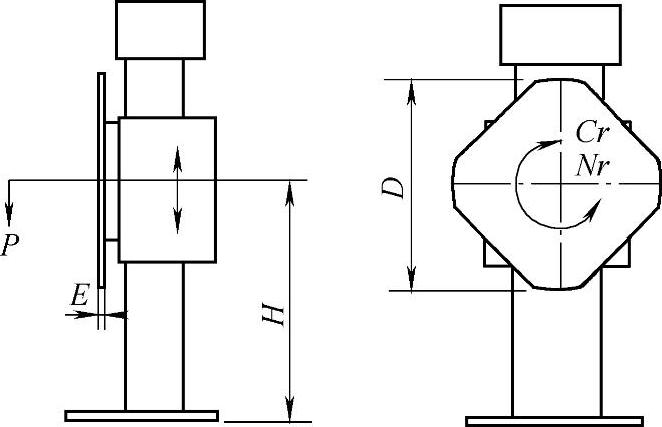
图1-169 升降式头尾架焊接翻转机外形尺寸及标注代号
D—工作台最大宽度 H—提升高度 P—载重量 E—工作台厚度

图1-170 典型的框架式焊接翻转机外形
框架式焊接翻转机亦可将框架设计成上、下升降,则可进一步扩大其工作范围。
标准型框架式焊接翻转机的技术特性数据列于表1-34。其外形尺寸标注代号见图1-171。框架升降式焊接翻转机的技术数据列于表1-35。其外形尺寸标注代号见图1-172。
表1-34 框架式焊接翻转机主要技术特性参数


图1-171 框架式焊接翻转机外形尺寸标注代号
P—载重量 D—工作台最大宽度 C—工作台面至翻转中心距离 E—工作台厚度 B—宽度 H—高度
表1-35 升降框架式焊接翻转机主要技术特性参数
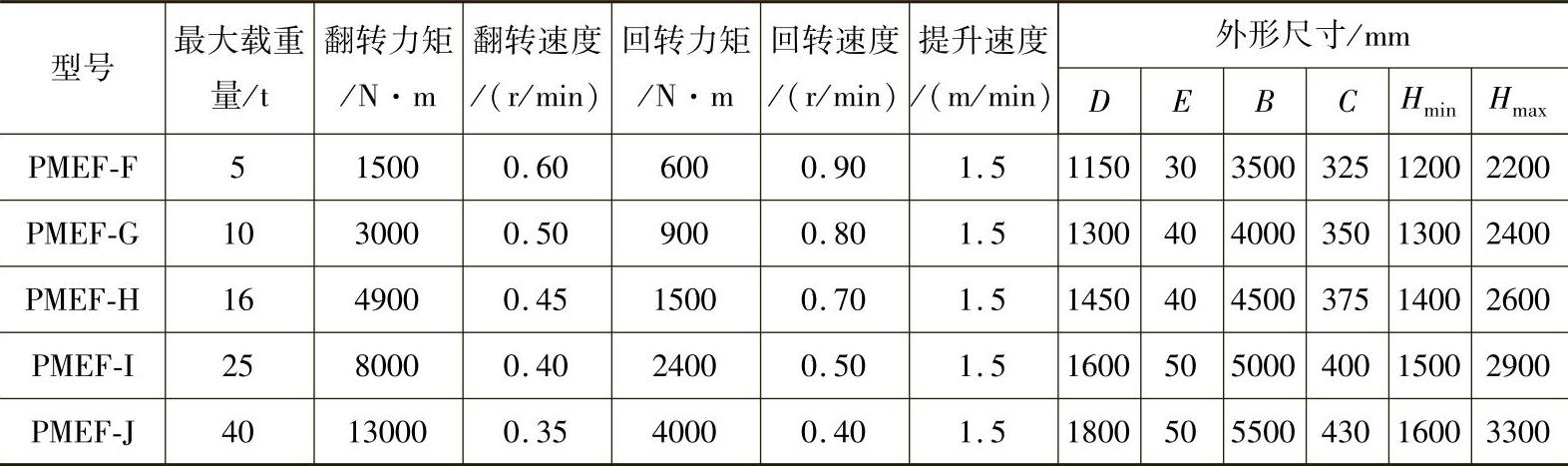
注:表载数据引自法国L-j公司最新产品样本。

图1-172 框架升降式焊接翻转机外形尺寸及标注代号
P—载重量 D—工作台宽度 E—工作台厚度 B—框架宽度 C—中心至工作台面距离
(4)焊接回转台 焊接回转台是将焊件绕垂直轴以规定速度回转的变位机械。实际上它是一种无倾斜机构的焊接变位机。主要用于同一平面上各种焊缝的焊接、平面螺旋堆焊和筒体环缝横焊等。图1-173为一种典型的焊接回转台外形,它主要由底座、回转机构、驱动系统和电控器等组成。

图1-173 焊接回转台外形
焊接回转台的驱动系统可按焊接工艺的要求,分别采用交流电动机加变频器无级调速和直流电动机加晶闸管无级调速。若对回转速度控制精度提出较高要求,则可加测速反馈电路,控制精度可达±1%。
焊接回转台可与立柱-横梁焊接操作机或侧梁式焊接操作机组合使用,以进行各种圆柱形部件水平环缝的焊接,如大直径接管法兰环缝的焊接,封头法兰环缝的焊接,以及封头坯料或平端盖表面的螺旋形堆焊等。
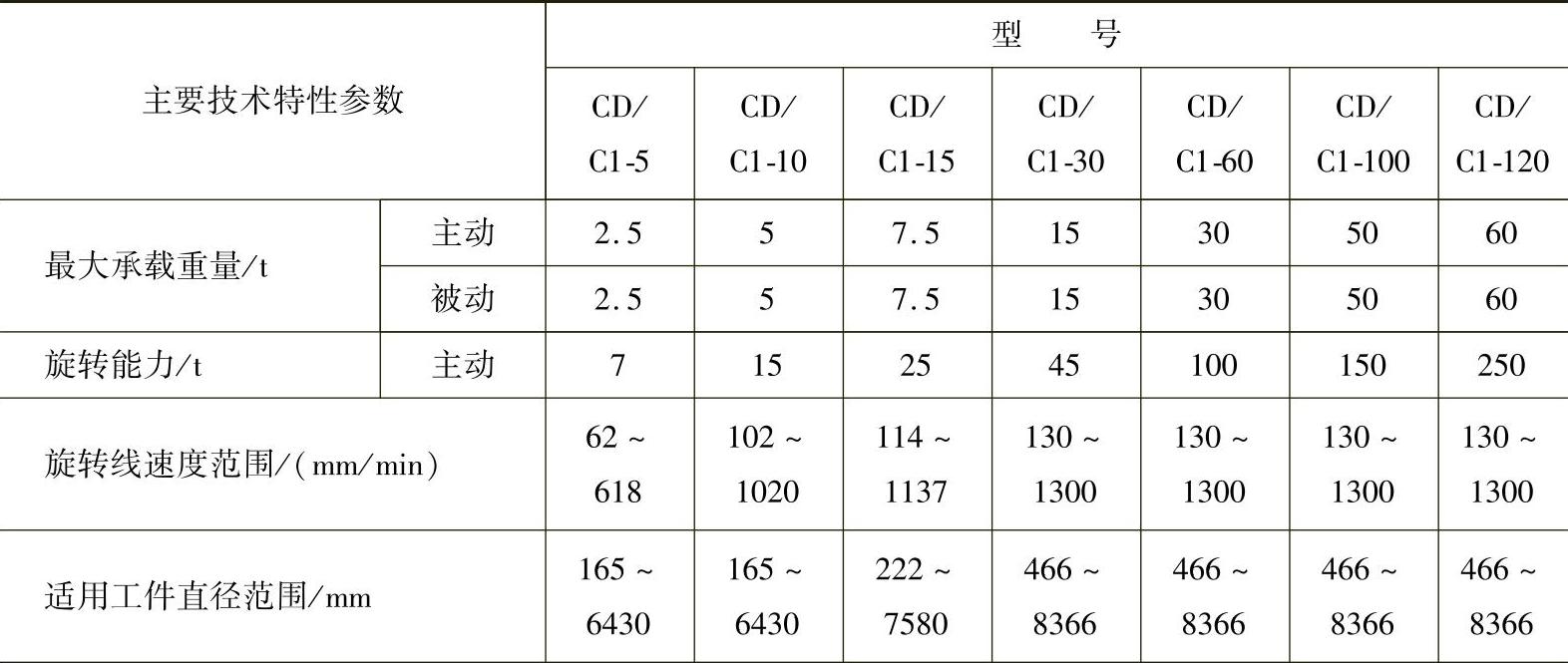
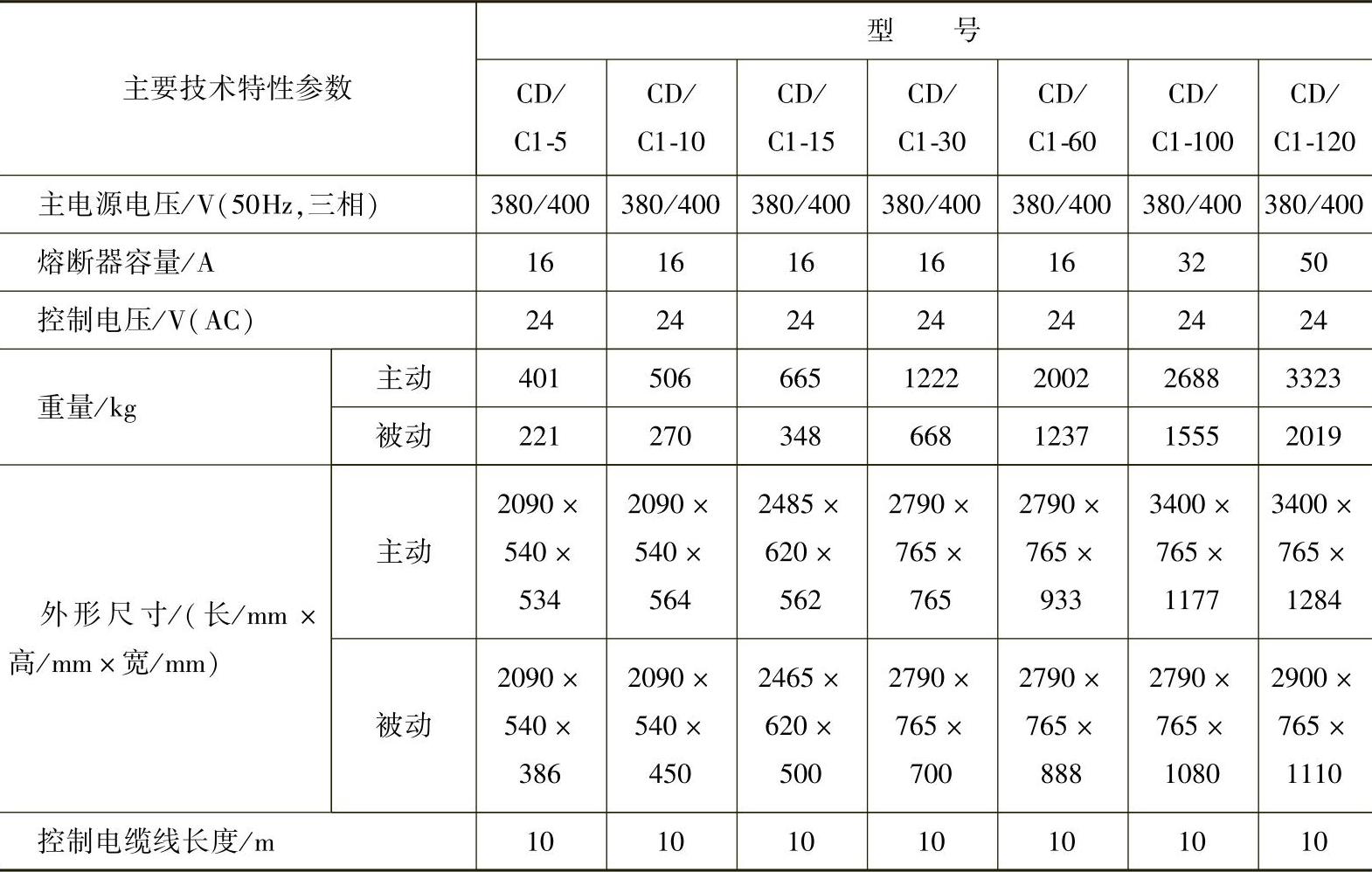
国产焊接回转台的主要技术特性数据见表1-36。法国L-j公司生产的焊接回转台技术数据见表1-37,其最大载重量达250t。外形尺寸的标注代号参见图1-174。
表1-36 国产焊接回转台主要技术特性数据

表1-37 法国L-j公司焊接回转台的技术数据
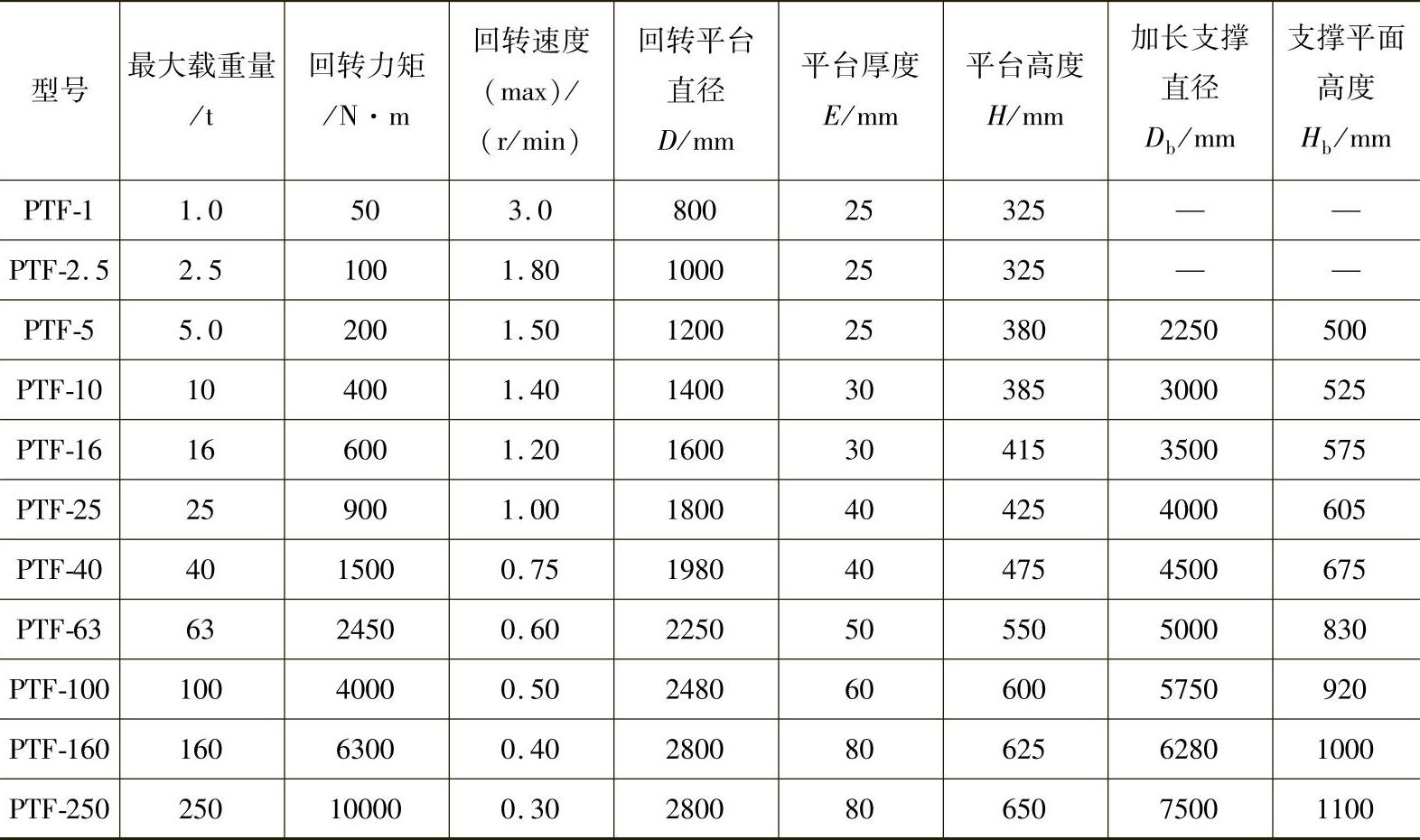

图1-174 焊接回转台外形尺寸的标注代号(代号名称见表1-34)
P—载重量 D—回转平台直径 E—平台厚度 H—平台高度
Db—加长支撑直径 Hb—支撑平面高度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。