



带极埋弧焊是采用厚0.4~0.8mm,宽25~80mm的钢带作为熔化极的一种焊接方法,它具有熔敷效率高,母材稀释率低,焊道宽且成形美观等优点。带极埋弧焊可以用于连接焊,但大多用于表面堆焊,其工作原理如图1-42所示。
带极埋弧堆焊时,在带极端面同时有两个以上电弧燃烧。这些电弧由于相互吸引力的作用迅速向带极中央移动,合并成单个电弧。随即又在带极端面离焊件表面最近点燃烧多个电弧。这样电弧反复地从带极一端向另一端漂移。这一过程相当于焊丝摆动,从而获得了浅的熔深。另一方面,带极的焊接电流集中于电弧的燃烧点上,使邻近电弧点的电流密度增大,加上带极本身的电阻热,使带极的比熔化量明显地增加。
图1-43为宽25mm、37mm、50mm和75mm四种规格不锈钢带的熔敷速度与焊接电流的关系。直流正接比直流反接的熔敷速度更高,熔深更浅。
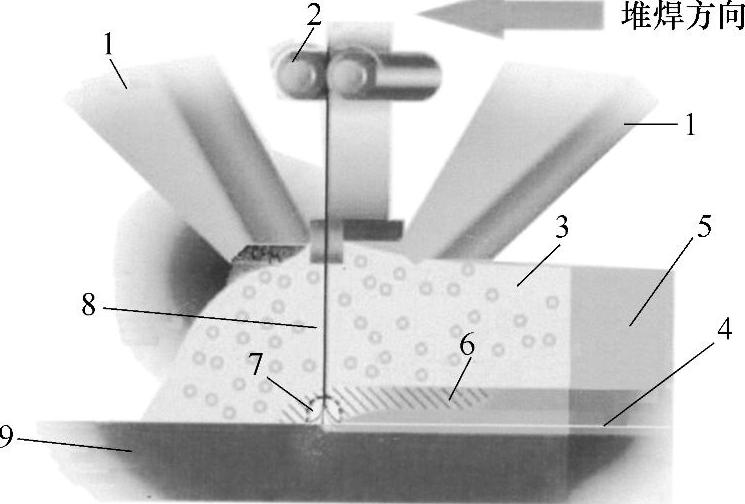
图1-42 带极埋弧堆焊工作原理图
1—送焊剂嘴 2—送带辊轮 3—焊剂层 4—堆焊层 5—已凝固熔渣 6—正在凝固的熔渣 7—电弧 8—带极伸出长度±30mm 9—焊件
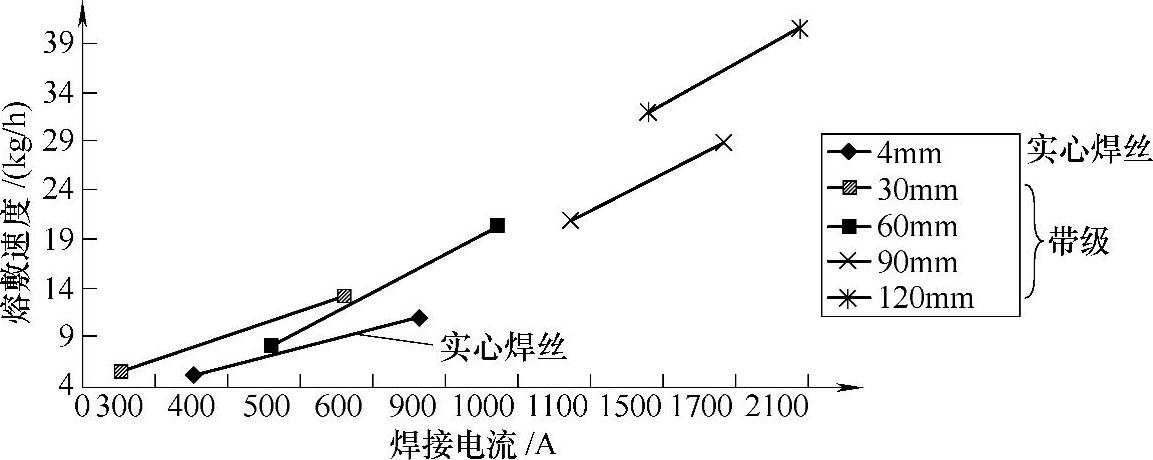
图1-43 不锈钢带极的熔敷速度与焊接电流的关系
为进一步提高带极堆焊的熔敷速度,并改善焊道成形,消除各种焊接缺陷,近期还开发出了以下各种高效带极堆焊法。
1.丝-带极组合堆焊法
采用宽带极埋弧堆焊时,相邻焊道搭接处往往会形成咬边和夹渣,特别是铜合金堆焊时,这种现象更为严重。为避免未熔合、夹渣和咬边等缺陷的形成,可使用丝-带极组合堆焊法。即在带极的一侧,离端面一定的距离同时给送一根焊丝,如图1-44所示。焊丝的位置可在堆焊层的一侧,也可在带极的背面。
在组合堆焊法中,焊丝与带极的间距a取决于堆焊焊接参数。其选择原则是焊丝的位置既不应在已凝固的熔渣部位,又不应太靠近带极而形成共同的焊接熔池。焊丝与带极侧面的间距b按堆焊层厚度来选择,使焊丝端电弧形成的熔池处于易产生咬边和夹渣的区域。焊丝由独立的送丝机构与带极同时给送,其导电嘴可与带极导电嘴做成一体。焊丝直径可选用ϕ2.4mm~ϕ3.2mm,带极宽度应大于50mm。
2.成形带极堆焊法
为获得成形满意的堆焊层,可以采用图1-45所示的成形带极堆焊法。成形带极的凹面相对于堆焊方向可作不同的布置。成形带极具有较高的刚度,避免了焊带通过焊剂层时产生弯曲而影响堆焊层的成形。成形带极的厚度最好取0.3~0.4mm。
为防止相邻堆焊层接合处夹渣的形成,也可采用折边带极堆焊法,如图1-46所示。折边带极堆焊时,可改善积渣区的熔化,延长液态熔池停留时间,防止堆焊层边缘各种焊接缺陷的形成。
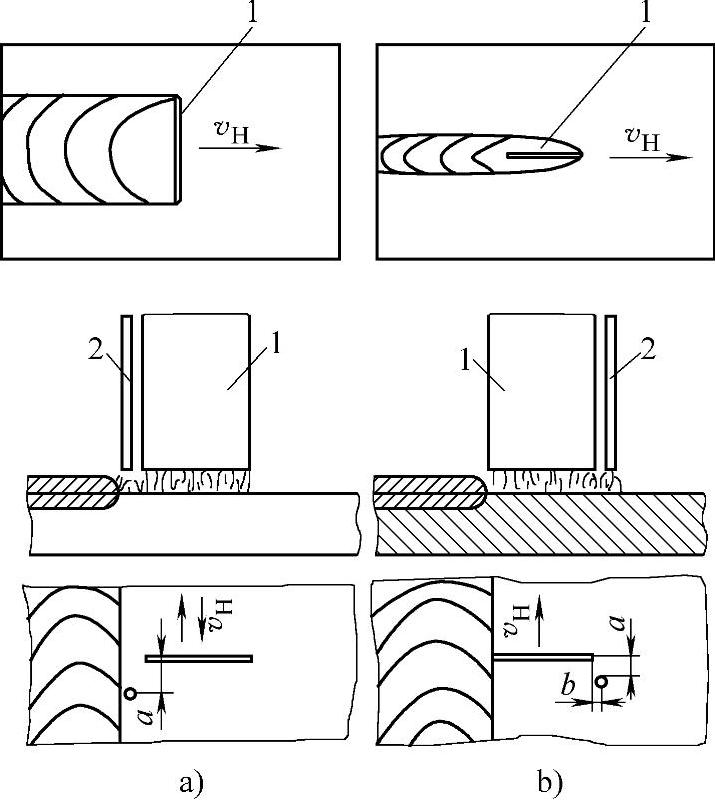
图1-44 组合埋弧堆焊时带极-焊丝与堆焊层的相对位置
a)焊丝与带极的间距 b)焊丝与带极侧面的间距
1—带极 2—焊丝 vH—堆焊速度
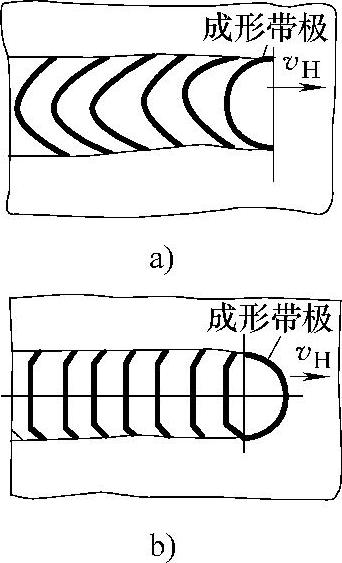
图1-45 成形带极堆焊过程
vH—堆焊速度
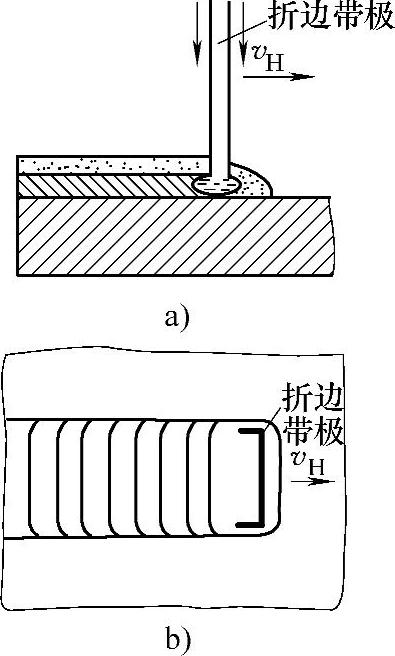
图1-46 折边带极堆焊过程
vH—堆焊速度
折边带极的送进机构示意图如图1-47a所示,带极1由辊轮2送入电弧区。为将带极折边,辊轮制成凸缘轮廓,导向轮和导电嘴带有槽沟,以保证折边量不同的带极顺利给送。带极的折弯量决定于带极的厚度、堆焊焊接参数以及堆焊层边缘所要求的焊接熔池长度。
带极的折边使电弧在带极端面和折边端面同时燃烧,折边上的电弧沿着堆焊层轴线分布,加速了这些部位的熔化。焊接熔池在易夹渣处存在的时间延长,使熔渣易于浮到熔化金属的表面。同时,堆焊层与母材不会产生未熔合,与母材熔合均匀。折边尺寸对堆焊层成形的影响如图1-47b所示。调节折边的宽度,可以改变堆焊层边缘母材的熔透量,易于控制堆焊层的质量。
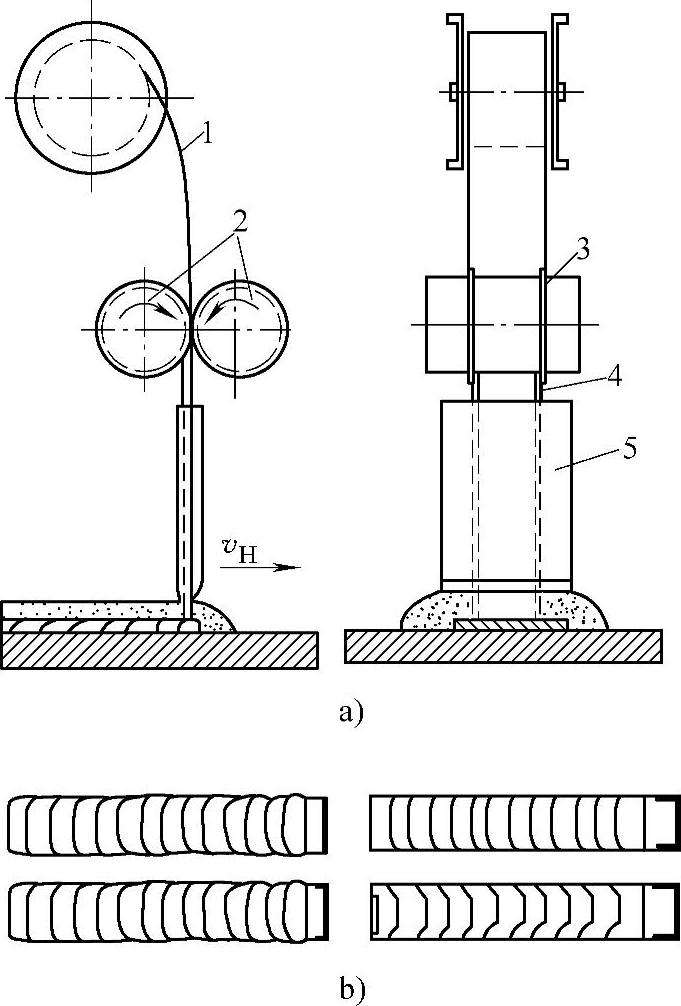
图1-47 折边带极送进机构示意图及折边尺寸对堆焊层成形的影响
a)折边带极送进机构 b)折边尺寸的影响
1—带极 2—辊轮 3—成形凸缘 4—折边带极 5—导电嘴 vH—堆焊速度
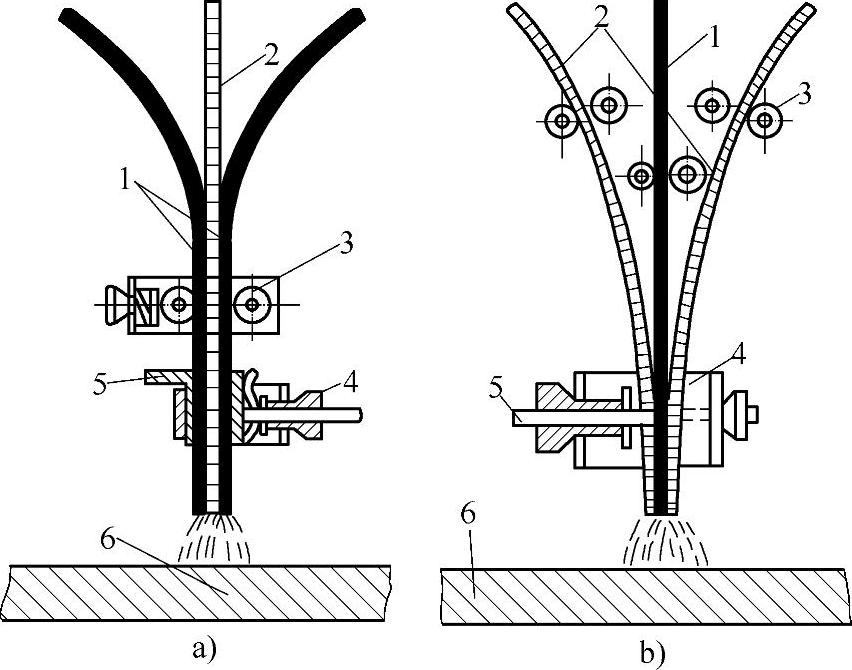
图1-48 附加填充钢带的带极堆焊法
a)附加一条填充钢带 b)附加两条填充钢带
1—带极 2—填充钢带 3—带极给送轮 4—夹紧装置 5—导电嘴 6—焊件
3.附加填充钢带的带极堆焊法
为进一步提高熔敷速度,降低母材的熔透深度,焊接工作者又研制开发成功了附加填充钢带的带极堆焊法。填充钢带通过独立的送进机构送入焊接熔池。带极和填充钢带被电弧热同时熔化,消耗了大部分电弧热,使母材的熔透深度降低到最低值。这样,单层堆焊即可获得化学成分符合要求的熔敷金属,大大提高了生产效率。附加填充钢带可采取两种方式:一种是向电弧区同时给送两条通电的带极和一条不通电填充钢带(见图1-48a);另一种是同时给送一条通电带极和两条不通电的填充钢带(见图1-48b)。这主要根据对堆焊金属的化学成分要求而定。填充钢带通常由金属网制成,内填充颗粒状脱氧、脱硫配料。高合金钢堆焊时,为补偿合金元素的烧损,也可填充铬、镍、锰、硅、铜和钒等合金粉末。
4.分列多带极堆焊法(https://www.xing528.com)
提高带极堆焊效率最简单的方法是加大带极的宽度。但随着带极宽度的增加,必须使用大功率焊接电源,另外,还可使堆焊过程的稳定性明显地降低,因为宽带极堆焊时,熔渣气腔扩大,限制了焊接电弧的漂移。
为在一次行程中堆焊出大宽度堆焊层,并避免宽带极弊病,可以采用分列多带极堆焊法,即同时向焊接熔池送进多条窄带极。但这种方法也有其缺点,即各带极是分别由各自的辊轮给送的,一旦一对或几对辊轮压力不均,就不能保证同时向电弧区给送所有的带极,破坏了堆焊过程的稳定性,并导致出现各种焊接缺陷。
为解决这一问题,可采取下列改进办法。首先向堆焊机头送入整条宽带极,当其接近焊件表面时,通过特制的剪切机构,将宽带极分割成若干条窄带极,如图1-49所示。
改进后的分列多带极堆焊机头可同时向电弧区均匀地给送多条带极。为保证每条带极均匀熔化,将导电嘴钳口制成分叉端头,分叉量按分割后带极的宽度和所选择的堆焊工艺参数而定。
采用这种方法堆焊时,在每条窄带极上形成独立的焊接电弧,保证了电弧在电极端面的漂移,提高了熔化过程的稳定性。分割后的带极宽度通常为10~20mm。堆焊过程中,各窄带极单独熔化,但形成共同的焊接熔池,使堆焊层连续成形。
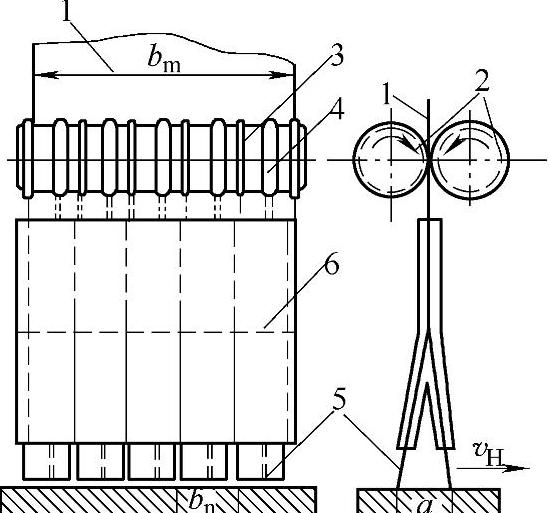
图1-49 分列多带极堆焊送带和分割机构示意图
1—带极 2—辊轮 3—成形凸缘 4—折边带极 5—带极 6—导电嘴
a—分叉量 bm—带极宽度 bn—剪切后带极宽度 vH—堆焊速度
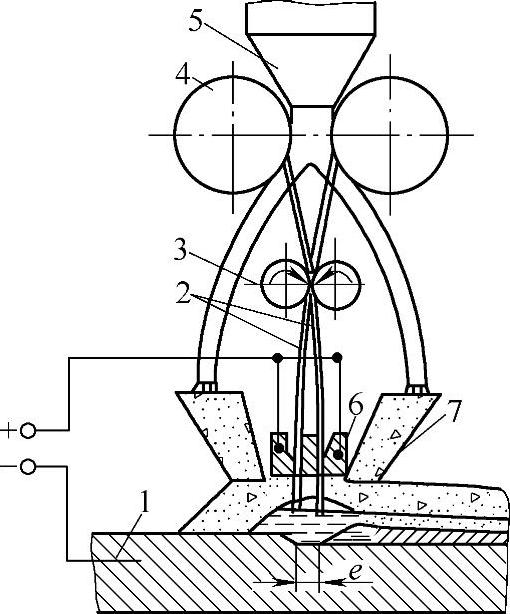
图1-50 分列双带极埋弧堆焊的工作原理图
1—焊件 2—带极 3—给送辊轮 4—带极卷盘 5—焊剂漏斗 6—导电嘴 7—焊剂分配器
e—带极间距
分列多带极堆焊法可一次行程堆焊宽达150~200mm的堆焊层,显著地提高了堆焊效率。
5.双带极堆焊法
双带极堆焊是一种可在最低的熔透深度下实现高效堆焊的方法,其工作原理如图1-50所示。由图1-50可见,两根带极从两个单独的卷带盘中同时且并行地向焊接区给送,带极经过导电嘴后又分隔成一定的距离。这样在两带极之间充满了液态熔渣,而产生电渣过程。因此,这种堆焊法兼有电渣和电弧两种过程。其中约有60%的焊接电流通过液态熔渣而产生电渣过程,约有40%的焊接电流经过电弧。
在这种双带极堆焊法中,双带极之间的液态熔池改变了堆焊焊接参数对母材熔透深度和熔敷金属化学成分的影响。带极之间的距离决定了液态熔渣的体积。因此,对熔透深度和堆焊速度产生重要的作用。单带极堆焊时,母材的稀释率最大可达25%,无间隙双带极堆焊时,母材稀释率略有下降,在20%~23%,而间隙为6~8mm的双带极堆焊,母材的稀释率可降低到5%。
双带极埋弧堆焊时,带极的伸出长度对熔敷速度和熔透深度也有一定的影响。随着伸出长度的增大,焊剂消耗量增加,渣池温度降低,熔敷速度减小,熔深变浅。试验确定,双带极最佳的伸出长度为35~40mm。
分列双带极堆焊时,电弧电压对母材熔透深度、熔敷速度和堆焊层的成形有明显的影响,随着电弧电压的提高,堆焊层边缘的熔深增加,熔敷速度提高,堆焊层加宽并增厚。
为改善堆焊层的成形,电弧电压和堆焊速度应保持在适当的范围内。通常采用宽60mm,厚0.5mm的带极作双带极堆焊时,其最佳的堆焊焊接参数为:I=1000~1400A,U=31~32V,v焊=0.33~0.66cm/s,带极伸出长度为35mm。一次行程堆焊层厚度为4~4.5mm。
6.宽带极磁控堆焊法
采用宽带极(100mm以上)埋弧堆焊时,由于电弧沿电极端面的漂移速度减慢,磁偏吹的有害影响加剧,限制了宽带极的应用。利用外加磁场,可对带极的熔化过程和堆焊层的成形产生有利的影响。外加横向磁场可显著地减弱直流电带极堆焊时的磁偏吹,并可保证采用宽达180mm带极堆焊时,使堆焊层的成形优良。
为在宽带极上附加磁场,应在堆焊机头上配备如图1-51所示的电磁线圈。其中电磁线圈2由直流电源1供电。磁铁心3安置在带极边缘两侧,铁心轴线离带极边缘为45mm,相对于电极平面偏移1.5mm,其方向与焊接方向相反。铁心楔形尖端离堆焊焊件表面距离为20mm。
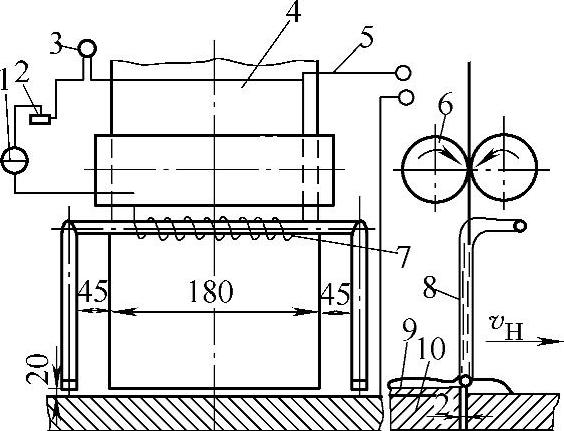
图1-51 宽带极堆焊磁控装置示意图
1—直流电源 2—可调电阻 3—电流表 4—带极 5—导线 6—送带辊轮 7—电磁线圈 8—磁铁 9—焊剂 10—焊件 vH—堆焊速度
电磁铁供电电源为工作频率0.1~100Hz的晶体管直流电源。磁化电流达到最大20A时,有效功率达100W。常用的磁化电流的频率为2.0Hz。电磁铁之间的距离及外磁场感应对堆焊过程的稳定性有很大的影响。不同磁化程度对堆焊层成形的影响如图1-52所示。在最佳的磁化参数下,堆焊层中部和边缘高度之差不超过1.0mm。在堆焊层整个宽度和长度上具有均匀的熔透深度。磁场对堆焊层的熔深和母材稀释率无重大影响,基本上不改变堆焊层金属的化学成分。
带极磁控堆焊时应正确地选择磁场的方向。从焊接方向看,应使北极N向右。在弱磁场作用下,堆焊层成形可达到最佳状态。当磁通加大时,外加磁场可能使堆焊层边缘加高。
对于0.5mm×180mm宽带极,采用下列堆焊焊接参数时,可以获得成形满意的堆焊层:
I=1800A,U=27~32V,v焊=0.15~0.17cm/s。带极伸出长度为30~35mm,铁心离带极边缘的距离为45mm,离母材表面15~20mm,同时向堆焊方向偏移1.5~2.0mm。堆焊熔敷速度可达44kg/h,母材稀释率小于10%。
带极埋弧堆焊作为一种高效堆焊方法,特别适用于大面积堆焊,如厚壁压力容器内壁不锈钢覆层的堆焊和轧辊表面堆焊等。高压容器封头内壁不锈钢覆层带极埋弧堆焊的施工实况,如图1-53所示。
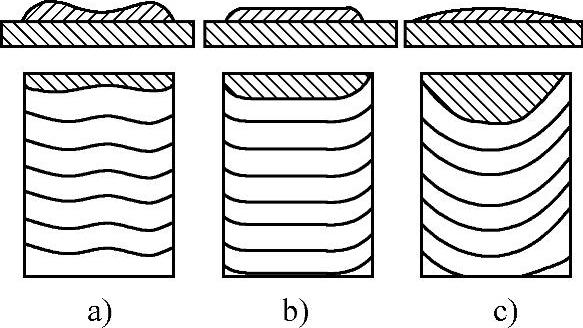
图1-52 不同磁化强度对堆焊层成形的影响
a)磁化强度过高 b)最佳磁化强度 c)无磁控
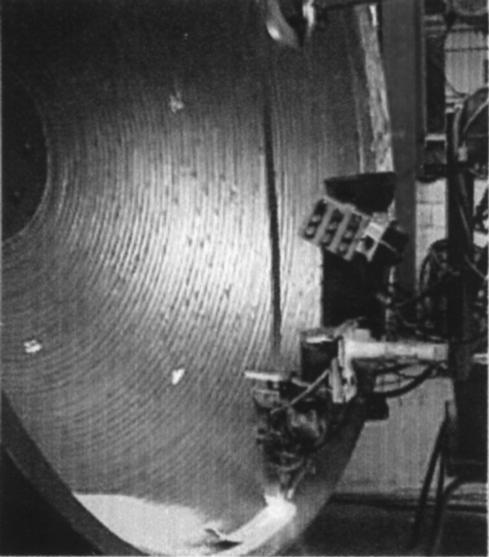
图1-53 高压容器封头内壁不锈钢覆层带极埋弧堆焊的施工实况
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。