



【摘要】:图1-33 焊剂-铜衬垫结构示意图1—焊剂 2、4—熔渣 3—焊缝 5—细颗粒焊剂 6—铜垫板 7—通气软管图1-34 直边对接单面焊双面成形埋弧焊焊缝横截面宏观照片直边对接单面焊双面成形埋弧焊,可以采用传统单丝焊。双丝串列单面焊双面成形埋弧焊适用的钢板厚度范围为10~16mm,而三丝串列单面焊双面成形埋弧焊可焊接的最大钢板厚度达35mm。
直边对接单面焊双面成形埋弧焊是,在特殊结构的焊剂-铜衬垫上一次行程完成全焊透焊缝的工艺方法。它充分利用了埋弧焊深熔的特点。焊接时,将焊件平放于焊剂-铜衬垫上,并借助充气软管的张力将衬垫与接缝背面紧密贴合。由于在铜衬垫上均匀撒有一层细颗粒焊剂,可使背面焊缝良好成形。这种埋弧焊方法在国际上简称为FCB法。焊剂-铜衬垫的结构示意图见图1-33。焊缝横截面宏观照片如图1-34所示。
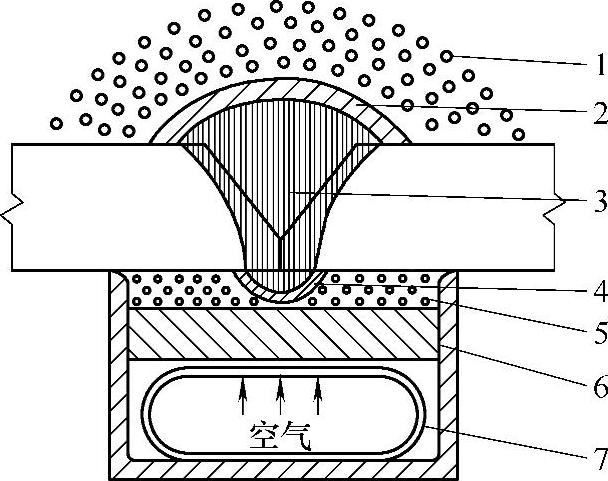
图1-33 焊剂-铜衬垫结构示意图
1—焊剂 2、4—熔渣 3—焊缝 5—细颗粒焊剂 6—铜垫板 7—通气软管
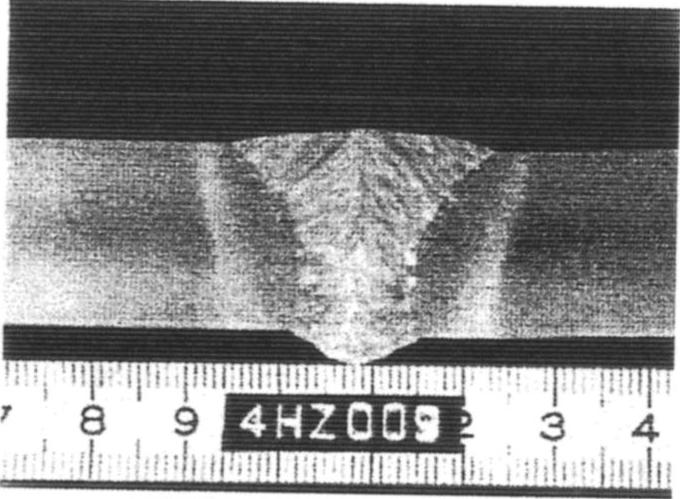
图1-34 直边对接单面焊双面成形埋弧焊焊缝横截面宏观照片(https://www.xing528.com)
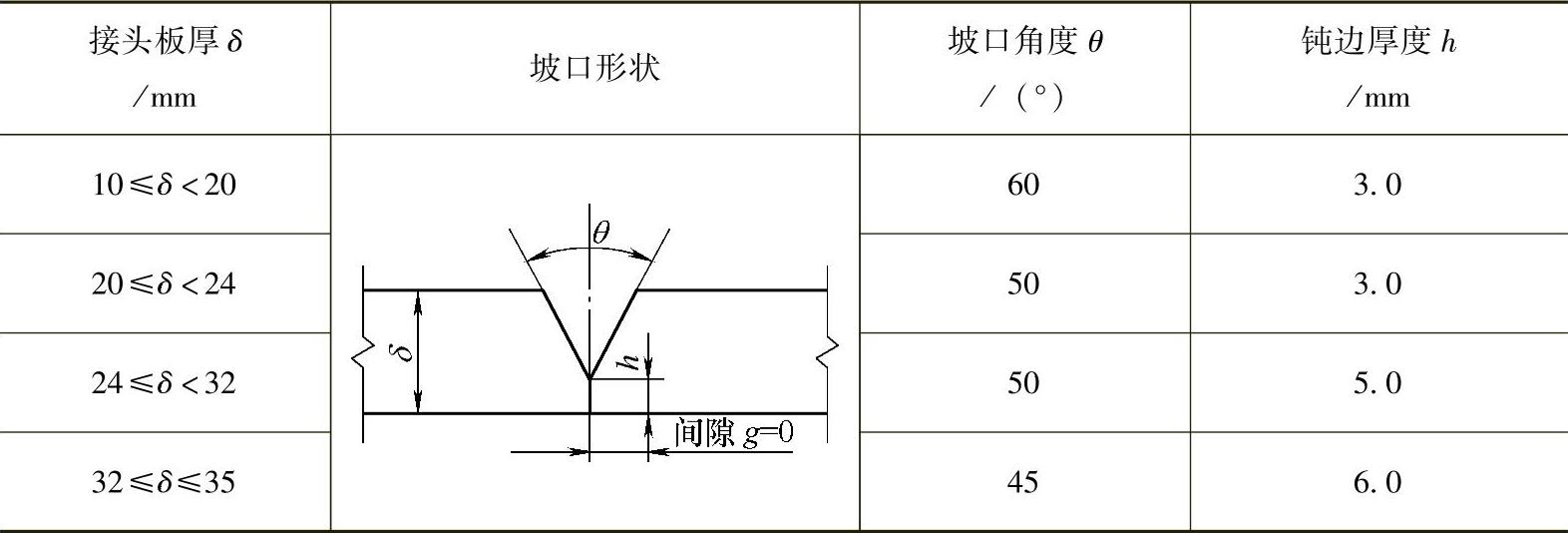
直边对接单面焊双面成形埋弧焊,可以采用传统单丝焊。但在现代焊接生产中,多采用双丝串列或三丝串列埋弧焊。双丝串列单面焊双面成形埋弧焊适用的钢板厚度范围为10~16mm,而三丝串列单面焊双面成形埋弧焊可焊接的最大钢板厚度达35mm。为改善大焊接电流下的焊缝成形,通常的办法是按钢板厚度加工出不同角度和钝边厚度的Y形坡口,详见表1-3。
表1-3 单面焊双面成形埋弧焊的坡口形状
单面焊双面成形高效埋弧焊的最大优点是,可一次行程焊成全焊透的优质焊缝。特别适用于大尺寸钢板的拼接,如船体甲板和大型储罐壳体预制件钢板的拼焊。可省略操作难度较大的大张钢板翻身工序。这不仅大大缩短了辅助时间,而且保证了生产安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。