



添加冷丝埋弧焊接法是在焊接过程中向焊接熔池给送不通电的冷丝,利用电弧过剩的热量将其熔于同一熔池中。添加冷丝埋弧焊与传统单丝埋弧焊相比,可提高熔敷速度50%以上,如图1-24所示。同时,其有效热输入约降低30%,适用于焊接对热敏感的各种钢材,如奥氏体不锈钢、双相不锈钢和热强钢等。
添加冷丝的机构,可以采用单独的送丝机,也可以共用一台送丝机,以相同的速度送给冷丝。在这种情况下,送丝机的驱动机构应配制两个输出轴,安装两套送丝轮,如图1-25所示。
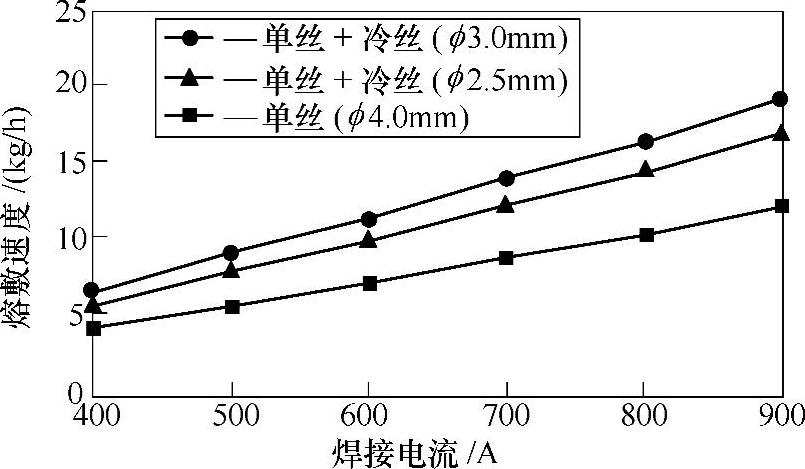
图1-24 添加冷丝埋弧焊与单丝埋弧焊熔敷速度的对比
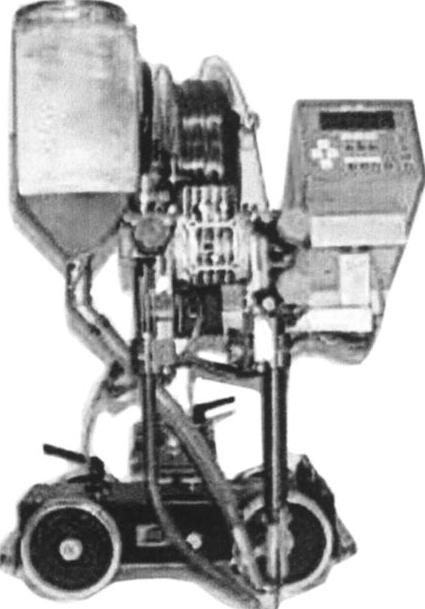
图1-25 由同一台送丝机添加 冷丝的埋弧焊机外形
按所焊工件的技术要求,冷丝与主电弧焊丝可以采取不同的组合。冷丝可以采用各种直径不同牌号的实心焊丝,也可采用相应强度等级的药芯焊丝或金属粉芯焊丝。
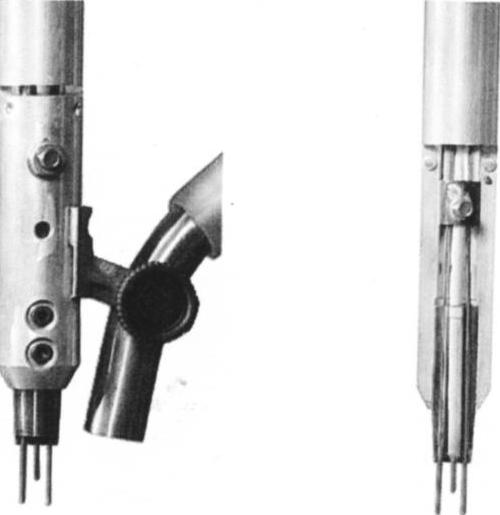
最近研发成功另一种添加冷丝的埋弧焊工艺方法,即所谓集束冷丝埋弧焊接法,英文为Integrated Cold Electrode SAW,简称ICE法。不通电的冷丝经由同一个导电嘴给送进入焊接区,如图1-26所示。这样可更有效地利用电弧过剩的热量,熔敷速度可提高50%。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-26 集束冷丝埋弧焊导电嘴的结构外形
集束冷丝埋弧焊的另一特点是由于焊接热输入和熔池温度的降低,根部焊道的搭桥性能明显地改善。如果接缝的装配间隙符合要求,则根部焊道背面成形良好,无需清根。进一步提高了焊接生产效率。
集束冷丝埋弧焊因其送丝系统的简化,使之采用各种组合方案成为可能。即既可采用单电源和单焊头,也可采用双电源和双焊头,可成倍地提高熔敷速度和焊接速度。图1-27所示为不同组合方案的集束冷丝埋弧焊与单丝埋弧焊和双丝并联埋弧焊熔敷速度的对比。
盖面层焊接时,通过调整冷丝的给送速度。可以形成平整的焊缝外形,有利于提高接头的疲劳强度。
集束冷丝埋弧焊还具有降低焊剂和电能消耗的优点,是一种经济的高效埋弧焊方法。目前已在风塔、海洋工程结构、管道和船舶制造业中得到了实际的应用。
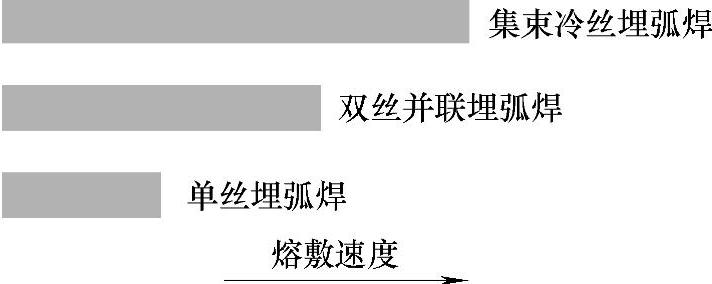
图1-27 集束冷丝埋弧焊与单丝埋弧焊及双丝并联埋弧焊熔敷速度的对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。