



双丝埋弧焊按焊丝与焊接电源的连接方式不同,可以分为双丝并联埋弧焊和双丝串列埋弧焊。双丝并联埋弧焊通常只配用单台焊接电源,同时向两根焊丝供电。双丝串列埋弧焊则由两台焊接电源分别向两根焊丝供电,其原理图分别如图1-7和图1-8所示。
1.双丝并联埋弧焊接法
双丝并联埋弧焊的焊接机头与焊接电源及控制器的连接方式如图1-9所示。为提高熔敷速度多采用直径为1.0~2.0mm的细丝,故也称细丝双弧焊接法。焊接电源可以是直流电源,也可以是交流电源。采用直流电源时,两根焊丝的电弧会相互吸引而形成一个焊接熔池,由于熔池长度较大,可以在较高的焊接速度下形成外观良好的焊缝。直流反接法可获得较大的熔深,而正接法的熔深较浅。采用交流电源时,电弧分散,可以获得中等的熔深。
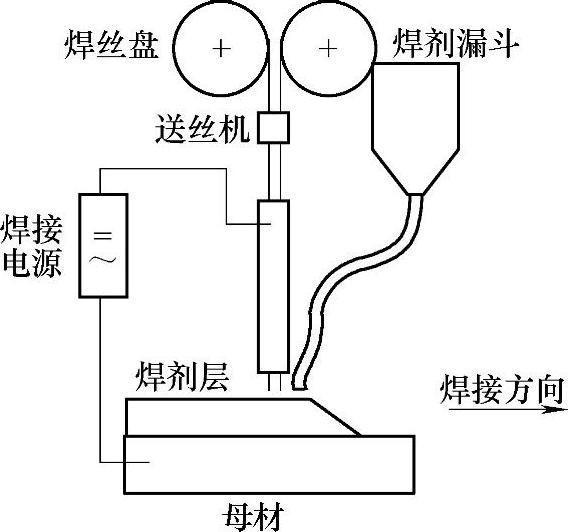
图1-7 双丝并联埋弧焊方法原理图
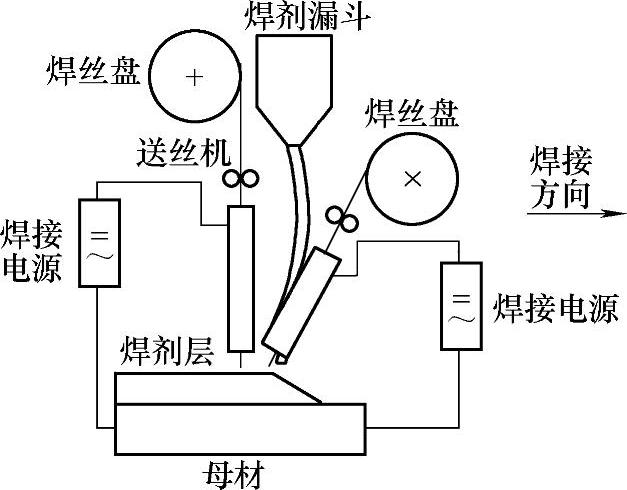
图1-8 双丝串列埋弧焊方法原理图
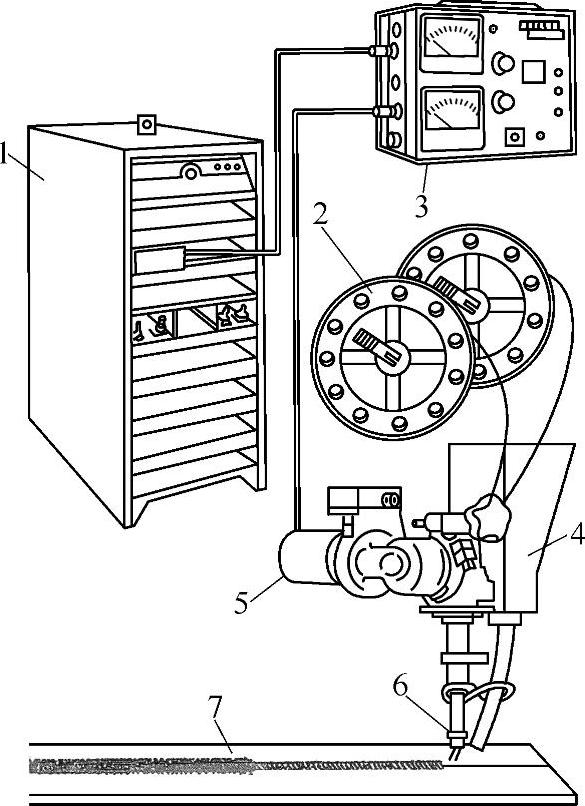
图1-9 双丝并联埋弧焊焊接机头与焊接电源及控制器的连接方式
1—直流焊接电源 2—焊丝盘 3—控制器 4—焊剂漏斗 5—送丝机 6—导电嘴 7—焊件
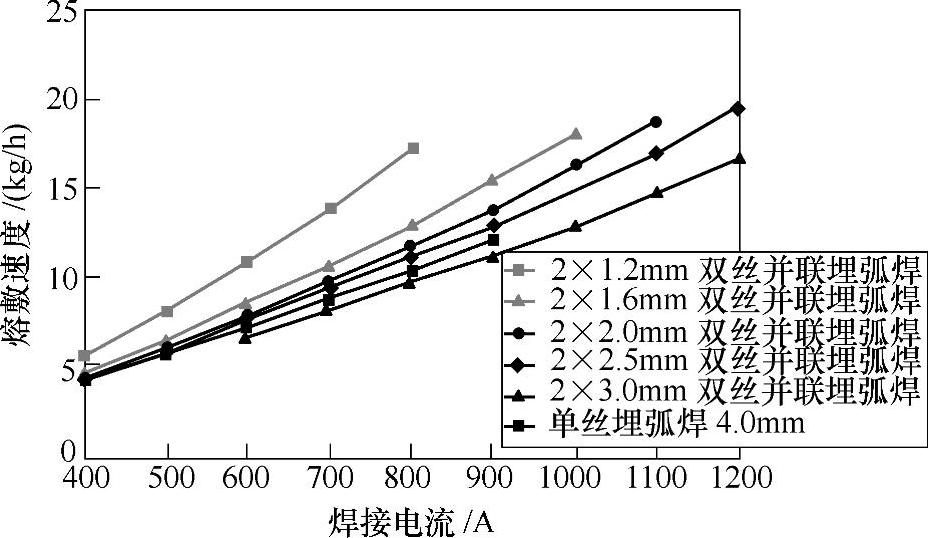
图1-10 双丝并联埋弧焊与单丝埋弧焊熔敷速度的对比
双丝并联埋弧焊与单丝埋弧焊相比具有以下一系列的优点:
1)双丝并联埋弧焊熔敷速度比单丝埋弧焊高40%以上;如图1-10所示的对比数据。
双丝并联埋弧焊高的熔敷速度归因于细丝的电流密度大,并产生较高的电阻加热。
2)薄板双丝并联埋弧焊焊接时,焊接速度可提高25%以上。焊接厚板时,可提高50%~75%。图1-11~图1-13分别示出了对接接头、角接接头和搭接接头采用两种埋弧焊方法焊接时焊接速度的对比。从中可见,双丝并联埋弧焊的焊接速度大大高于单丝埋弧焊。
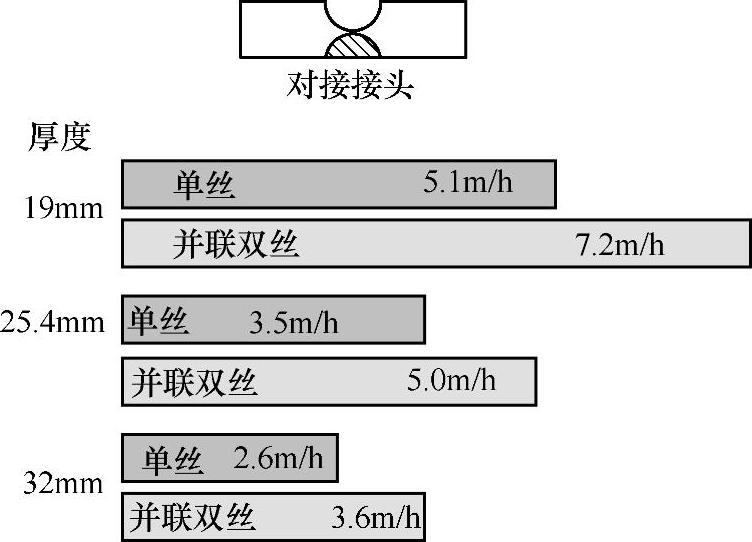
图1-11 对接接头焊接速度对比
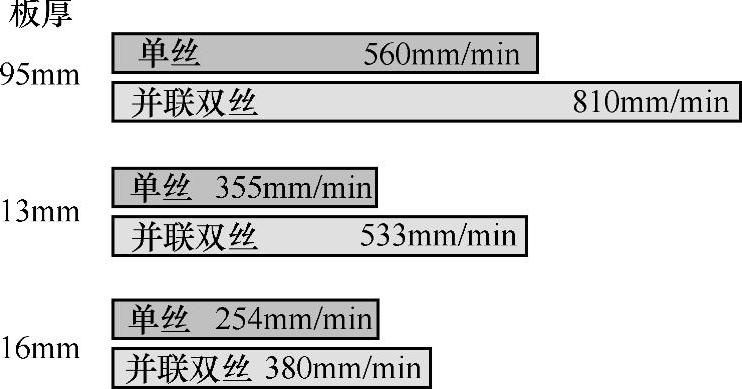
图1-12 角接接头焊接速度对比
 (https://www.xing528.com)
(https://www.xing528.com)
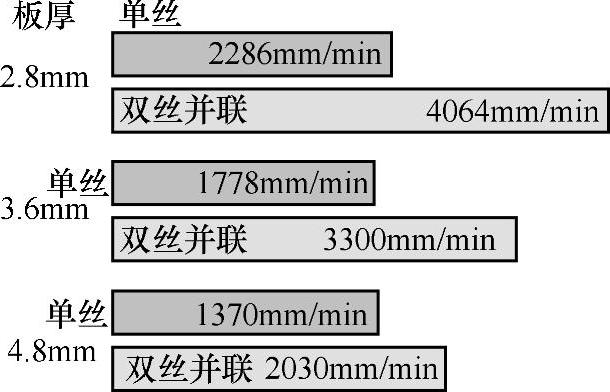
图1-13 搭接接头焊接速度对比
3)焊接热输入较低,焊接变形量可降低5%~50%。并有利于对焊接热输入较敏感的钢材。
4)单位熔敷金属消耗的能量较低,降低了生产成本。
5)通过改变焊丝相对于焊缝轴线的排列方式,以控制焊缝的成形。若焊丝横向于焊缝轴线排列,可以获得宽的焊缝和浅的熔深,如焊丝纵向于焊缝轴线排列,则可形成窄而深的焊道,如图1-14所示。
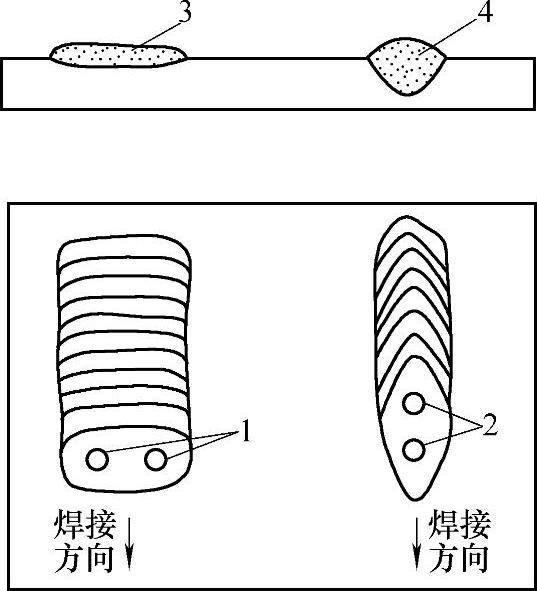
图1-14 焊丝相对于焊缝轴线排列方式对焊缝成形的影响
1—并列焊丝 2—串列焊丝 3—并列焊丝焊缝截面形状 4—串列焊丝焊缝截面形状
2.双丝串列埋弧焊接法
双丝串列埋弧焊与双丝并联埋弧焊的区别,在于其每根焊丝由单独的送丝机构送进,并分别由各自的焊接电源供电(见图1-8)。为避免两根焊丝的电弧相互干扰,通常将前置焊丝接直流电源,尾随焊丝接交流电源。双丝串列埋弧焊机头与焊接电源和控制器之间的连接方式,如图1-15所示。
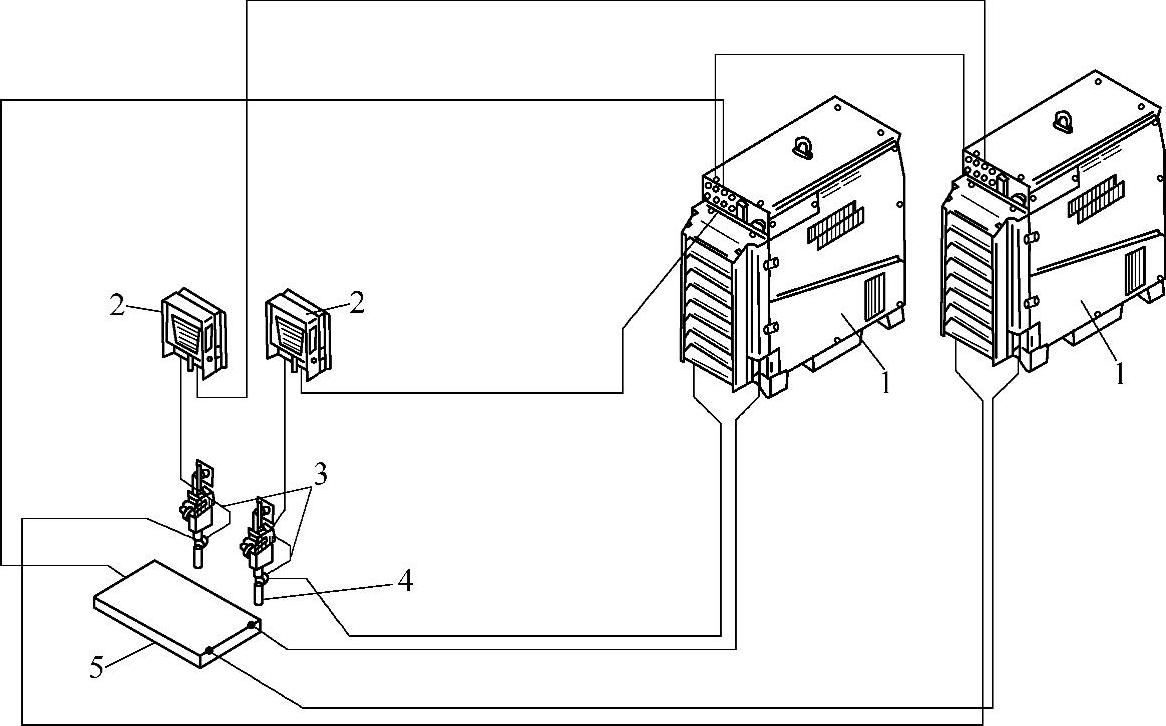
图1-15 双丝串列埋弧焊机头与焊接电源及控制器之间的连接方式
1—焊接电源 2—控制器 3—送丝机构 4—导电嘴 5—焊件
双丝串列埋弧焊与单丝埋弧焊相比,最主要的优点是熔敷速度和焊接速度可提高25%~100%,图1-16所示为双丝串列埋弧焊与单丝埋弧焊熔敷速度的对比数据。从图中可见,采用相同直径的焊丝,在相同的焊接电流下,双丝串列埋弧焊的熔敷速度比单丝埋弧焊高出1倍以上,这归因于双弧的能量大大高于单弧。
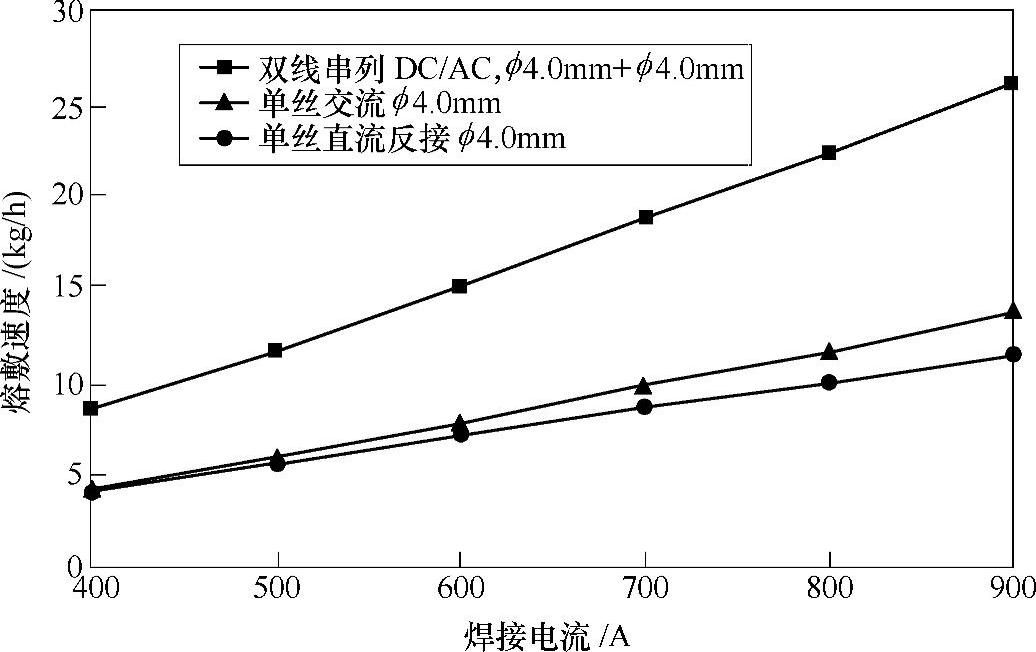
图1-16 双丝串列埋弧焊与单丝埋弧焊熔敷速度对比
其次,双丝串列埋弧焊的焊丝间距和尾随焊丝的倾角可在一定范围内进行调节,以控制焊缝的成形,增强了工艺适应性。
第三,中、薄板接头焊接时,由于焊接速度成倍提高而减少了焊接变形。
第四,双丝串列埋弧焊的前置焊丝和尾随焊丝可以选用不同的焊接电流进行焊接。通常前置焊丝选用较大的焊接电流,以达到深熔;尾随焊丝则可选用较低的焊接电流,以使填充层焊道成形良好,消除咬边。
双丝串列埋弧焊由于具有上述一系列的优点,目前已在船舶、管道、锅炉、压力容器和钢结构等制造行业中得到了较广泛的实际应用。某些世界著名的焊接设备制造厂商已定型批量生产双丝串列自动埋弧焊机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。