



【数控机床的组成】
数控机床一般由控制介质、数控装置、伺服系统、测量反馈装置和机床主体组成,其组成框图如图7-11所示。
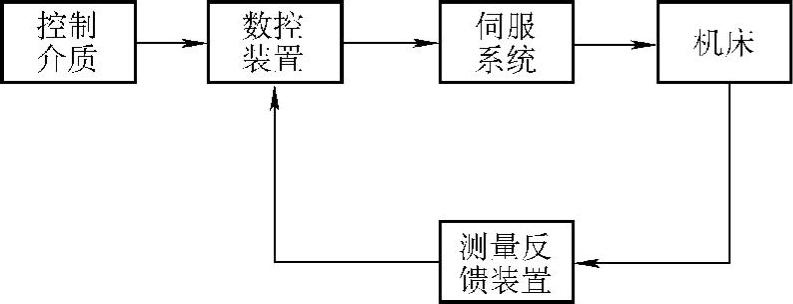
图7-11 数控机床组成框图
(1)控制介质
控制介质就是在人与数控机床之间建立的某种联系,这种联系的中间媒介物称为控制介质,又称为信息载体。控制介质用于记载各种加工零件的全部信息,如零件加工的工艺过程、工艺参数和位移数据等,以控制机床的运动。常用的控制介质有标准的纸带、磁带和磁盘等。
信息按规定的格式以代码的形式存储在纸带上。所谓代码,就是由一些小孔按一定规律排列的二进制图案。每一行代码可以表示一个十进制数或一个字母或一个符号。目前,国际上使用的八单位代码有EIA代码和ISO代码。把穿孔带输入到数控装置的读带机,由读带机把穿孔带上的代码转换成数控装置可以识别和处理的电信号,并传送到数控装置中去。至此完成了指令信息的输入工作。
(2)数控装置
数控装置是数控机床的核心,它由输入装置、控制器、运算器、输出装置等组成,其功能是接收输入装置输入的加工信息,经过数控装置的系统软件或逻辑电路进行译码、运算和逻辑处理后,发出相应的脉冲送给伺服系统。它包括微型计算机的电路、各种接口电路、CRT显示器、键盘等硬件以及相应的软件。
(3)伺服系统
伺服系统的作用是把来自数控装置的脉冲信号转换为机床移动部件的运动,使机床工作台精确定位或按预定的轨迹作严格的相对运动,最后加工出合格的零件。
伺服系统包括主轴驱动单元、进给驱动单元、主轴电动机和进给电动机等。一般来说,数控机床的伺服系统,要求有好的快速响应性能,以及能灵敏而准确地跟踪指令功能。现在常用的是直流伺服系统和交流伺服系统,而交流伺服系统正在取代直流伺服系统。
(4)测量装置
测量装置由检测元件和相应的电路组成,其作用是检测速度和位移,并将信息反馈回来,构成闭环控制系统。没有反馈装置的系统称为开环系统。常用的检测元件有脉冲编码器、旋转变压器、感应同步器、光栅和磁尺等。
(5)机床主体
机床主体包括床身、主轴、进给机构等机械部件,此外还有一些配套部件(如冷却、排屑、防护、润滑等装置)和辅助设备(编程机和对刀仪等)。对于加工中心类数控机床,还有存放刀具的刀库、交换刀具的机械手等。数控机床的主体结构与普通机床相比,在精度、刚度、抗振性等方面要求更高,尤其是要求相对运动表面的摩擦系数要小,传动部件之间的间隙要小,而且其传动和变速系统要便于实现自动化控制。
【工作原理】
数控机床加工零件前,首先编制零件的加工程序,即数控机床的工作指令,将加工程序输入数控装置,再由数控装置控制机床执行机构,按照设置的运动轨迹,使其按照给定的图样要求进行加工,从而加工出合格的零部件。
【故障检修实例】
【故障现象】 数控机床显示屏不亮
【故障分析】
1)供电电源停电或电源部分出现故障。
2)信号线断线或接触不良。
3)驱动电路出现故障,无法驱动显示屏。
4)与显示屏连线出现接触不良。
【检修技巧】
1)恢复电源供电或检修电源整流、稳压部分。
2)接好信号线断线,重新接好接触不良处。
3)检修驱动电路。
4)使与显示屏连线接触良好。
【故障现象】 数控机床主轴不转
【故障分析】
1)电源无电,或电源部分出现故障。
2)主轴电动机变频器出现故障。
3)主轴电动机出现故障或损坏。
4)传感器件安装位置不正确,未起到作用。
5)外界信号干扰,使电动机无法起动。
【检修技巧】
1)恢复供电或检修电源电路。
2)检修主轴电动机变频器。
3)检修主轴电动机或更换电动机绕组。
4)使传感器件安装位置正确,保证能接收信号。
5)排除外界信号干扰,增加屏蔽。
【故障现象】 纸袋机不能正常工作
【故障分析】
1)“纸带”方式设定不正确。
2)纸带机供电不正常。
3)纸带损坏或装反。
【检修技巧】
1)检查更正或重新设定。
2)检查并接好电源。
3)修复后重新安装。
【故障现象】 数控机床进给系统不能正常工作
【故障分析】
1)加工过程出现滑板超程。
2)水平X轴出现抖动、窜动。
3)出现过电流,电路出现短路。
4)编码器出现故障,不能正确编码。
5)进给位置错位。
6)伺服电动机不能转动。
7)电路出现零点漂移。
【检修技巧】
1)调整滑板超程。
2)调整水平X轴系统,消除出现的抖动、窜动现象。
3)排除电路短路点。
4)检修编码器出现故障,使能正确编码。
5)检修调整进给位置错位。
6)检修或更换伺服电动机。
7)检修电路,如放大电路等。
【故障现象】 检修数控机床电路板发现元件过热
【故障分析】
1)集成电路元器件过热。
2)电子元器件虚焊,引起接触不良,接触电阻增大,产生热量大。(https://www.xing528.com)
3)未加散热器片或散热片松动不起作用。
4)电子元器件松动,接触不良。
【检修技巧】
1)用酒精涂抹散热,或考虑元器件的软故障,更换元器件。
2)元器件虚焊,重新焊好。
3)加散热片,或把散热片固定好。
4)元器件松动的应重新焊好。
【故障现象】 数控机床运行速度变慢
【故障分析】
1)传动带过松。
2)超负载。
【检修技巧】
1)紧固传送带。
2)减轻负载量。
【故障现象】 数控机床加工工件表面粗糙,不合质量要求
【故障分析】
1)主轴与轴承之间间隙过大。
2)溜板、刀架等压板镶条有松动。
3)主轴与砂轮平衡度差引起。
【检修技巧】
1)调整紧固主轴与轴承之间间隙。
2)调整溜板、刀架等压板镶条,排除松动现象。
3)调整主轴与砂轮平衡度。
【故障现象】CRT无图像,其他工作正常
【故障分析】
1)交流供电电源异常。
2)熔断器烧毁。
3)显像管灯丝不亮。
4)±12V或+5V直流电源异常。
【检修技巧】
1)恢复供电。
2)更换熔断器。
3)确认无误后,更换CRT。
4)更换开关电源。
【故障现象】机床表面颜色发生变化
【故障分析】
1)机床主轴、轴承运转不正常而发热。
2)发热时间较长引起颜色变为黄色。
3)长期不换机油。
4)杂质较多。
5)油发生变质。
【检修技巧】
1)使主轴、轴承运转正常。
2)发热时及时进行降温,加风冷。
3)对主轴、轴承定期换油。
4)清除油中杂质。
5)对变质油及时清洗,更换。
【故障现象】机床在加工中发生异常声音
【故障分析】
1)短路环断路发出声响。
2)锈蚀引起的噪声。
3)变压器、电抗器、接触器发出“嗡嗡”声。
4)电解电容的极性接反引起爆炸声。
5)液压部分漏气。
【检修技巧】
1)短路环断路时应修理或更换。
2)清除锈蚀。
3)要降温,采取强迫风冷。
4)正确连接,注意极性。
5)检修或更换液压零件。
【故障现象】显示屏出现乱码
【故障分析】
1)液晶显示器连线断线或接触不良。
2)环境温度过低。
3)译码器电路出现故障,不能正确译码。
4)外界信号干扰。
【检修技巧】
1)液晶显示器连线断线重新接好,接触不良处应重新接触良好。
2)应升温。
3)检修译码器电路。
4)排除外界信号干扰,增加屏蔽。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。