



1.焊前准备
(1)试件的加工 采用壁厚为3.5mm的20钢或R245R(20g)无缝钢管,管直径为φ60mm,加工成长100mm的管段,坡口加工角度为30°±1°,不留钝边。
(2)试件的清理 试件组对前将坡口内外壁20mm范围内的铁锈、油污等清理干净,使之呈现金属光泽。
(3)焊接材料及焊接工具的选择 选用气焊专用焊丝,焊丝的选择见表9-3。使用前需检查焊丝表面有无油污、生锈等现象,如有上述现象,应进行清理。焊炬型号为H01-6,配3号焊嘴。
表9-3 焊丝的选择

(4)试件的组对与定位焊 试件的组对形式如图9-5所示。组对间隙为2~2.5mm,仰焊位置为2mm,平焊位置为2.5mm,钝边高度为0.5~1mm。定位焊缝位置如图9-6所示,定位焊时采用与正式焊接时相同的焊接参数,定位焊缝长度为15~20mm。试件组对后,两管中心线应保持同轴,无错边现象。
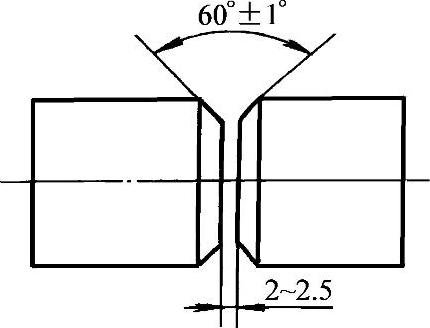
图9-5 试件的组对形式示意图
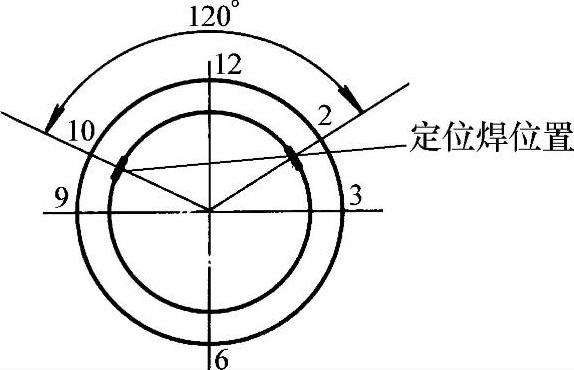
图9-6 试件定位焊缝位置示意图
(5)焊接参数的选择 小管对接水平固定气焊单面焊双面成形焊接参数的选择见表9-4。
表9-4 焊接参数的选择
 (https://www.xing528.com)
(https://www.xing528.com)
2.焊接
将试件水平固定在焊接工位架上,自下向上进行焊接。焊炬和焊丝与试件之间的夹角如图9-7所示,始焊与终焊位置如图9-8所示。
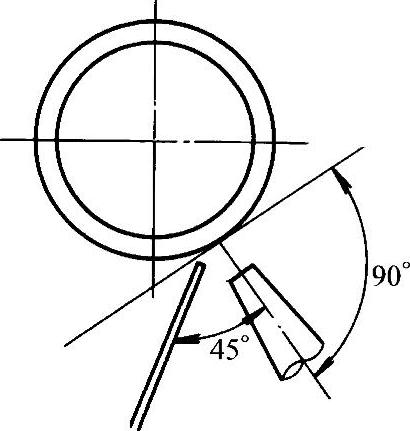
图9-7 焊丝、焊炬与试件之间的夹角示意图
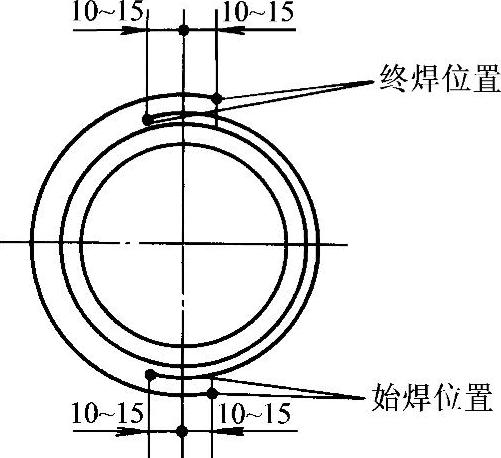
图9-8 始焊与终焊位置示意图
(1)打底焊 先从仰焊位置开始逆时针方向焊接。开始焊接时先用火焰对坡口根部加热至熔化状态,然后将焰心移至距坡口根部3~5mm外,使钝边熔化出现熔孔,熔孔直径约大于坡口间隙每侧0.5~1.5mm,然后填丝焊接。过渡第一个熔滴应大一些,待形成第一个熔池后,再继续过渡。焊接过程中,应注意随时调整焊丝和焊炬角度,以保证熔池前端的熔孔始终清晰可见。焊丝与焊炬互做反方向往复摆动,如图9-9所示,在填充焊缝金属的同时,起到搅拌熔池的作用,以使组织成分均匀。焊至立焊位置时,填丝速度适当放慢。焊至平焊位置时,为防止液态金属下坠,熔孔应缩小至仰焊和立焊位置的1/2左右。
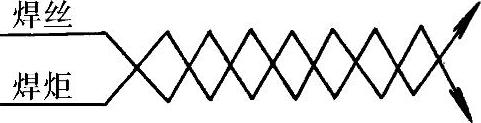
图9-9 焊炬与焊丝相对往复摆动示意图
顺时针焊接管的另外一半时,焊接方法与前半部分相同,但要注意接头处的焊接。仰焊位置接头时,先将前半周焊缝的起头处及钝边加热至熔化状态,然后下压火焰获得合适的熔孔后填丝焊接。为保证焊缝圆滑过渡,开始填丝要少,以后逐步恢复正常。封口焊接头时,在顶部平焊位置与前半周收尾处尚有4~5mm距离时,停止送丝,用火焰将前后两熔池转圈加热至熔化状态,立即填丝焊接。封口焊结束后,缓慢拉长火焰,缩小熔池至凝固状态,然后将火焰移开。
从以上焊接过程的分析可知,小直径管对接水平固定气焊单面焊双面成形的操作要点是:打底焊时,焊炬火焰和填丝速度应根据焊接位置的变化而适当调整。仰焊位置时,熔孔和熔池尺寸应适当小些,以加快熔池凝固,防止产生焊缝凹陷;至立焊位置时,为保证根部熔透,可适当加大熔孔尺寸;至平焊位置时,为防止背焊缝超高和产生焊瘤,应减小熔孔尺寸。焊接过程中焊炬和焊接熔池应保持合适的距离。
(2)盖面焊 焊接盖面层时,焊炬和焊丝与试件之间的夹角与焊接打底层时相同,始焊点和终焊点及接头方法也与焊接打底层时相同。焊接盖面层时,焊炬应采用横向摆动的方法,火焰熔化坡口边缘每侧1~1.5mm,并要求填丝到位,以保证焊缝边缘圆滑过渡,不出现咬边缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。