



1.焊前准备
(1)试件的加工 选用壁厚为10mm的Q345(16Mn)无缝钢管,管径为φ133mm,试件加工长度尺寸为100~125mm。开单面V形坡口,坡口角度为30°±1°,不留钝边。
(2)试件的清理 将试件坡口内外两侧20mm范围内的铁锈、油污等清理干净,使之呈现金属光泽。
(3)焊接电源和焊接材料的选择 焊接电源可采用ZX5—250型整流弧焊机或ZX7—400型逆变弧焊机,焊接电源接法采用直流反极性。选择的焊条型号为E5015,焊前需经350~400℃烘干,保温2h,然后放入焊条保温筒内以备使用。焊条使用前应注意检查有无药皮脱落、开裂及焊芯生锈和偏心等现象,严禁使用不符合质量要求的焊条。
(4)试件的组对与定位焊 试件组对前需检查两管件内径的对口情况,以免发生错边。试件的组对形式如图3-11所示,试件组对的各项尺寸要求见表3-21。
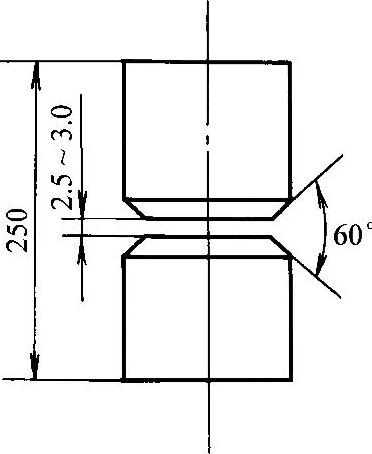
图3-11 试件组对形式示意图
表3-21 试件组对尺寸要求

试件定位焊时所使用的焊条与正式焊接时相同。定位焊缝的位置如图3-12所示。低合金高强度结构钢管状试件对接定位焊一般有两种方法,即击穿定位焊法和虚焊法。
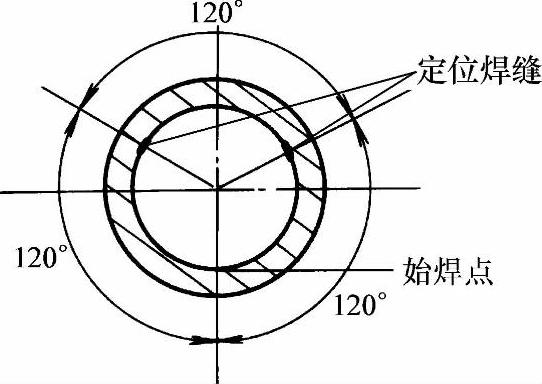
图3-12 试件定位焊缝位置示意图
1)击穿定位焊法。击穿定位焊法即采用与正式焊接时相同的焊条及工艺在试件坡口根部进行击穿焊接,定位焊缝长度一般不超过15mm,焊后用角向磨光机将定位焊缝两端打磨成斜坡状,以有利于接头。击穿定位焊缝一般为永久性焊缝,焊接过程中应认真仔细,不得出现任何缺陷。定位焊缝一般应为两处。
2)虚焊法。虚焊法是在靠近坡口边缘的地方进行试件的固定焊接,当正式焊接到定位焊缝时,用角向磨光机将虚焊点打磨掉。虚焊法的优点是可以减少焊缝环形焊接时的接头数量,从而降低在接头部位产生焊接缺陷的可能性。虚焊法定位在厚壁管的焊接中得到广泛应用。
(5)焊接参数的选择 大管对接垂直固定焊焊接参数的选择见表3-22。
表3-22 焊接参数的选择(https://www.xing528.com)
2.焊接
将组对好的试件固定在焊接操作台上,间隙较小的一侧为始焊部位,始焊处与两定位焊缝互成120°角。采用连弧法焊接。
(1)引弧 引弧部位可在坡口上侧,电弧引燃后,在坡口上侧根部稍作停留,然后将电弧拉向坡口下侧。形成熔池后,电弧向根部压低,建立起第一个熔孔座。
(2)打底焊 当第一个熔孔形成后,焊条即可做锯齿形上下斜向摆动,摆动时中间速度要快,两端稍作停顿,在坡口上侧停留的时间要比在坡口下侧长些。管的焊接对焊条角度要求极为严格,焊条在向前和上下摆动过程中要不断地改变方位,使焊条与焊接方向的夹角保持70°~80°,与试件下端的夹角保持55°~65°,当周向运条角度变化出现困难时,应停止焊接,及时改变站位。焊接过程中要保持短弧焊接,每滴熔滴的送进都应顾及到正、背两面熔池。控制好熔池温度,保持坡口上侧熔孔清晰可见,下侧熔池清晰可见。当熔渣超前流动时,要及时调整焊条角度,并将熔渣拨向熔池后面。焊接熔孔的尺寸以深入坡口根部上侧1mm、下侧0.5mm时为宜。焊接时为保证背面焊缝成形,应注意正、背两面熔池尺寸。熔池在坡口内侧较大时,熔孔就会减小,使背面焊缝变浅或者未焊透;当熔池在坡口内侧较小时,熔孔就会增大,使背面焊缝出现焊瘤或超高等缺陷。因此,电弧在向前运行过程中应保证2/3用来形成正面焊缝和建立熔池,1/3用来击穿坡口根部保证背面焊缝成形。
(3)收弧 收弧时,电弧沿上坡口边缘回焊10~15mm左右,慢慢拉长电弧,然后衰减熄弧。这样可以将熔池收到焊缝边缘后缓慢冷却,以防止产生冷缩孔,同时可使收弧处形成斜坡以有利于接头。
(4)接头 接头方法有热接法和冷接法。
采用热接法时,更换焊条要迅速,在熔池尚处于红热状态时,即在试件上侧坡口熄弧处引弧施焊。开始焊接时,电弧要短,当焊条运至坡口根部时,将电弧向背面焊缝顶一下,听到击穿声后,稍作停顿,然后恢复焊条的正常斜锯齿形摆动焊接。
因其他原因耽搁了热接头的时间,可采用冷接法进行接头,接头前用角向磨光机在收弧处进行修磨,使之成为斜坡状。同时将始焊部位的焊缝进行修整。采用冷接法时,可在坡口前方10~15mm处划擦引弧,电弧引燃后迅速拉至斜坡的尾部,并压低电弧,接头方法和热接法时相同。
从以上焊接过程的分析可知,大管垂直固定焊单面焊双面成形的操作要点是:低合金高强度结构钢大管垂直固定焊单面焊双面成形时,需采用短弧焊接,焊条做斜锯齿形上下摆动。运条要中间快两端稍加停顿,并且在坡口上侧停顿的时间要稍长于坡口下侧。沿管周向焊接时,手腕要灵活变化,使焊条与焊接方向始终保持一定的角度。焊接过程中要注意熔孔尺寸变化,保证电弧2/3用来形成焊缝和建立熔池,1/3用来击穿坡口根部打开熔孔和促使背面焊缝成形。
(5)填充焊 填充层只需焊一层,分上下两道进行焊接。焊前需将打底焊层表面的焊渣和金属飞溅物清理干净,并用角向磨光机将接头部位的凸起部分打磨掉,其他部位则严禁动用砂轮打磨。
焊接填充层时,为保证打底焊缝下边缘夹角处充分熔透,焊接第一道焊缝时,焊条与试件下端夹角应为100°~110°,与焊接方向夹角应为70°~80°,采用直线形运条方法。焊接过程中应注意坡口边缘的熔化情况,不得烧损坡口边缘棱角,以免影响盖面层的焊接。接头时,引弧点要在熔池前端10~15mm处,电弧引燃后直接将电弧拉至熔池尾部并迅速压低电弧施焊。焊接第二道焊缝时,将焊条角度调整为与试件下侧夹角为70°~80°,与焊接方向夹角为65°~75°。焊接时,要尽量压低电弧,并深入底部,运条速度要视两侧液态金属的覆盖情况而定,保证液态金属覆盖到下侧焊缝的中心部位,上侧不得破坏坡口边缘棱角。填充层焊接完成后,焊缝表面距试件表面的距离应达到下侧1~1.5mm,上侧0.5~1mm。
(6)盖面焊 焊接盖面层时,焊条与试件下端夹角为80°~85°,与焊接方向夹角为70°~80°,运条方法与填充焊时相同。焊接时采用较短的电弧,运条速度要均匀平稳,焊接熔渣紧跟在熔池后面,当熔渣脱开熔池较远时,为防止焊缝表面起棱,应及时调整焊条角度,并做直线往复运条动作,使熔渣紧贴熔池行走。
盖面层的焊接,自下而上可分三道焊缝。焊接第二道焊缝时,焊条中心要对准第一道焊缝的边缘,熔化的液态金属要覆盖第一道焊缝的中心位置。第三道焊缝若操作不当,易在上坡口边缘处产生咬边。所以要压低电弧,并且注意观察上坡口边缘的熔合情况,使液态金属充分过渡到位,方可继续向前行走。同时还要注意液态金属覆盖下侧焊缝情况,使之与焊缝中心齐平,必要时焊条可做小幅度斜圆圈形摆动,以确保整个焊缝外观均匀,整齐美观。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。