



1.焊前准备
(1)试件的加工 选用厚度为12mm的Q345(16Mn)钢板,试件尺寸为300mm×125mm×12mm,加工坡口角度为29°±1°,不留钝边。
(2)试件的清理 试件加工完成后,在组装和定位焊前,要认真清理坡口两侧20mm范围内的铁锈、油污等杂质,使之呈现金属光泽。
(3)焊接电源及焊接材料的选择 焊接电源可选择ZX5—250型整流弧焊机或ZX7—400型逆变弧焊机,焊接电源接法采用直流反接法。选用焊条型号为E5015,焊前焊条需经350~400℃烘干,保温2h,然后放入保温筒内以备使用。使用前注意检查焊条表面有无药皮开裂、脱落,焊芯生锈和偏心等现象,严禁使用不符合质量要求的焊条。
(4)试件的组装与定位焊 在试件背面的两端头进行定位焊,定位焊缝长度为10~15mm,定位焊时所使用的焊条与正式焊接时相同,定位焊时所使用的焊接电流要稍大于正式焊。定位焊缝要坚实牢靠,特别是终焊端,为防止焊接中发生开裂或间隙收缩量过大影响焊接,在背面定位焊的同时,正面还应进行加固焊接。
定位焊后的试件表面应平整,不得有错边和电弧疤痕,终焊端的预留间隙应大于始焊端0.5mm,试件组对的各项尺寸见表3-16。
表3-16 仰焊试件的组对尺寸

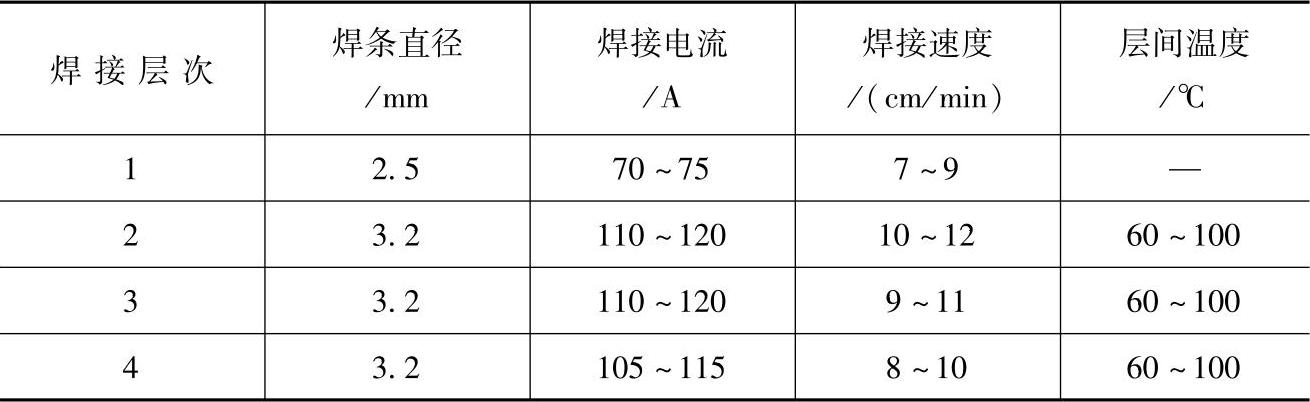
(5)焊接参数的选择 板厚为12mm的Q345(16Mn)钢板对接仰焊单面焊双面成形焊接参数的选择见表3-17。
表3-17 焊接参数的选择
2.焊接
将组对好的试件水平固定在焊接工位架上,坡口朝下,间隙较小的一端为始焊端,采用连弧焊法进行焊接。
(1)引弧 在试件端头划擦引弧,电弧引燃后,对试件端头稍作预热,然后压低电弧,形成熔池后即可做锯齿形横向摆动焊接,焊条运至坡口间隙时,利用电弧吹力打开熔孔,向上顶焊,引弧即完成。
(2)打底焊 板对接仰焊时,焊条与坡口两侧夹角为90°,与焊接方向夹角为70°~80°,如图3-9所示。
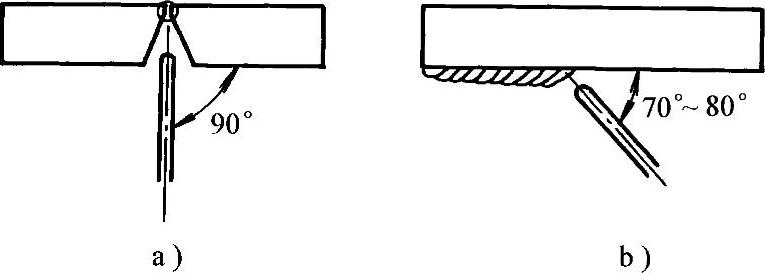
图3-9 焊条角度示意图(https://www.xing528.com)
a)焊条与坡口两侧夹角 b)焊条与焊接方向夹角
板对接仰焊打底焊时,采用锯齿形运条方法,运条过程中,焊条端部要做向上顶推动作,焊条横向摆动幅度较平焊和立焊时要稍小,速度要快,且在坡口两侧停顿时间也要短些。为使打底焊完成后背面焊缝高于试件表面,焊接过程中,要尽量将电弧压向焊件根部,焊条端部紧贴在坡口根部间隙处,使焊接熔池尺寸越小越好,利用熔池的表面张力作用将熔滴迅速拉入熔池,从而形成背面饱满的焊缝。
仰焊操作时,往往金属飞溅物较多,不利于焊接操作,且易烧伤手臂,因而要认真做好焊接防护工作,焊接时焊把线一定要固定在焊工肩膀上,以减轻焊把线的拖赘,还可以防止焊把摆动。
(3)收弧 板对接仰焊收弧时,不得采用回焊法收弧,否则易使液态金属下淌产生焊瘤等缺陷。正确的收弧方法应是将电弧拉向坡口的左侧或右侧,并将电弧慢慢抬起,使熔池逐渐变浅、缩小至消失。这样既可以防止液态金属下坠,也可以防止在焊接熔池中心产生冷缩孔。
(4)接头 仰焊时,接头方法可采用热接法或者冷接法。
采用热接法时,更换焊条要迅速,在熔池尚处于红热状态时,即引弧施焊。引弧点要在熔池尾部,引弧后要迅速压低电弧做小幅度摆动向前运条,待焊条运至熔孔附近时,向上压弧顶焊,听到击穿声后稍加停顿,并将焊条角度由接头时与焊接方向成90°角恢复到正常焊接时的角度,即与焊接方向成70°~80°夹角。然后向前做锯齿形横向摆动,恢复正常焊接。热接法有利于液态金属向熔池的迅速过渡,从而可保证形成较为平整的焊接接头。
采用冷接法时,要将接头处熔池周围的焊渣清理干净,必要时可用角向磨光机对接头部位进行修整,使其成斜坡状,以有利于接头过渡。冷接法引弧时,为防止产生气孔,引弧点可在熔池前端10~15mm处,采用划擦法引弧。
从以上焊接过程的分析可以得出,板对接仰焊单面焊双面成形打底焊的操作要点为:仰焊时,焊条熔滴金属因受重力影响,阻碍自身向熔池过渡,而液态金属熔池也由于受重力的影响而下坠,给焊缝成形带来困难。因此,要实现仰焊缝的良好成形,必须首先要克服重力的阻碍作用,因此,在操作上应注意以下几点。
1)焊缝间隙要窄,钝边要薄。因为较窄的间隙可以控制焊接熔池的尺寸,使之较小,从而有利于熔池凝固。钝边薄,有利于迅速击穿焊缝,在短时间内将熔滴送入熔池。
2)在合适的焊条角度前提下,用最短的焊接电弧在坡口根部做小幅度横向摆动,摆动速度要适当快些。
3)在焊接电弧上方应保持有合适的熔孔,熔孔尺寸以深入每侧坡口边缘0.5~1mm为宜。
4)仰焊时,焊接熔池尺寸在焊缝正面和背面应大致对等。
(5)填充焊 施焊填充层前,应先将打底层表面的焊渣和金属飞溅物清理干净,焊缝两侧夹角处的焊渣可用钢丝刷清理,接头处有焊肉凸起的地方可用角向磨光机磨平。填充层运条方法及焊条角度与打底焊时相同,但横向摆动的幅度要大,摆动速度比打底焊时稍慢。焊条运至打底层焊缝两侧时要稍作停顿,以保证焊缝与母材熔合良好,避免产生凹沟和夹渣等缺陷。填充层的焊接分两层,填充焊第二层时,要注意不得烧损坡口边缘的棱角,填充层焊接完成后焊缝表面距试件表面的距离为1~1.5mm,并且应平整无其他缺陷,以利于盖面层的焊接。
(6)盖面焊 焊接盖面层前要将填充层表面的焊渣和金属飞溅物等清理干净,仰焊时盖面层焊接方法与立焊时相同。焊条做横向摆动时要中间稍快,两边稍加停顿,并将电弧进一步缩短,电弧深入坡口边缘约1~2mm,焊接过程中要注意坡口两侧的熔合情况。当发现电弧发生偏吹现象时,要及时将焊条向偏弧方向一侧做倾斜,以防产生咬边。更换焊条要迅速,接头时引弧点要在熔池前方10~15mm处。电弧拉向熔池时,一定要拉至弧坑尾部,保证到位,以免产生脱节现象。
试件焊接完成后,不要立即清理表面焊渣,待其从高温冷却以后再进行清理,以减缓试件焊后冷却速度。清理后的试件表面要保持原始状态,不得随意修磨。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。